ZB45型硬盒包装机内衬纸摆臂自动切换装置的研制与应用
2020-05-18郭志琨王亚光黄昕
郭志琨 王亚光 黄昕


摘要:为了提高产品质量和设备效率,现有国产ZB45硬盒包装机加装了内衬纸自动拼接装置及内衬纸自动涂油装置。当内衬纸自动拼接完成后,需要手动切换内衬纸切换检测摆臂,否则自动涂油装置的毛毡架将不能旋转与内衬纸接触,造成内衬纸拉片图案偏移或内衬纸折叠不稳等质量问题。因此,对内衬纸检测摆臂进行了改进,实现了内衬纸检测摆臂的自动切换。
Abstract: In order to improve product quality and equipment efficiency, the existing domestic ZB45 hard box packaging machine is equipped with an automatic lining paper splicing device and an automatic lining paper oiling device. When the lining paper is automatically spliced, you need to manually switch the lining paper to switch the swing arm, otherwise the felt holder of the automatic oiling device will not be able to rotate and contact the lining paper, causing quality problems of lining paper such as tab pattern shift or unstable folding. Therefore, the lining paper detection swing arm is improved, and the automatic switch of the lining paper detection swing arm is realized.
關键词:ZB45硬盒包装机;自动涂油装置;自动拼接装置;摆臂自动切换装置
Key words: ZB45 hard box packaging machine;automatic oiling device;automatic splicing device;swing arm automatic switching device
中图分类号:TS452+.7 文献标识码:A 文章编号:1006-4311(2020)11-0143-03
0 引言
ZB45硬盒包装机组是目前我国烟草行业应用最广泛的一种硬盒包装机。因该设备为上世纪80年代研制的,90年代初我国大量引进该型设备,由于该设备研制年代久远,自动化程度不高,为了提高设备自动化程度和效率,国内各大烟厂均对其控制系统进行了不同程度的技术改造,比如加装内衬自动拼接功能,通过技术改造实现内衬纸在不停机情况下自动拼接。但加增这一功能后内衬纸余量检测摆臂却没有实现自动切换,每次自动拼接后需要人工进行切换,无形增加了操作人员的劳动强度,同是因为内衬纸余量检测摆臂位置直接控制内衬纸自动涂油装置涂油毛刷的切换,如果一旦切换摆臂不及时或暂时忘记切换,会造成内衬纸拉片图案偏移或折叠不好等量缺陷的产品,因此对检测摆臂自动切换进行研制。
1 方案选择
通过PLC控制气动元件完成对内衬纸检测摆臂的自动切换。此方案采用原机自带气源,加装旋转气缸以控制摆臂来回摆动。气路控制方面,气压传动具有响应速度高,运行稳定,并具有一定的缓冲效果。在电气控制方面,通过PLC编程控制摆臂自动切换,编译程序简介,电路连接简单。
2 机械改进部分
如图1所示,图中机械部件有联轴器、旋转气缸、定位支架、底板、摆臂、摆臂轴等,整套装置由底板安装在机身顶板上。调整旋转气缸轴、联轴器、摆臂轴位置,使三者同轴,通过联轴器将旋转气缸扭矩传至摆臂轴,使摆臂随气缸轴转动。
2.1 旋转气缸选型
①根据负载性质估算摆动气缸承受的力矩,负载可分为静负载、阻性负载和惯性负载。因该设计摆动气缸是以一定的转速带动负载做往复摆动运动。所以其所承受的力矩按惯性负载计算。
即:
J-惯性负载的转动惯量,;
α-设负载作等加速度运动,;
θ-转角;
t-转过θ时的摆动时间。
惯性负载的转动惯量计算,把整个摆臂看成摆杆予以计算,测出整个摆臂装置质量m=2.15kg,摆臂长度L=0.3m。
则
负载加速度的计算,内衬纸切换时测出摆臂摆动角度为165°,所用时间为1.2s。
;
②按负载性质选择负载率,摆动气缸的负载率η=,M0-摆动气缸的有效输出力矩(N·m)。
对于惯性负载η在0.1到0.25之间选取。取值与摆动速度大小有关,摆动速度快应取小值,为了确保有效输出力矩足够大,此处取η=0.1。即。
用量角器测量摆臂在左右切换时极限位置夹角α=150°,则气缸所需最小夹角β=360°-150°=210°。根据M0、摆动角度β以及供压P,选择叶片式摆动气缸DMS-25-270,其具有旋转角度可调,动作灵敏、可靠等特点。表1为叶片摆动气缸的相关参数。从表1可知,此气缸最大旋转角度、转矩均满足要求。
2.2 联轴器选型
联轴器连接旋转气缸轴与摆臂轴,起传递扭矩作用。选择挠性联轴器(图4所示)能补偿摆臂轴、气缸轴两轴线相对位移并具有缓冲减震作用。根据气缸轴径、摆臂轴径、气缸额定转矩,选择的联轴器LM-40-12-15,相应参数见表2。
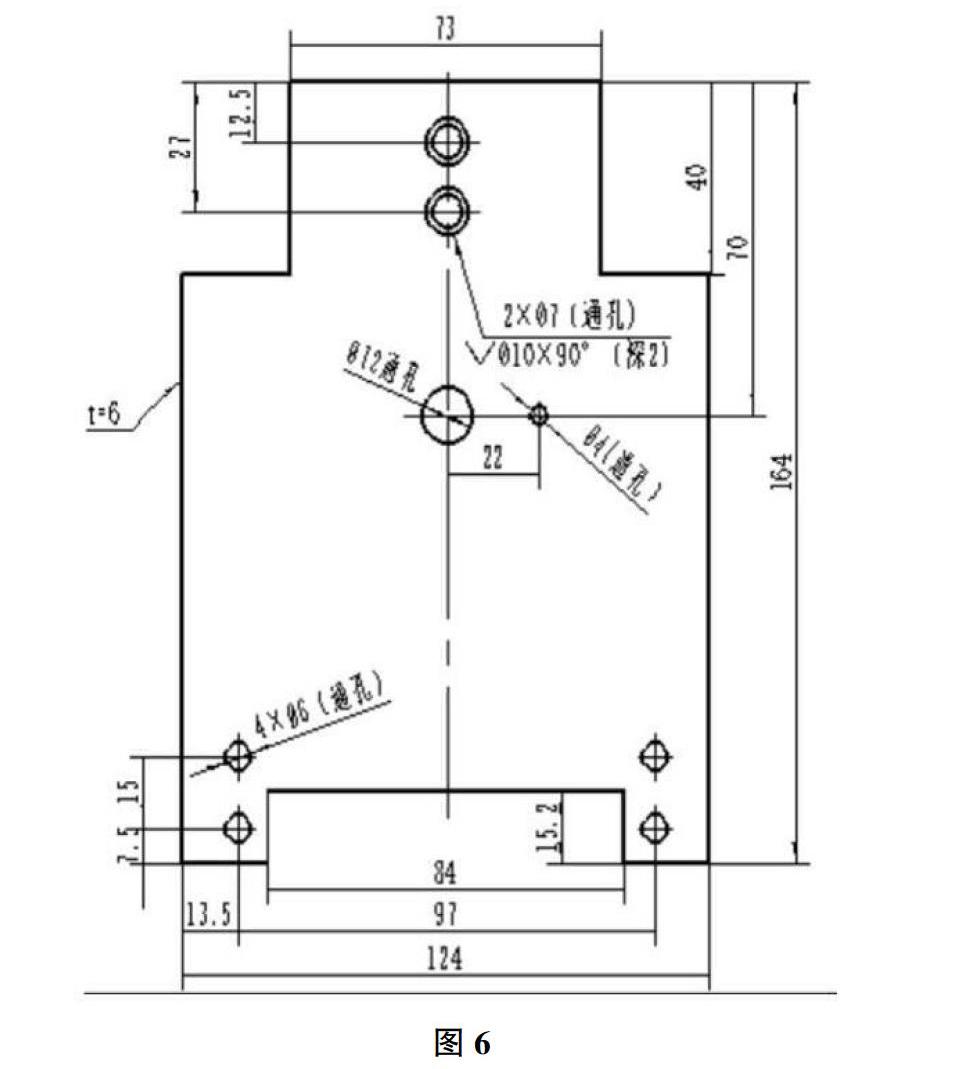
2.3 固定支架与底板设计
根据旋转气缸外观尺寸设计支架图5与底板图6,结构图5、图6所示,将气缸固定孔、支架固定孔设计成腰孔,便于安装旋转气缸时调整旋转气缸轴与摆臂轴的同轴度。
2.4 滚轮套的设计
滚轮套的作用主要有两点:一由于旋转气缸在摆动过程中,会与内衬纸卷发生碰撞,损坏内衬纸。安装滚轮套,有助于增加接触面积,可缓解对内衬纸的冲击。二在摆臂自动切换后,旋转气缸两侧均不供气。摆臂在重力的作用下,要能够随内衬纸卷半径变小而慢慢下落。由于旋转气缸其内腔壁与叶片密封性较好,气缸转动过程中,存在一定阻力。安装滚轮,对摆臂配重,有助于摆臂自由下落。根据以上两点要求,选择耐磨性较强的尼龙材料,根据摆臂滚轮外径设计出滚轮套,结构、尺寸如图7。
3 气动原理设计部分
如图8所示,图中的气动元件有旋转气缸、节流阀、两位三通电磁阀、调压阀。气源先经过调压阀调压,分别与两位三通电磁阀的供气口相连,并在电磁阀的排气口分别加装节流阀,通过调节排气流量,以控制旋转摆臂的摆动速度。两位三通电磁阀分别与气缸相连,通过控制电磁阀阀芯的开合,控制旋转气缸动作。
4 电气原理设计部分
ZB45的控制系统采用的GD-PLC /Micro Ⅱ系统,其控制软件受主机厂家知识产权保护,不允许对控制软件进行编辑修改,只能从外围取信号重新设计一个小型控制系统对内衬纸检测摆臂行动切换进行控制,经过对比我们选用西门子S7-200PLC做为这个系统的控制器。
图9电气原理,图中的电气元件有PLC控制器、中间继电器、电磁阀、报警指示灯等,将左、右侧内衬纸切刀及内衬纸反搭杆位置工作信号分别接入PLC的输入端,输出端与中间继电器相连,继电器的常开触点分别与驱动内衬纸摆臂电磁阀相连。通过编程,输出控制,电磁阀换向供气,旋转气缸工作,控制摆臂自动切换,切换后线圈失电,旋转气缸两侧均不供气,摆臂在重力的作用下,随内衬纸卷半径变小而慢慢下落。当内衬纸用至设定余量时,检测器将内衬纸用完信号输入至PLC,摆臂将自动切换到另一侧。如果在摆臂在切换过程中因故障或装置中的电磁阀工作不正常、气缸卡死未动作时,延时3秒将通过原机上的内衬剪切相位指示灯闪烁报警,警示操作人員手动切换摆臂。
输入信号:I0.0 左内衬纸切刀工作信号;I0.1 右内衬纸切刀工作信号;I0.2 内衬纸反搭杆位置信号。
输出信号:Q0.0 左向右切换继电器;Q0.1 右向左切换继电器;Q0.2 报警输出。
A1、A2 中间继电器;Y1、Y2 左右摆臂切换驱动电磁阀;A3 内衬剪切相位指示灯。
5 效果及应用
内衬纸检测摆臂自动切换装置普遍应用于ZB45型包装机组,能够极大的减少内衬纸自动切换完成后,内衬纸印花偏移缺陷烟包数,提升了产品优质率与设备有效作用率,降低了操作人员的劳动强度,极大的提高了设备的自动化程度。
参考文献:
[1]ZB45型硬盒包装机使用说明书.上海烟草机械有限责任公司.
[2]ZB45型硬盒硬条包装机组培训教材.上海烟草机械有限责任公司.
[3]周军.电气控制及PLC[M].机械工业出版社.
[4]ZB45/ZB25型包装设备电气维修.烟草行业烟机设备电气技术培训教材.