应用散射光源曝光机的内层虚光改善
2020-05-19刘顺风谢国荣
刘顺风 谢国荣
(珠海杰赛科技有限公司,广东 珠海 519170 )
(广州杰赛科技股份有限公司,广东 广州 510310)
1 问题描述
大多数多层PCB厂内层生产采用湿膜制作线路的方式,相对干膜生产成本低,品质良率高,管控难度低。我司在应用全自动散射光源曝光机的湿膜制作过程中出现的虚光问题,即显影不净、有余胶,如图1,影响了PCB合格率。现对其产生原因进行分析,并对可能的影响因素进行试板验证,便于后续的生产管控。
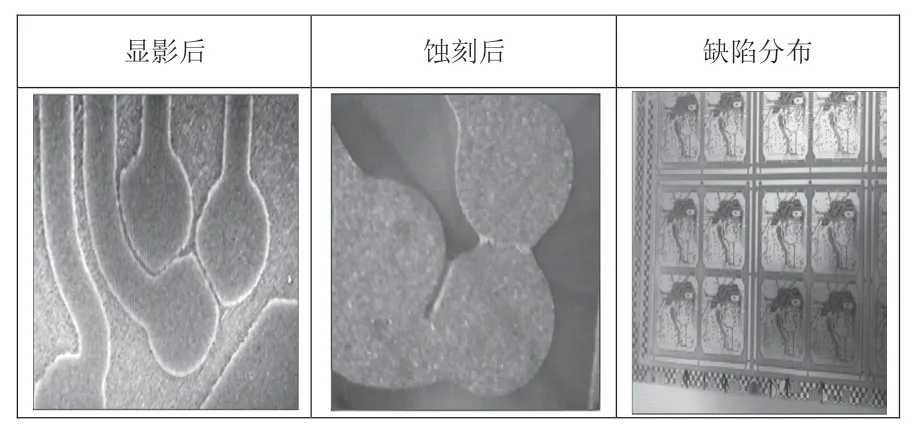
图1 虚光缺陷
2 原因分析
鱼骨图对可能虚光原因分析见图2。通过人、机、物、法、环对产生虚光的因素排查,边条厚度、曝光能量、边条位置和做板面向对虚光影响较大,需进行逐一验证。
3 测试验证
采用试验板进行测试验证,板厚分0.1 mm、1.4 mm两种,线路为2 mil、2.5 mil、3 mil、3.5 mil和4 mil共五种,各48 pcs,每种状态2 pnl,分上下面测试,统计虚光数量。
3.1 不同边条厚度测试
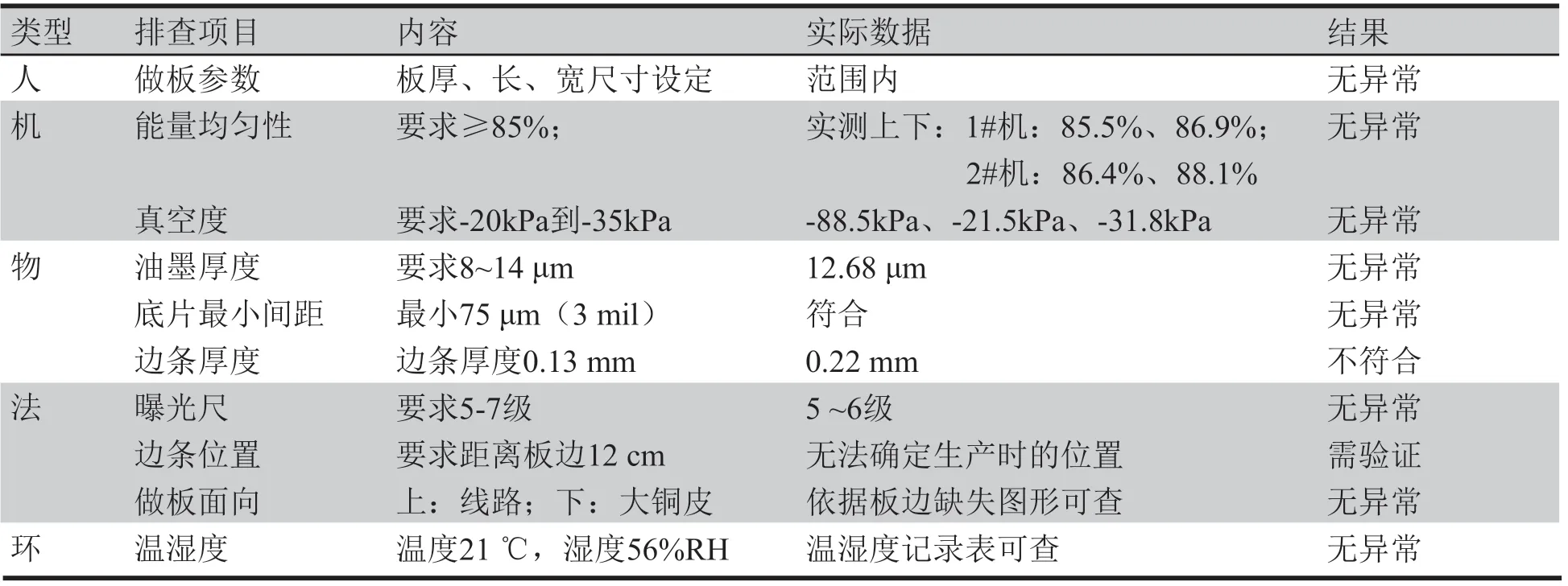
表1 虚光原因排查
只改变边条厚度(0代表未放边条),其它条件不变,测试结果如图3。

图3 不同边条厚度测试数据
从图3数据可知:
(1)对于0.1 mm板厚,三种厚度边条不良率相差较小,看不出明显差异;(2)对于1.4 mm板厚,三种厚度边条不良率相差比较明显。(3)虚光位置主要集中在板边。
由以上分析可知:当边条厚度与板厚相差越近,虚光不良率越低;反之,当边条厚度与板厚相差越大,不良率越高。
3.2 不同曝光能量测试
曝光尺控制在5级调至6级对比,其它条件不变,测试结果如图4。

图4 不同曝光能量测试数据
从图4数据可知:
(1)对于0.1 mm板厚,曝光尺控制在5级和6级时生产的板,1#机和0;2#机虚光不良比例相差非常小,看不出明显差异;(2)对于1.4 mm板厚,曝光尺控制在5级和6级时生产的板,1#机和2#机的虚光不良比例相差不大,看不出明显差异。
由以上分析可知,在曝光尺5级和6级的能量下(文件要求曝光尺5-7级)生产的板,产生虚光的比例都没有明显差异,对虚光问题影响不大。
3.3 不同边条位置测试
只改变边条距板边距离,其他条件不变,测试结果如图5。
从图5数据可知:
(1)对于0.1 mm板厚,当边条位置发生变化时虚光问题比例相差不大,差异不明显;(2)对于1.4 mm板厚,当边条位置发生变化时,位置发生变化后虚光问题差异非常明显;(3)虚光位置主要集中在板边。
由以上分析可知,当边条位置与板边越近,越容易出现虚光不良问题,按测试的3种距离来看,距板边12 cm产生虚光比例最低,说明现生产使用的12 cm的距离比较适用。
通过上述验证,对虚光问题影响较大的有边条厚度、边条位置以及板厚,曝光能量(5级调6级)以及做板面向影响相对较小,由于缺陷主要位于板边位置,分析虚光主要为曝光时板边有空气残留,光发生散射导致虚光。因此,对其进行进一步验证。
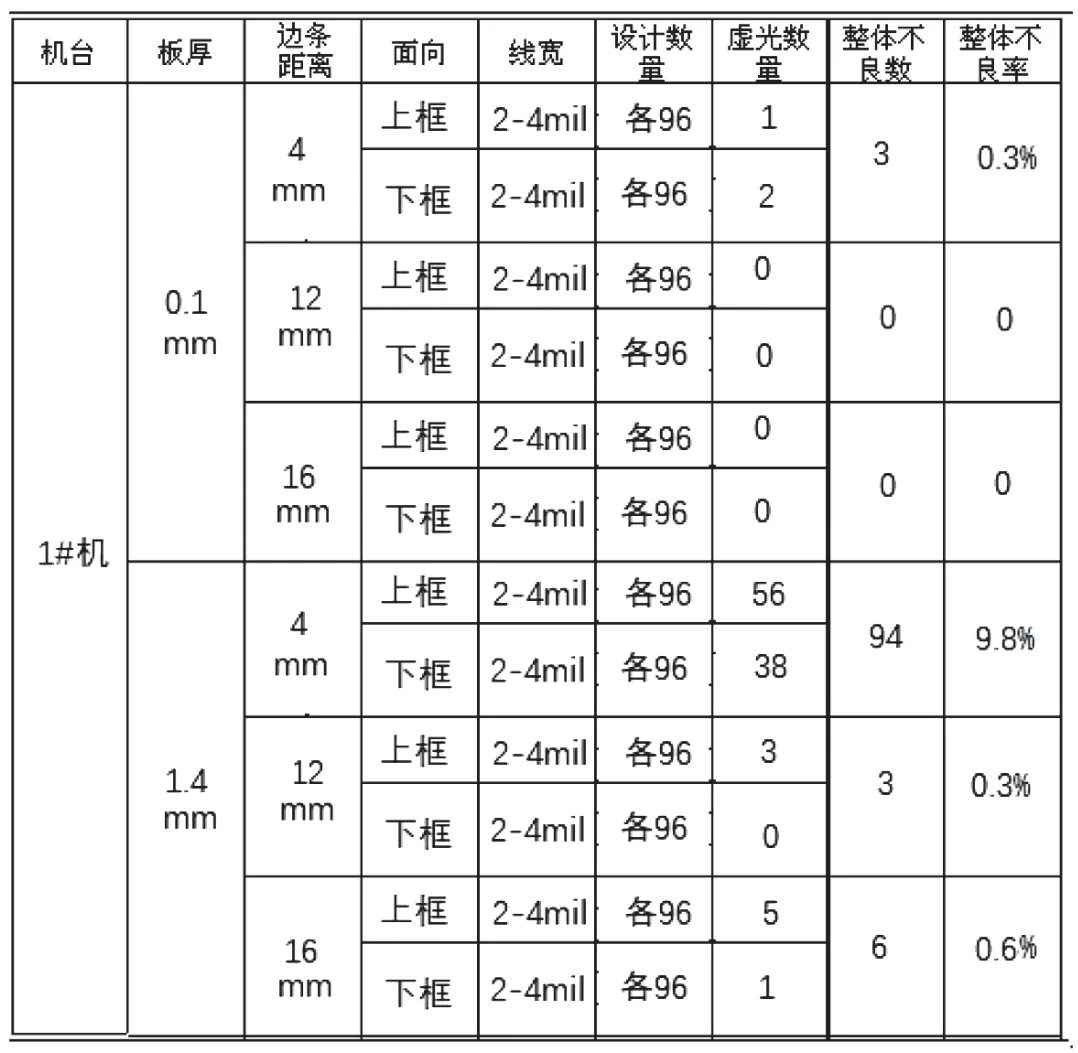
图5 不同边条位置测试数据
3.4 更换密封圈前后对比
更换2#自动曝光机密封圈,测试时边条厚度、位置以上面的最佳条件设置,测试结果:
(1)对于0.1 mm板厚,密封圈更换前后都无虚光问题;
(2)对于1.4 mm板厚,密封圈更换后虚光不良比例由1.9%下降至1.0%,说明更换密封圈后虚光问题有一定改善。
3.5 调整曝光真空度对比
密封圈更换前进行的测试,只改变曝光框架真空度,真空度-28kPa变为-49kPa,其它按上面的最佳条件设置,测试结果:
(1)对于0.1 mm板厚,真空度改变前后均无虚光问题;
(2)对于1.4 mm板厚,真空度调整后虚光不良比例由1.9下降至0.7%,说明调整真空度后虚光问题有一定改善。
4 结论
(1)边条厚度与板厚相差越近,虚光不良率越低;反之,当边条厚度与板厚相差越大,不良率越高;建议将边条厚度与实际板厚相差0.05 mm左右;
(2)在文件要求范围内的曝光能量变化(5级调至6级)对虚光问题影响不大;
(3)调高真空度对虚光问题有一定改善效果,真空度控制在-35 KPa~40 KPa;
(4)当边条位置与板边越近,越容易出现虚光不良问题,从测试结果来看,12 cm间距比较适用。
