钛合金常规加工的有限元模拟
2020-05-16杜茂华令狐克进
程 肖,杜茂华,令狐克进
(昆明理工大学 机电工程学院,云南 昆明 650500)
0 引言
航空航天所用的设备和零件大都由钛合金加工而成,但由于其较低的导热系数,切削加工中接触区域会产生局部高温以至于刀尖磨损加剧,导致加工质量下降。切削加工是材料发生复杂塑性变形的过程,采用传统的分析法很难求解。为提升钛合金加工效率和刀具耐用度,同时克服实验条件下切削参数单一、数据不足且费用不菲的缺点,建立可靠的有限元仿真模型十分必要[1]。计算机仿真技术在切削加工过程的应用已非常成熟,仿真过程中常用的 Johnson-Cook(J-C)模型描述了材料的应变硬化、应变率软化及热软化行为,且形式简洁、各参数含义清晰、易拟合,已被众多商用有限元软件用于反映金属材料的力学行为[2]。然而有限元模型的可靠性取决于材料的本构参数、刀—工之间的摩擦系数、切屑断裂准则及损伤参数等数据的选取,目前,关于钛合金J-C本构模型的研究非常多,但不同研究者在不同条件下拟合的本构参数不一,同一参数的取值范围误差最大达45%,这为后来的研究者在选择合适的本构参数去建立可靠的有限元仿真模型时造成很大麻烦。之所以会出现这种现象,是由于 SHPB实验的应变率极限性造成的,目前实验条件下的应变率大都在103级别,而切削过程的应变率在106级别甚至更高[3]。也有研究者通过遗传算法、改进粒子群算法[4]等优化算法修正钛合金的本构参数,以更加准确的反应其在高应变率下的力学行为。因此研究者在用仿真软件做钛合金的有限元模拟切削加工时,想要得到与实际切削加工相契合的力、温度及切屑形态等数据,选择一组合适的J-C本构参数是至关重要的步骤。
之于庞大的印刷机而言,橡皮布确是并不起眼的一个细节,但恰恰是这个小微处,起着关乎最终印刷产品质量的重要作用。而也正是凭借着这个小微产品,上海新星印刷器材有限公司在业内享有相当高的知名度,并虏获不少殊荣,如被评定为“上海市高新技术企业”“上海市文明单位”“产品质量信得过企业”等,其明星产品5000型高速气垫橡皮布更是荣获“科技进步二等奖”“绿色耗材大奖”等诸多奖项。星星之火,可以燎原,上海新星如何以小小的橡皮布打开国际市场大视野,公司董事长徐毛清、总经理陈炜宗,以及总工程师徐益良,在与我们的交流中给出了答案。
基于有限元软件AdvantEdge,本文建立钛合金的二维正交切削模型。通过对比分析文献获得的五种J-C常数对Ti6Al4V合金加工时切削力和切削温度的影响,获得最适宜的一组钛合金切削仿真的本构参数,其结果为钛合金数值模拟中 J-C模型参数的选择提供相应的参考,也为航空领域的智能化加工建立基础。
在生物复习课教学中,教师可以设计一些源于生活实际的原始问题情境,让学生分析并提出问题解决方案,避免复习课教学对知识的机械重复,重构学生的认知结构,使学生的知识结构更具开放性、包容性与实践性,使学生更具有探究欲望与社会责任感。例如,教师展示某糖尿病患者的体检报告,设计如下问题推动学生核心素养的发展:
1 有限元模型的建立
1.1 材料参数及本构模型
采用切削专用软件AdvantEdge建立如图1二维正交切削有限元模型所示的有限元模型,工件长×宽为8 mm×2 mm,不同材料具有不同的力学和热学属性,按照如表1的热、力学属性定义工件材料;刀具材料为通用硬质合金,前角6°,后角7°,钝圆半径0.02 mm。刀具固定不动,工件自左向右运动。
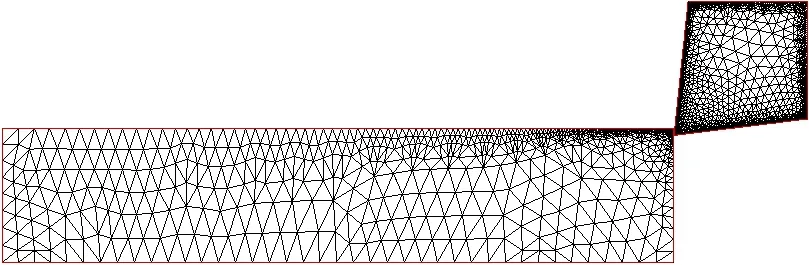
图1 二维正交切削有限元模型Fig.1 Two-dimensional orthogonal cutting finite element model
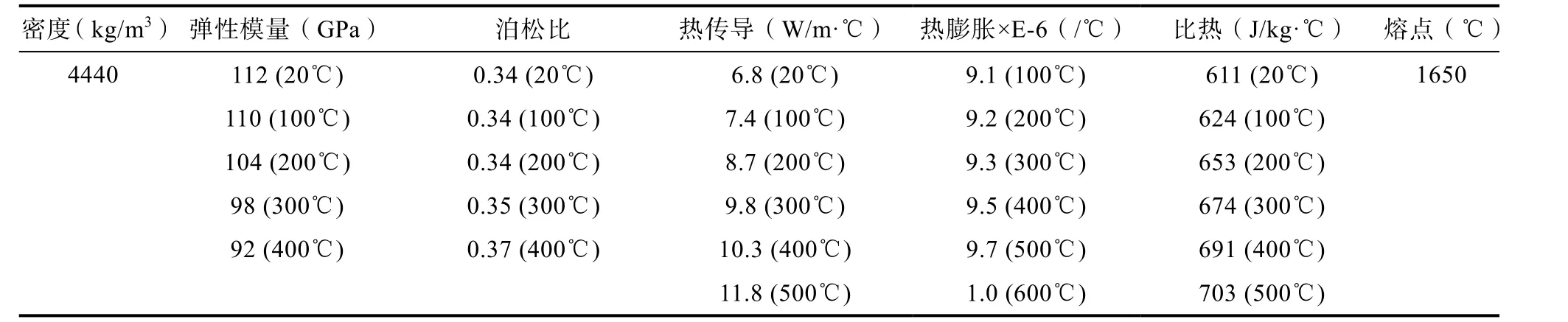
表1 Ti6Al4V的热、力学属性Tab.1 Thermal and mechanical properties of Ti6Al4V
网格类型及单元大小的选择对仿真结果的准确性至关重要。AdvantEdge软件采用任意拉格朗日—欧拉自适应网格(ALE)划分,只需要控制网格的最大、最小尺寸等参数,软件可以根据切削类型、工件与刀具的形状以及它们之间的接触特性自适应地划分网格,在保证求解精确度的同时又能降低求解时间。本文中工件最小单元0.02 mm,最大单元1 mm;刀具最小单元0.02 mm,最大单元1.5 mm,网格细化因子决定了网格由大变小的速度,经过不断调试设置为0.4最为适宜。

切削加工中,工件材料受到挤压从刀具前刀面高速滑过,刀具后刀面在掠过工件已加工表面时会出现相互挤压摩擦,因此要选择合理的摩擦模型。目前切削仿真中大都使用 Zorev摩擦模型,在该模型中,刀—工接触部分可划分为粘结和滑移两个区域,如图2所示为刀具-切屑接触摩擦模型。
1.2 网格划分及摩擦模型
有限元仿真软件为了反映材料的力学特性,通常根据材料在实验条件下的应力—应变关系拟合本构方程,对比不同本构方程的优劣后,本文采用J-C本构方程对钛合金 Ti6Al4V的热粘性行为进行建模,其表达式为:
式(1)中:A为准静态下屈服强度,B为应变硬化系数,n为应变硬化指数,m为温度敏感系数,Tr为参考热力学温度,Tm为材料熔点温度,ε是应变,ε˙是应变率,0ε˙为参考应变率。表2为不同研究者获得的Ti6Al4V的J-C本构参数值。
式(2)中:τ为前刀面剪切应力;为等效剪切应力;为工件材料极限剪切应力。μ为刀具-切屑接触面的平均摩擦系数。摩擦实验和切削实验得出 Ti6Al4V与硬质合金之间的μ取值在 0.3~0.7之间,本文在仿真建模中取μ=0.5。

表2 Ti6Al4V的J-C本构参数Tab.2 J-C constitutive parameters of Ti6Al4V

图2 刀具-切屑接触摩擦模型Fig.2 Tool-chip contact friction model
本期应纳增值税额的计算核算。月末,先将“应纳税额”专栏贷方余额结转至“一般计税未交增值税”明细科目贷方,记录当期一般计税应交增值税;再将“一般计税预交增值税”明细科目记录的按规定可于当期结转扣减的已预交增值税金额结转至本明细科目的借方,扣减当期一般计税应交增值税;最后,将“减免增值税额”明细科目记录的能在本期应纳税额中抵减的金额,结转至“一般计税未交增值税”及(或)“简易计税应交增值税”明细科目借方,结转计算后 “一般计税未交增值税”与“简易计税应交增值税”明细科目贷方余额(不含留待后期抵减的预交增值税)之和就是本期应纳税额合计,对应增值税纳税申报表的主表的第24行本月数。

如果出血时间符合排卵期那几天,一般量不多,持续三五天,那么就可能是了。有些会伴有一侧下腹不适或疼痛,这可能是排卵痛。有些夫妻因为排卵期出血,会避开出血时间同房,那么就降低了受孕的概率,可能会不孕。
1.3 切屑分离准则及断裂准则
几何准则和物理准则是有限元软件判断单元是否脱离工件基体的两大切屑分离准则。几何准则仅仅以单元位移的几何距离判断切屑是否分离,与实际情形并不相符;而物理准则通过对切削过程中的一些物理量的设定如等效塑性应变准则,更能反映实际切屑的分离现象。
切屑的形成不仅与分离准则相关,也由工件材料的断裂基准决定,且对切屑的形状有很大影响。Rice and Tracer准则为常用的有限元模拟软件的断裂准则,表达式为:
刀具前刀面在整个刀屑接触区内所受剪切应力可用下式来描述:
式中:t′为crit(t)最小值时的解;c(k)是小波包系数;σ为噪声的标准差;n为系数的个数;α为调整参数。

式(3)中,为断裂时总的塑性应变,为静水压力,C1是材料常数。
2 实验条件
实验所采用的切削条件与仿真相一致。车床型号为CY6140,主轴最高转速1480 r/min;测力仪为北京航空航天大学研发的测力系统,型号SDC-C4M。切削过程中,刀具在X、Y、Z、三个方向都会受到反向作用力,位于车床刀架下方的测力应变片会产生轻微的形变,该变形量以电信号传递到放大器中,然后经过电信号的放大被计算机采集卡接收,再经过转换和数据软件集中处理、滤波等操作,得到切削力随时间变化的波形图。测力系统的工作原理如图3所示。

图3 测力系统工作原理图Fig.3 Working principle diagram of the force measuring system
3 结果分析
3.1 切削力分析
5组二维正交切削仿真是在相同切削条件下进行的,切削速度为100 m/min,进给量0.1 mm/rev,径向切深0.5 mm。不同模型在切削稳定时X方向和Y方向上的平均切削力如表 3所示。从表中可以看出,相比实验采用自定义本构方法获得的切削力普遍偏高,不同本构参数模型在 Fx方向切削力为115.1 N~173.9 N,误差范围在18.9%~79.8%;Fy方向切削力为 54.0 N~76.8 N,误差范围在–4.1%~36.4%。
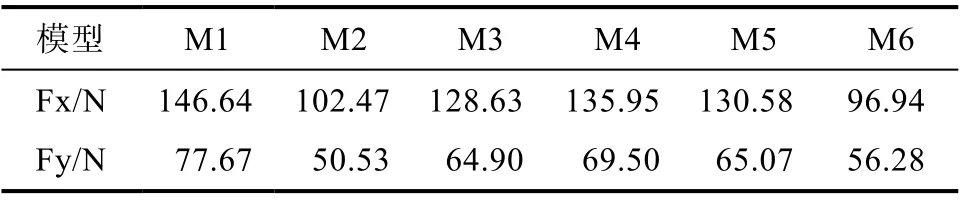
表3 不同模型的切削力Tab.3 Cutting force of different model
3.2 最高切削温度分析
由于切削区域温度会随时间增加逐步上升,切削区域温度无法达到稳定状态,因此仅对比相同切削长度下的刀尖最高温度。对不同模型刀尖最高温度数据整理如表4所示,从表可以看出除M2模型温度大幅低于实验温度外,其余模型温度都比实验温度较高。分析原因这13.8%。

表4 不同模型的最高切削温度Tab.4 Maximum cutting temperature of different models
4 结论与讨论
本文通过对不同本构参数的仿真对比实验发现,AdvantEdge软件在采用自定义J-C本构的方法做钛合金切削力和切削温度的仿真时,不能与实际的切削加工相对应。以往的研究发现,钛合金在高应变率下表现出热粘性,其内部绝热升温成为影响本构关系的重要因素,而温度的升高降低了应变、应变率的强化作用,反过来,强化作用的减弱又减缓了温度的上升[10]。下一步可以对钛合金的J-C本构参数进行敏感性分析,探讨如何通过快速调节五个本构参数以达到仿真结果与实际加工误差在可控范围内,提高有限元仿真软件的可靠性[11]。
