光纤激光切割碳钢工艺研究*
2020-05-14许天宇刘怀亮马修泉
许天宇,刘怀亮,马修泉,刘 庆
(1.广东省智能机器人研究院,广东东莞 523808;2.华中科技大学机械科学与工程学院,武汉 430074;3.广东国志激光技术有限公司,广东东莞 523000)
0 引言
光纤激光器经过了长足的发展,利用其中的高功率光纤激光切割各种材料,特别是金属的应用和研究得到的关注越来越广泛。在厚板切割时,既要考虑切割质量,又要考虑切割速度,而激光切割恰好能保证质量和速度,其切割效率高于传统切割工艺,且对被加工材料金属或非金属均能实现高效切割。切板材的尺寸精度、材料的变形量、切割面上下表面粗糙度以及表面挂渣深度等可以用来表征切割质量。这几个标准的衡量是由激光器,气体喷嘴,光束扫描方式组成的激光加工系统和零件材质、形状以及激光束特性等切割条件确定的[1-2]。
现如今,二氧化碳激光器和光纤激光器是激光切割领域使用最频繁的激光器。用高功率光纤激光切割机床切割较薄金属板时,在切割效率和切割质量上有很大的优势;但在切割相对比较厚的板材时,目前主要用的是二氧化碳激光器。光纤激光器切割厚板目前处于研究阶段,这里通过对高功率光纤激光切割机床切割20 mm厚的Q235b碳钢板进行研究,优化了切割20 mm厚的Q235b碳钢板的工艺,探索切割20 mm厚钢板切比较好的工艺参数,从而使光纤激光在切割厚碳钢板中的应用更为广泛。
光纤激光切割技术发展越来越迅速,相较于传统的切割方法而言,光纤激光器切割具有显著的优点,例如激光光束质量好、能量转换效率高、激光器体量大;同时具有结构简单、体积小、维护方便、长期运行成本低、高稳定性等显著特点。基于此,越来越多的人探索将光纤激光器用在材料加工方面。在激光加工行业,激光切割是不可忽略的组成部分之一,占整个激光加工生产总值的绝大部分[3]。
目前,大功率光纤激光切割技术已十分先进成熟,其优异的加工性能和极高的效率使之被广泛应用于各种金属切割行业。在国外,先进的发展中国家,以及西方工业化水平高的发达国家均有大量人才对激光切割技术进行研究和推广应用。与此同时,国内部分高校和企业对激光切割的研究与应用范围也在不断扩大。其中最具有代表性、应用最为广阔的是汽车行业。激光切割是激光加工行业中最重要的一项应用技术,占整个激光加工业的绝大部分以上。据统计,大约有一半以上的汽车零部件制造时需要用到激光切割技术[4]。
1 实验设备与方法
1.1 实验设备与材料
实验设备采用国志激光YMM-12000光纤激光器及对应自己设计的激光切割头,其实物如图1所示,最大输出功率为12 kW,输出模式为多模连续输出,波长为1 080 nm。激光束通过芯径为100μm的光纤传输,切割头的准直镜焦距为100 mm,聚焦镜焦距为200 mm,聚焦光斑直径为0.2 mm,可调焦。焊接过程采用同轴吹氧气,一方面将熔池吹开,另一方面是助燃作用,吹气流量为40 L/min。其中水冷机对激光器和切割头进行冷却。
图1 实验用激光器与激光切割头
试验材料为厚度20 mm的Q235b钢板,钢板的尺寸规格500 mm×500 mm×20 mm,化学成分如表1所示。切割前用丙酮碳钢表面去除油污。切割试验过程中,保持激光功率和切割头喷嘴不变,分别研究了单因素变化时切割速度、辅助气压和离焦量对切割表面的影响规律。
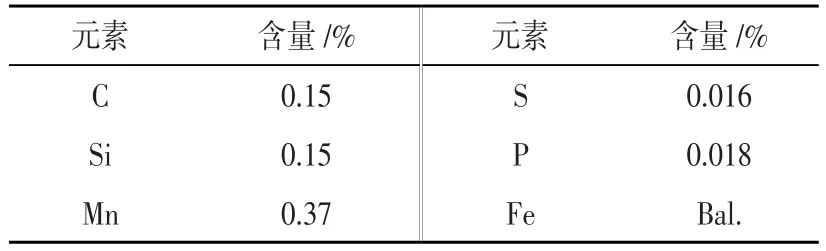
表1 实验材料化学成分
1.2 实验方法
试验设备采用国志激光YMM-12000型12 kW光纤激光切割机床系统对厚20 mm的Q235b碳钢板进行切割实验。调节不同参数,在不同参数下,对相应切割后试件的各种参数分别进行测试及研究:微观方面,分析了切口状态;宏观方面,分析了切面角度、切缝宽度、切面挂渣形貌等特征。样品切割尺寸及走刀示意图如图2所示。实验过程中,设计的切缝周长为200 mm,平直面切缝中间为切口表面质量分析样本点;横断面观察部位在距离直线切缝起始和终止点各20 mm处。接着对试样切断面进行抛光,然后测量样品切口的宽度和倾斜角度。
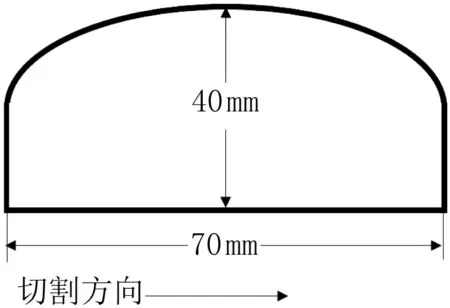
图2 切割试件尺寸示意图
2 结果分析
2.1 切割速度对切割性能的影响
实验利用国志激光12 kW光纤激光器组成的光纤激光切割机床对20 mm厚的碳钢板进行切割,采用控制变量法,设置的切割参数为:保持辅助气压40.2 N/cm2不变,机床切割速度分别设置1.5~2.5 m/min进行对比实验。得出切割速度对切缝外观宏观形貌图如图3所示。对实验结果进行分析发现:切割速度设置为1.5 m/min时,切缝宽度较大,背部有挂渣残留;切割速度设置为2.0 m/min时,切缝较小,切割质量较好;切割速度设置为2.5 m/min时,部分地方没切透且横切面挂渣严重。
当切割功率一定时,若机床切割速度较慢,则导致线能量较大,单位时间内,材料吸收的热量较多,熔化金属量增加,切缝变宽[5];若辅助气体未能将高温熔化的部分金属吹开,切缝背面会残存多余的金属,进而形成挂渣缺陷,影响宏观形貌;若激光切割速度过快,单位时间内,受激光照射的材料吸收能量变小,小到一定程度时,激光热源不能将20 mm钢板彻底熔透,会造成更为严重的挂渣现象,即导致板材未切透。据实验结果得出:切割20 mm的钢板时,切割速度为2.0 m/min的切割质量较为理想。

图3 切割速度对切缝外观质量的影响
2.2 辅助气体压力对切割性能的影响
一方面,因为碳钢中含碳量较大,加上高温下碳与氧气会发生放热反应,所以切割碳钢过程中辅助气体一般选用氧气,氧气既起到助燃的作用,又起到吹掉熔渣的作用。另一方面,氧气作为辅助气体会与被加工材料反应放出大量热,在极短的时间内,激光照射区域的温度很快升高到熔点,然后在高速气流作用下,熔化的金属迅速被吹开,这时材料分离,最终会在切口部分形成带有氧化膜的切割表面[6]。
实验中,为了实现分析辅助气体压力的变化对切割厚20 mm的Q235b钢板质量的影响,保持切割速度2.0 m/min不变,辅助气体压力在20~50 N/cm2范围内变化,研究切缝质量。当压力在20~32.5 N/cm2之间变化时,切缝宽度较窄且变化不明显;当压力为25.3 N/cm2时,切口倾斜角度达到最小,即切缝更垂直于工件表面;一旦辅助气体压力超过32.5 N/cm2时,切缝宽度会显著增大。实验过程中,随着切割辅助气体压力的增大,切割过程中参与放热反应的O2增多,同时覆盖被加工材料的面积增大,导致被氧化的金属面积增加,烧蚀的部分也变多,熔化吹掉了更多的金属[7];当辅助气体压力范围超过32.5 N/cm2时,受激光照射而熔化的金属基本全部被吹走,切割断面成型光滑,材料表面与切口基本垂直,切割质量较好。
当辅助气体压力在一定范围内,切缝与材料表面形成的角度、切缝的平均宽度等会与气体压力成正相关关系,随着气压的增加使更多的金属被熔融吹出,形成的切缝较宽。进一步研究发现:激光头上的喷嘴直径一定时,切缝的宽度会有一个上限,在切缝宽度上限附近,越接近上限,挂渣越严重[8]。另外,若切割时材料的氧化大于被切割的速度,在其切口处将会形成条纹缺陷,且两种因素差距越大,将会导致条纹形状越粗、深度越大,间距也随之变大,缺陷变得更为明显。
观测到利用光纤激光切割20 mm碳钢板时,受热而熔化的金属在辅助气体的作用下被吹落,但是试件底部会形成未被吹落的金属堆积,从而造成热量堆积[9]。此时切缝底部温度高于顶部温度,其氧化与切割速度的差值大于顶部的氧化与切割速度差值,导致条纹深度及间距大于顶部[10]。在切口底端会形成大条纹,顶端有小条纹,两者之间则为较平滑的过渡区域。
2.3 离焦量对切割性能的影响
在研究离焦量对切割质量的影响过程中,保持激光功率4 000 W,气体压力40.2 N/cm2不变,分析得出离焦量对切断面宏观形貌的影响如图4所示。分析实验材料得出,A1=B1=8.9 mm>C1=6.8 mm,C2=8.1 mm>A2=6.2 mm>B2=5.3 mm。由此可知,最上面式样的切割质量最好。
切割选取负离焦时,根据激光光束为高斯光束,可知切断面被氧化面积较大,受热面积也变大,此时切缝较宽。离焦量设置范围在-8~-5 mm时,正面断口受热面积小,背面断口宽度变宽,切割断面倾斜角度较大。原因在于离焦量的设置大于-8 mm时,激光照射面积和辅助气体O2覆盖面积增大,使断口正面宽度变大。当激光束到达断口背面时,能量密度降低,且大部分能量被热熔的金属吸收,进一步减小了光束能量密度,断口背面宽度反而变更小。当离焦量为-8~-9 mm时,切断口正、背面宽度差别最小,为切割20 mm碳钢板理想的离焦量。
当离焦量为-6 mm时,切割条纹较大;当离焦量在-8~-9 mm时,切口条纹较细,即此时的表面切口宽度、切口质量较好。这一结果与上述结果相吻合。
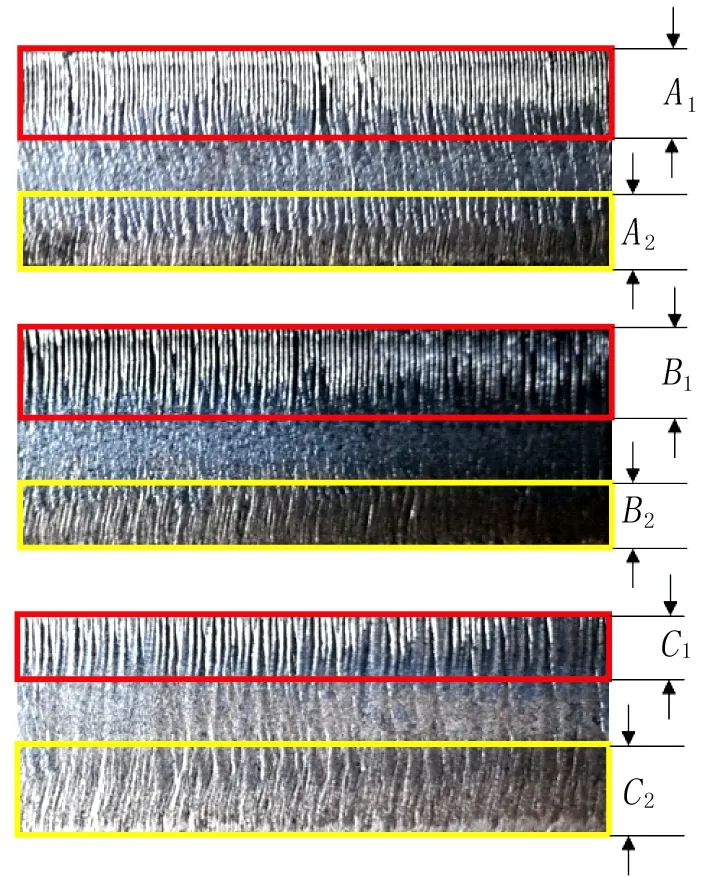
图4 离焦量不同情况下的条纹对比图
3 结束语
本文研究了焊接速度、离焦量、辅助气体气压对切割几何形貌的影响,并作了分析。得到主要结论如下。
(1)光纤激光切割碳钢过程中,准直和聚焦镜及光纤芯径合适地搭配组合,方能达到比较理想的切割效果。
(2) 在切割厚20 mm的Q235b钢板过程中,当辅助气体压力不足,会产生挂渣缺陷;压力过大,又会产生条纹缺陷,要根据板厚材料等选取合适的压力。
(3) 切割碳钢后的下断面氧化速度领先切割速度的量值大于上断面氧化速度高于切割速度的量值,导致切割断面平整度较差。
