柴油机润滑油管清洁工艺探析
2020-05-14王小勋
王小勋
(广州柴油机厂股份有限公司,广州 510371)
0 引言
柴油机总装完成后,在柴油机试验过程中,经常出现连杆轴瓦、主轴瓦划伤、刮伤的情况。经过检查分析,轴瓦的损伤通常有3种情况:一是柴油机零件的加工精度,如曲轴曲柄销两端的圆弧位加工达不到要求,从而划伤连杆轴瓦。二是柴油机零件安装精度,如曲轴和机体轴承孔的同轴度达不到要求,轴瓦就会咬死,烧坏轴瓦。三是柴油机零件的清洁度,特别是柴油机润滑系统零件清洁度的问题,润滑油管是其中之一。若柴油机的润滑油管没有清洁干净就安装到柴油机,柴油机运行后,润滑油管里面的焊渣、杂质等污物在流动润滑油冲刷下,就会随着润滑油流到轴瓦里,导致滑动轴承的油膜被破坏,轴瓦直接接触固体小颗粒,从而划伤、刮伤轴瓦。

图1 轴瓦刮伤
由此可知,柴油机润滑系统零件的清洁度很重要,润滑油管作为润滑系统重要零件之一,其清洁与否决定了柴油机润滑系统润滑油的清洁度。为了解决润滑油管的清洁度问题,对润滑油管的清洁工艺进行了研究。
1 清洁度检测
零件清洁度检测有多种方法,根据润滑油管的应用情况,选用目测法和擦拭法2种比较便捷的检测方法,检测润滑油管的清洁度。
(1)目测法:在室内白天光线或照明相当的日光灯下,用肉眼检查表面有无残留污物,有明显的污物则为不合格[1]。
(2)擦拭法:用清洁柔软白纸或清洁不掉毛绒的白布擦拭,观察布的表面有无异物污染,如有明显的沉积污染则为不合格[1]。
2 清洁工艺
2.1 工艺流程
钢管一般在仓库保存的周期比较长,都会出现不同程度的锈蚀、氧化等情况。使用这些钢管经过机加工、焊接制作成润滑油管,这些成品的润滑油管不仅有锈蚀、氧化皮,还有焊渣、杂质等污垢(图2)。为保证成品润滑油管干净入仓、库存防护、领取出来即可以直接装入柴油机,对成品润滑油管制订了清洁工艺流程:酸洗—清洗—吹干—防锈—封口—入仓。

图2 酸洗前润滑油管
2.2 材料
润滑油管的清洁与防护过程中,最主要的是除锈与防护。本工艺润滑油管的除锈方法选用酸洗、防锈油防护,对酸洗和防锈选择了2种新型材料,并通过工艺验证,确认了材料的使用性能。
(1)HJC-1成膜金属除锈水。该除锈水是一种无味、无毒、透明无色的酸性液体处理剂和光亮剂,能在常温下除去钢铁的锈蚀、氧化皮,且不破坏材料性能。除锈后在润滑油管的表面形成一层灰白色的薄膜。使用用法是润滑油管浸泡去除锈蚀、氧化皮。
(2)P14防锈润滑油。该防锈润滑油具有防锈与润滑功能,含有多种抗磨及润滑添加剂,给设备提供周全的保护。适合机械设备在储存、运输及停运期的内部润滑及防锈,也用于零件的封存防锈,防锈期长达18个月。防锈后会在金属表面形成一层防锈薄膜,可即拿使用。使用用法是润滑油管以冲洗的方式喷涂上防锈油。
2.3 设施
由于润滑油管的清洁工艺要求,在车间建造了酸洗池、水洗池,制作了清洗工具、润滑油管架子,还建设了润滑油管循环防锈系统。酸洗池装有酸洗液用于浸泡润滑油管,去除锈蚀、氧化皮;水洗池内用清水清洗润滑油管,去除酸液、杂质等;润滑油管循环防锈系统用于润滑油管的防锈。
润滑油管循环防锈系统原理图如图3所示[2]。
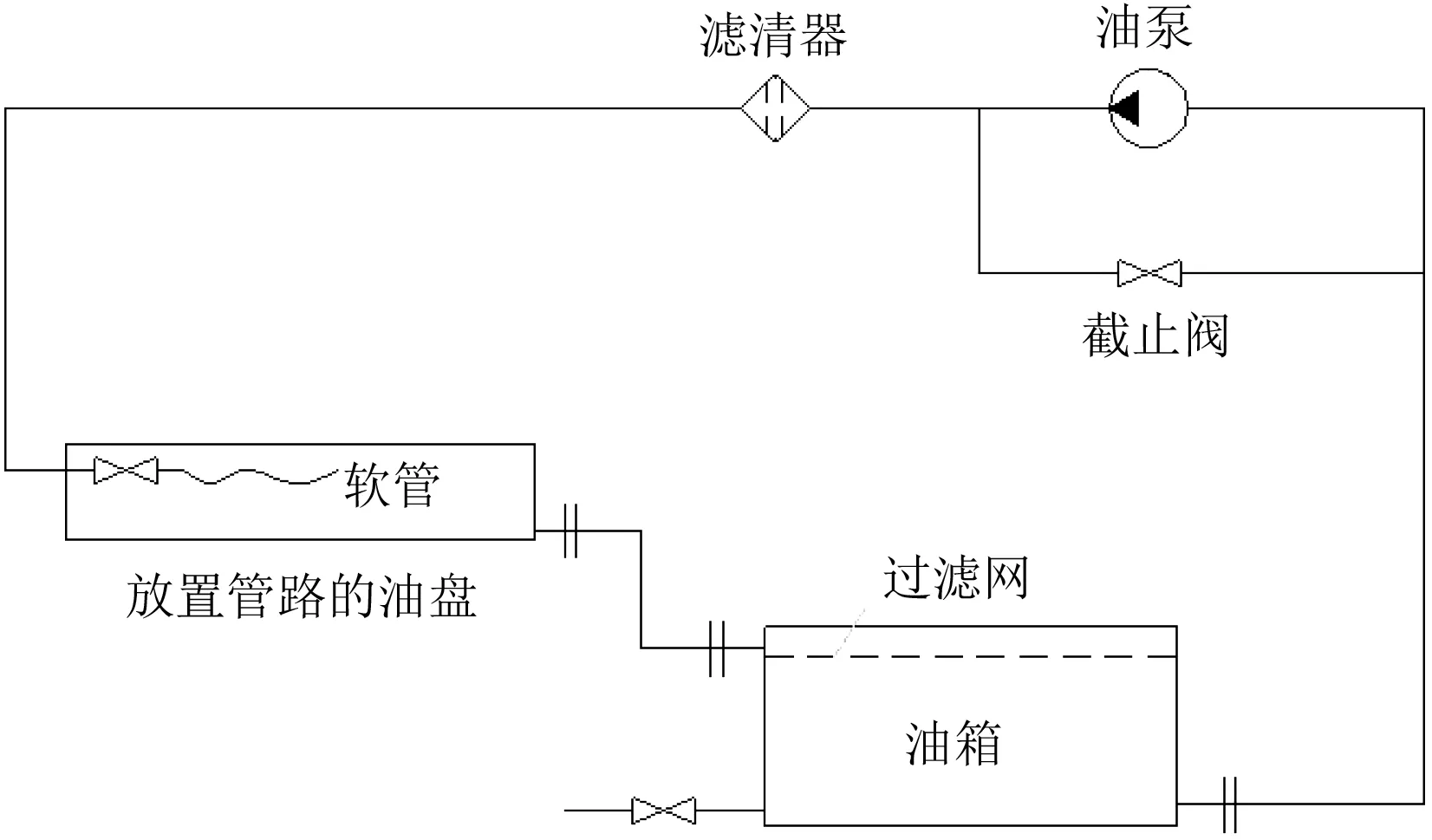
图3 润滑油管循环防锈系统原理图
由润滑油管循环防锈系统原理图可知,油泵把防锈油从油箱抽出,经过滤清器过滤后,在油盘内以冲洗的方式对润滑油管内外表面进行防锈,润滑油从油盘底部的出油管流出经滤网过滤流回油箱。与涂抹式、浸泡式防锈相比,该循环流动式防锈确保管路内外表面完全涂上防锈油,并且滤清器过滤之后的防锈油清洁干净,不会再次污染润滑油管,保证了润滑油管的清洁度。
2.4 操作规程
(1)酸洗
HJC-1成膜金属除锈水用1~2倍清水稀释,用清洁木棒把溶液搅拌均匀,倒进酸洗池。把润滑油管置入HJC-1成膜金属除锈水池,除锈时间2~3 h。由于管件表面锈蚀、氧化程度不一样,除锈时间有所差别,所以在工作过程中应监视酸洗情况,浸泡2 h后,每1 h检查1次,避免零件遭受腐蚀损坏,直至锈蚀、氧化皮除尽,露出管件的金属本色。
关键步骤:①酸洗前应用PH试纸测试酸洗液的PH值,测试结果应与PH试纸样板PH1~PH2相同;②浸洗2 h后应检查管件酸洗情况,以后每隔1 h检查1次,避免零件遭受腐蚀损坏。图4所示为酸洗后润滑油管。

图4 酸洗后润滑油管
工序要求:酸洗后管件内外表面锈蚀、氧化皮除尽,露出金属本色。
(2)清洗
把管件放入清水池中,排水管阀门打开。先用铜棒敲击一遍管子外壁,特别是弯头和焊缝处;再用高压水枪冲洗管件外表面,去除管件表面上的残余酸、污物;最后排尽清水池中的污水。管件连接上冲洗工具,冲洗工具冲洗润滑油管内腔,彻底去除管中残余酸及黏附杂质。
关键步骤:①酸洗后应立即放入清水池中清洗,避免零件遭受残余酸腐蚀损坏[3];②用高压水枪冲洗管件外表面时应特别注意冲洗管件端口处,以减少操作者连接冲洗工具时直接接触酸洗液的机会;③用高压水枪冲洗管件外表面应为1~2 min,用冲洗工具冲洗内腔应为1~2 min[1];④清洗后要求检验员抽检,并作确认记录。
检验方法:①用PH试纸检测管件内外表面,确定无残余酸;②用目测法或擦拭法检验润滑油管的清洁度。
工序要求:清洗后润滑油管内外表面不得有残余酸、油污、杂质等脏物。
(3)吹干
把润滑油管从清洗池中吊起放在池边的支承架上,再用干燥压缩空气吹干管件内外表面。
关键步骤:①清洗后应立即吹干管件内外表面,避免生锈;②吹干后要求检验员抽检,并作确认记录。
检验方法:用目测法或擦拭法检验润滑油管的清洁度。
工序要求:吹干后润滑油管内外表面应干净,无黏附杂质。
(4)防锈
润滑油管放进防锈油盘中,用P14防锈润滑油以循环冲洗的方式对管路的内外表面进行防锈。
工序要求:润滑油管内外表面都喷涂上防锈油。
(5)封口
用塑料薄膜包住润滑油管的端口,并用橡皮筋绑好,以防尘埃再次污染润滑油管内腔。
工序要求:润滑油管的每个端口都包上塑料袋。
(6)入仓
根据管架上柴油机润滑油管的编号,把清洁后的润滑油管放入相应的管架。
工序要求:每条柴油机的润滑油管都要对号入座。
3 应用
按照润滑油管清洁工艺路线“酸洗—清洗—吹干—防锈—封口—入仓”,润滑油管清洁处理后,与以往的清洁方式相比,解决了3个难点:
(1)彻底去除润滑油管的锈蚀、氧化皮、焊渣、杂质等脏物,润滑油管清洁、干净,从根本上解决清洁度问题,封口入仓的润滑油管内腔,未受到尘埃的再次污染;
(2)入库保存的润滑油管作了防锈处理,延长了润滑油管库存时间,在防锈油的有效期内不被锈蚀、氧化;
(3)入库保存的润滑油管为防锈油膜防锈,清洁干净,可即拿使用,提高了润滑油管现场装配效率。
4 结束语
本文结合市场上清洗技术,经清洁研究之后,定制清洁工艺规程及选用新型的清洁材料,解决了当前润滑油管的清洁问题,改善了柴油机润滑油系统清洁度,保障柴油机的稳定运行,同时为柴油机的装配提供便利,提高装配效率。
