电缆设备中对挤出机精准控温的设计方案
2020-05-15江苏舒欣扬电工设备有限公司江苏南京210000
■ 江苏舒欣扬电工设备有限公司 (江苏南京 210000) 赵 尹
1. 设计方案
西门子发布了最新一代S7-1500系列PLC,其中利用Profinet通信系统取代了Profibus-DP、MPI通信,可更加高效准确地实现数据交换。ET200SP系列分布式IO模块可安装于挤出机机身内,使热电偶直接接入模块,只需给模块提供电源和连接网线就能取代传统连接多根补偿导线的繁琐工作。
利用西门子TIA Portal V15编程软件进行编程。
(1)硬件组态 主控PLC、分布式IO ET200SP的设备组态视图如图1、图2所示,主控PLC、分布式IO ET200SP和触摸屏的拓扑视图、网络视图如图3、图4所示。
本例中选用CPU1511-1PN作为主控制模块,主控模块含有数字量输入输出模块及模拟量输入输出模块,数字量模块用于提供加热冷却的信号输出,模拟量模块用于采集和输出挤出机电动机的转速和电流。ET200SP分布式IO提供热电偶输入信号接口,选用KTP1200BasicPN型触摸屏作为人机界面,IP地址分别为192.168.0.1、192.168.0.2、192.168.0.3和192.168.0.4,子网掩码都为255.255.255.0。要注意的是实际的网线连接必须与拓扑视图中组态的一致。配置IO模块,如图5所示。
(2)编写程序 以挤出机有10个区为例,创建定时中断OB35,在OB35中创建功能块FB1及其背景数据块DB1,组态与硬件相匹配的IO地址,热电偶输入地址为PIW0到PIW18,数字量输出地址为Q0.0到Q1.1,温度设定地址为DB1.DBD0到DB1.DBD36,温度显示地址为DB1.DBD40到DB1.DBD76。在功能块中调用工艺指令PID_Temp,自动创建其工艺对象数据块,如图6所示。
然后组态工艺对象数据块、控制器类型、Input/Output参数和PID参数等,如图7所示。
(3)整理外购件 使用TIA Selection Tool软件,硬件组态完成后即可快速导出订货号,如图8、图9所示。
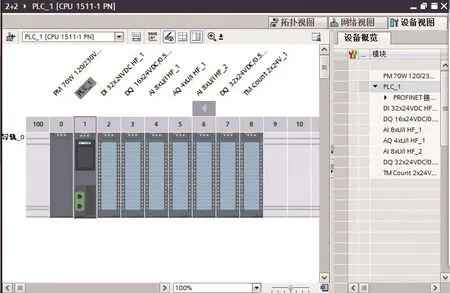
图1 主控PLC设备组态视图
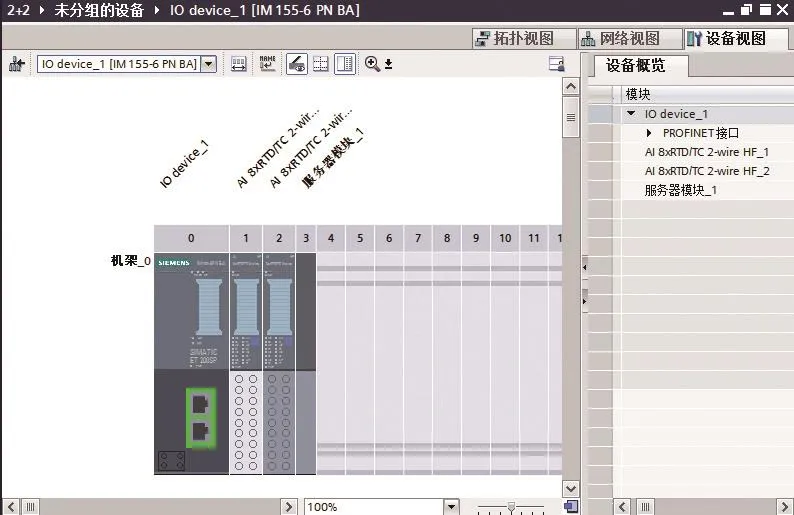
图2 分布式IO ET200SP设备组态视图
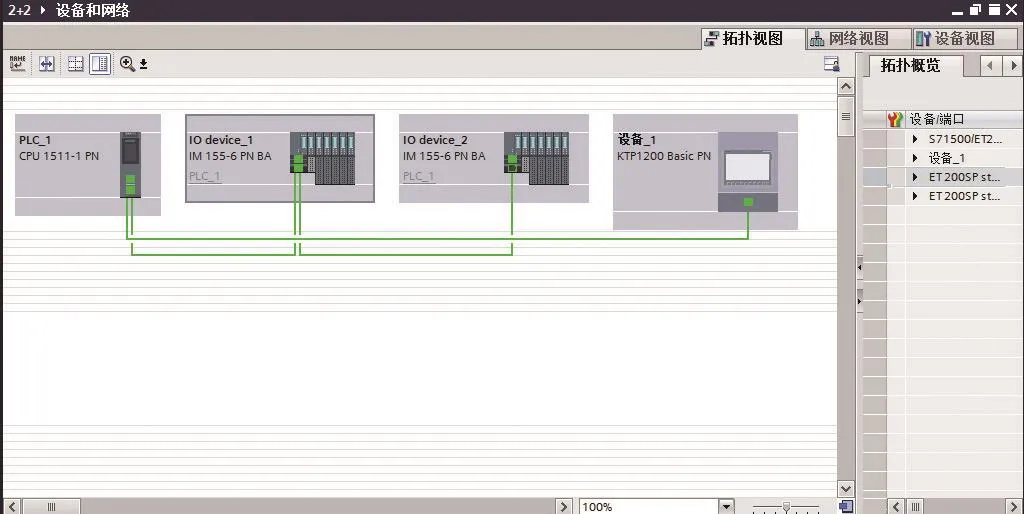
图3 拓扑视图
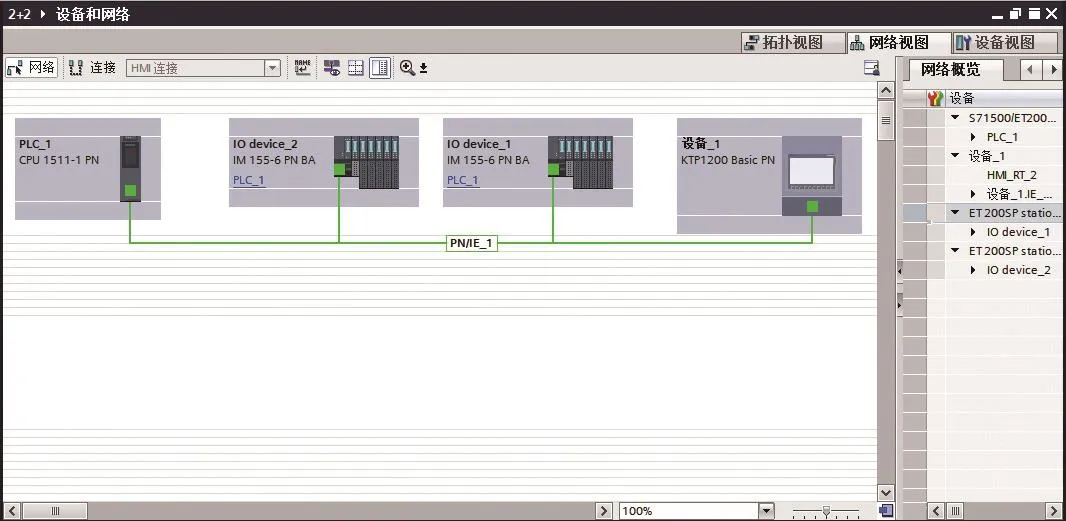
图4 网络视图
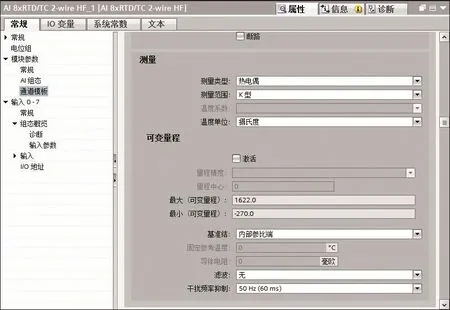
图5 ET200SP输入模块配置
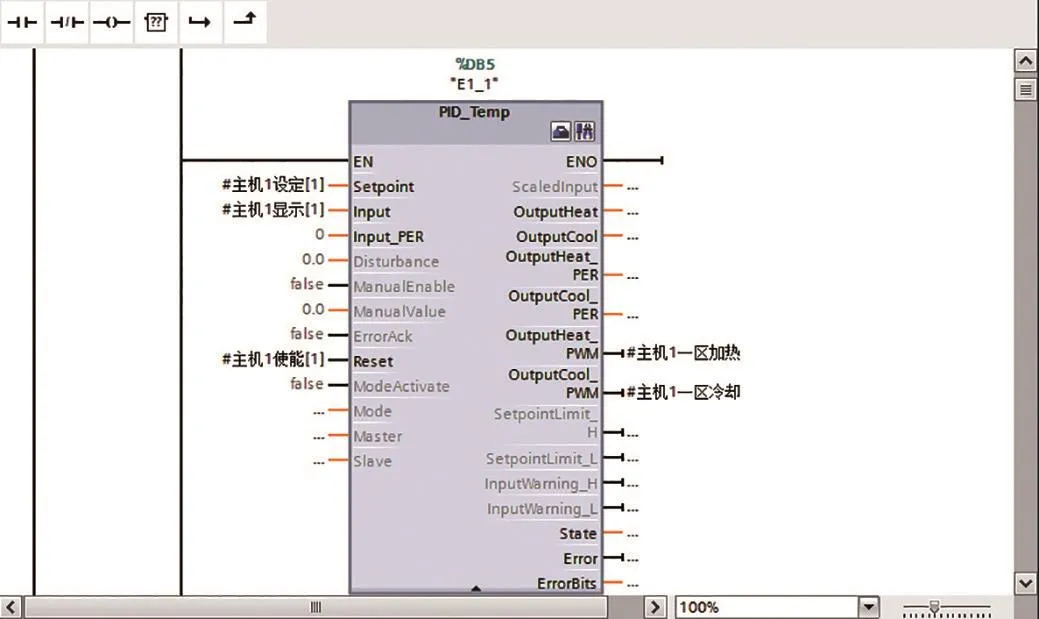
图6 PID温度控制子程序
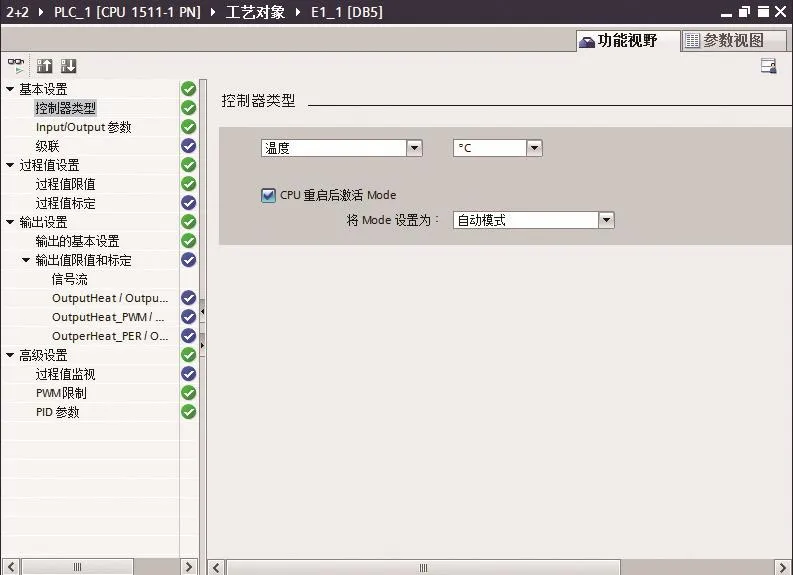
图7 工艺对象组态

图8 主控制模块外购件列表

图9 分布式IO外购件列表
2. 结语
随着工业以太网的发展,以网线连接通信的工业自动化将是大势所趋。本文使用的设计方案在设备生产中实现了数据的实时传输和控制,满足了需求方对生产工艺的要求。
