膨胀烟丝装箱过程箱盖保持机构优化设计
2020-05-13杨浩刘聪范骏
杨浩 ,刘聪,范骏
(1.徐州众凯机电设备制造有限公司,江苏 徐州 221001;2.四川中烟工业有限责任公司绵阳卷烟厂,四川 绵阳 621000)
本次设计的箱盖保持机构以黄金叶生产制造中心现存成品膨胀烟丝装箱系统定量装箱称为改造对象。现存成品膨胀烟丝定量装箱称在长期使用过程中发现,由于膨胀烟丝容重较小,装箱过程物料蓬松,在不改变先用纸箱的外形尺寸的基础上,无法增加装箱重量。而膨胀烟丝装箱后向各大烟厂运输过程中,由于长途的颠簸,到达各个烟厂时,纸箱内的膨胀烟丝只有3/4 箱甚至更少。就出现的问题,黄金叶生产制造中心考虑能否在不改变现存的装箱形式及纸箱的尺寸,对装箱重量进行提高,降低物流成本;同时,还要尽可能地减少膨胀烟丝装箱过程的物料造碎。
1 改造前装箱方法分析
现在,使用的纸箱外形尺寸为580×400×650(L×B×H)。膨胀烟丝由定量装箱称进行称重装箱,纸箱由人工成箱,上盖向外翻,并套入内衬塑料袋箍住。膨胀烟丝的容重大约为60kg/m³,在理想状态下,其能装的膨胀烟丝重量为:0.58×0.4×650×60kg=9.048kg。而在膨胀烟丝从定量装箱称放料装进纸箱过程时,由于定量装箱称与纸箱之间的高度差,会使膨胀烟丝混入空气,会有一定的膨胀。为了装箱过程膨胀烟丝不外泄,实际装箱的重量要小于理论装箱重量,为8Kg 左右。现在使用的纸箱为专门定制纸箱,考虑已经使用的纸箱数量巨大,更换纸箱再次定制的成本以及其他烟厂可能已经根据现存纸箱的尺寸使用了相关的设备,更换纸箱会产生一系列的问题及增加不小的成本。考虑在不改变纸箱尺寸的情况下,对现使用的膨胀烟丝自动定量装箱称进行相关的改造,达到增加装箱重量的目的。
2 方案的提出
在对现存装箱方法分析中发现,膨胀烟丝的容重较小、蓬松性较大是问题存在的主要原因,此次主要改造从此方面入手。在最初装箱方法中,会有一个气缸推动的压锤,在装箱过程,会对膨胀烟丝进行压实,从而达到多装的目的。此种方法虽然增加了纸箱内烟丝的重量,但多次的压实过程会对烟丝进行很严重的造碎。而烟丝的造碎会降低卷烟品质,降低烟丝的利用率,在装箱过程时要避免的。同时,考虑到现在装箱的形式,加入下压压锤是不可行的。技术人员对现场装箱操作进行观察,发现纸箱成箱过程,现场操作工人会将纸箱的箱盖向下折边,用塑料袋将其套住。而折盖套袋过程烦琐,其箱盖的高度有200mm,考虑是否可以使用这部分的高度。技术人员提出将上方箱盖立起,内衬塑料袋箍住的方案,用来提高纸箱的内部容积。箱盖立起,其理论装箱重量为:0.4×0.58×(0.65+0.2)×60kg=11.832kg。
技术人员在装箱现场进行了此种实验,其套袋的方法如图1 所示。技术人员将箱盖立起的纸箱,放在定量装箱称装箱工位,进行模拟放料。其实验表明,在箱盖立起的情况,再加上原有摇晃箱子机构的辅助,能够装箱10kg 左右的膨胀烟丝。此种方法具有可行性。因此,技术人员确定了将纸箱上盖立起来装箱的方案。

图1
3 方案的实施
采用纸箱上盖立起来的装箱方法,与之前的不立箱盖装箱的方法相比,其区别在于:纸箱上盖立起来后,箱盖容易变形,在纸箱在自动装箱工位顶起放料时,箱盖不容易定位。就此种情况,技术人员在自动定量装箱称的落料口进行了改制。其改制办法具体为:增加一套装箱辅助工具,其结构形式如图2。装箱辅助工具与装箱称落料斗软连,防止下方震动对定量装箱称精度的干扰。装箱辅助工具下方为内外双层,向外倾斜的形式,便于箱盖的导向定位。

图2
但在大批量生产中发现,采用上盖立起装箱的方案具有不可确定性,即纸箱上盖的位置不确定。生产中发现,对于新的纸箱,人工成箱后,将内衬塑料袋箍住纸箱上盖,纸箱上盖能够保持直立状态并能很大概率地插入装箱辅助工具,完成放料。但是,对于重复利用后的纸箱就会出现不确定的因素。旧的纸箱经过多次成箱、挤压、堆积的情况,纸箱没有原来的强度,不能保持确定形态。在此种情况下,纸箱在装箱工位就不可能精准地对准落料口,而造成装料过程膨胀烟丝的洒落,造成烟丝浪费、影响生产等一系列的问题。针对方案实施过程出现,纸箱箱盖不能保持直立的情况,技术人员经研究讨论,决定增加一套箱盖保持机构,确保纸箱的精准装料。
4 方案的改进
箱盖保持机构其结构形式如图3 所示。箱盖保持机构由纵向导杆和横向导杆两部分组成。纵向导杆固定在自动称重装箱称落料斗上,横向导杆安装在自动定量装箱称支架上。
纵向和横向导杆为向上倾斜,开口略微大于箱体外形的不锈钢导杆。导向杆向上倾斜,用于将箱盖向上导向,开口略微大于箱体便于纸箱的顺畅通过。其工作原理为:纵向导杆最低点在纸箱箱盖下端,纸箱在辊道输送机输送过程中,箱盖接触到导杆,会沿着导向杆向上收拢。其受力情况如图4。
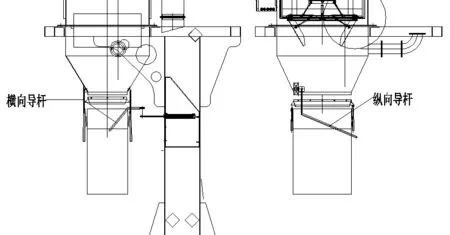
图3
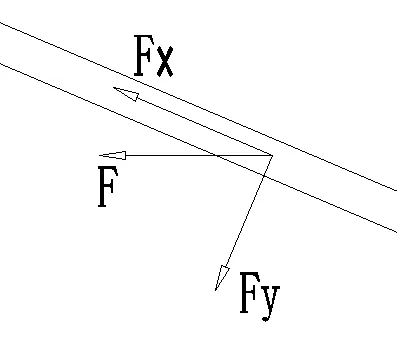
图4
纸箱接触导向杆时,会对导向杆施加压力F,F 对导向的作用力可以分解为沿导向杆方向的Fx 及垂直于导向杆方向的Fy。由牛顿第三定律可知,导向杆对纸箱上盖会有一个大小相等、方向相反的力,Fy’将纸箱箱盖向上顶起,从而达到将箱盖导向到直立的目的。其横向导向杆由气缸推动,靠近纸箱,其原理类似纵向导向杆。对于箱盖保持机构的两个方向的导向杆,其导向的间距应该根据具体的纸箱尺寸进行调整。间距太小,不利于纸箱的通过,甚至将纸箱上盖收拢进箱子内部;间距太大,不会将纸箱上盖导向直立,不利于纸箱的顶起定位。大批量生产过程发现,箱盖保持机构能够很好地将纸箱上盖扶正,这对于提高纸箱的回收利用次数,降低装箱成本有极大的好处。
5 结语
箱盖保持机构在黄金叶生产制造中心原有自动称重装箱称上的使用,获得了生产、工艺等部门及现场操作操作人员的一致好评。增加箱盖保持机构,提高了纸箱的空间利用率,在不增加复压机构的基础上,增加装箱重量,减少了膨胀烟丝装箱过程的造碎,获得了工艺部门的认可。箱盖保持机构结构简单,维修量少,检修方便,得到了烟厂设备部的好评。改造后,每天可装箱的烟丝重量提高了20%,增加产值,提高生产效率。每箱多装2kg 膨胀烟丝,在用货车物流转运时,每年可节省运费75 万元;同时,增加纸箱箱盖保持机构能够增加纸箱的回收利用次数,考虑纸箱的购买单价与使用的数量,纸箱重复使用减少的生产成本也是很客观的。此次改造对黄金叶生产制造中心自动称重装封箱系统具有良好的经济效益。
