浅谈连采机主机架耐磨板磨损修复工艺
2020-05-12顾秀花张希芬吴建军
顾秀花,张希芬,吴建军
(神东煤炭集团设备维修中心,陕西 神木 719315)
JOY连采机是神东矿区井下进行煤田开采的首要设备,2019年4月,一台14型JM9071设备入厂大修,经过检测人员的检测,主机架耐磨板的厚度部分已磨损掉2/3,磨损严重,需要更换。由于14型连采机耐磨板在主机架上的分布与15型的不同,15型连采机主机架耐磨板磨损严重可以直接气割掉进行更换耐磨板,14型的主机架耐磨板每根塞焊三段,每段长度为200mm长,如果气割需要先将塞焊部位气割掉,这样气割一条耐磨板即时间长,气体用量大,人工劳动强度也大,经过现场分析制定了一种可行的修复方案。
1 耐磨板的损坏分析及确定
连采机主机架上有6块耐磨板,左右对称各3块。耐磨板与履带咬合进行行走构成了连采机的行走机构,由于矿井环境和地质结构的原因,连采机经过一个工作面后升井大修时,检测到耐磨板磨损严重。主要原因是耐磨板与行走履带在工作工程中一直处于行走状态,加上井下工作面环境条件、地质条件的特殊性,导致设备在大修时,耐磨板磨损严重。
2 材料分析及焊接材料选择
(1)材料分析。久益连采机主机架耐磨板材质经过取样进行化学成分和力学性能分析,耐磨板材质为ABRAZO500,其力学性能理论要求硬度为500BH,最低保证为477BH,外方以淬火或淬火加回火方式供应,屈服强度为1400N/mm2,抗拉强度为1500N/mm2,延伸率为14。
根据碳当量计算Ce=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15计算得知Ce=0.595%,当ω(CE)=0.40%~0.60%时,钢材的淬硬冷裂倾向增大,焊接时需要采取预热、控制焊接参数等工艺措施。通过性能分析得知,该材料为低合金高强度钢,由于这类钢中含有一定量的合金元素及微合金化元素,焊接过程中如果工艺不当,也存在着焊接热影响区脆化、热应变脆化及产生焊接裂纹(氢 致裂纹、热裂纹、再热裂纹、层状撕裂)的危险。只有在掌握其焊接性特点和规律的基础上,才能正确地选材和制订正确焊接工艺,保证焊接质量。
(2)焊接材料选择。连采机耐磨板的材质为低合金高强度钢,低合金高强度钢氢致裂纹敏感性较强,为使焊缝金属的强度、塑性、韧性达到使用时的技术要求,同时,还应该考虑抗裂性及焊接生产效率等。另外,为了保证焊接接头具有与母材相当的冲击韧度,选择焊接材料时应优先选用高韧性焊接材料,配以正确的焊接工艺以保证焊缝金属和热影响区具有优良的冲击性能。由于在补焊耐磨板时的焊接材料与母材不同,按照异种钢焊接低匹配的原则选择了焊接材料E501T-1焊丝。现在采用一种新型的焊接方法进行堆焊,从而达到预期效果。选用的材质为底层的堆焊选用E501T-1,最后一层选用WD-2BD350耐磨药芯焊丝。
E501T-1是氧化钛型渣系的CO2气体保护焊药芯焊丝,焊接工艺优良,电弧稳定,脫渣容易,焊缝成形美观,焊接效率高,扩散氢含量为5ml/100g,焊接低合金高强钢取得了一定效果。WD-2BD350耐磨药芯焊丝堆焊金属件视其使用范围不同,可不同程度地增加30%~80%的使用寿命,作用大、用途广、效果优。
3 焊接工艺及控制要点
3.1 焊接方法的选用
手工电弧焊在焊接时电流小时无法焊透,电流大时,焊缝周围的热影响区增加,对整个部件的变形有影响。采用CO2气体保护焊进行焊接具有热量集中、熔敷效率高、稀释率低、焊接变形小及抗裂性好的特点,因此,选用CO2气体保护焊。设备采用KRII-350松下焊机。
3.2 焊接修复工艺
(1)焊前准备:①将磨损严重的耐磨板进行清理及打磨,将锈蚀、油污先用割枪加热燃烧,再用角磨机进行打磨,打磨出金属光泽为宜。②根据检测出的磨损程度,对需要先补焊的部位做好标记,先焊接磨损最深处,然后,逐步进行焊接找平。(2)预热:焊前预热能降低焊后冷却速度,避免出现淬硬组织,减小焊接应力,是防止裂纹的有效措施,也有助于改善接头组织与性能,是低合金结构钢焊接时常用的工艺措施。此文将耐磨板补焊部位及周围用割枪进行预热,采用中性火焰,预热温度为100~150℃即可。采取局部预热时,预热范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100mm。(3)控制层间线能量:主机架耐磨板材质通过对碳当量计算知Ce=0.595%,因碳当量0.6%≥Ce≥0.4%时焊接性一般,焊接时初焊前预热外,要考虑层间温度不得高于预热温度的最高值,控制层间线能量。对于强度级别较高的低合金结构钢,淬硬倾向增大,应选择较大的线能量,但线能量不能过大,以免增大粗晶区脆化倾向。如果为防止裂纹而采取预热时,可采用小线能量焊接。小线能量可防止粗晶区脆化,并能减小焊接应力:①堆焊:先将磨损部位进行多层多道焊接进行找平。②确定磨损量(尺寸)。采用相同材料下料并气割出塞焊孔,点固在已焊接找平的耐磨板部位进行点固与焊接。(4)选择焊接工艺参数及焊接。①焊接工艺参数如表1所示。②焊接。在补焊的耐磨板上再加固一层具有塞焊孔的加强板,可以延长耐磨板的磨损寿命,延长设备的使用周期。因耐磨板的厚度为50mm,所以补焊至离最高点差5mm时,将补焊的耐磨板整体尺寸效验,尺寸一致时再焊接最后一层。焊接时,根据磨损程度进行补焊,补焊时采用小的线能量进行焊接,有利于减小焊接应力,细化晶粒,改善组织,提高冲击韧性。为了防止变形,采用分段、对的方式称进行补焊。最后一层采用耐磨堆焊药芯焊丝进行焊接并焊接成网状。焊接完毕,所有焊缝外形均匀、成形良好。焊道与焊道、焊道与基本金属间过渡平滑,焊渣与飞溅清除干净。所有焊缝均不得存有裂纹、熔合不良等缺陷。把焊缝及焊缝周围用角磨机打磨光滑即可,保证补焊后耐磨板的厚度达到标准50mm,见图1。(5)焊后热处理。从焊接结束到焊后热处理装炉这段时间内,焊接接头产生剥离的危险性最大。因此,焊后应立即用石棉布覆盖焊缝及热影响区保温,使其缓慢冷却。防止接头裂纹的简单而可靠的措施是将接头按层间温度(预热温度上限)保温2~3h的低温后热处理,可基本上消除焊缝中的扩散氢。
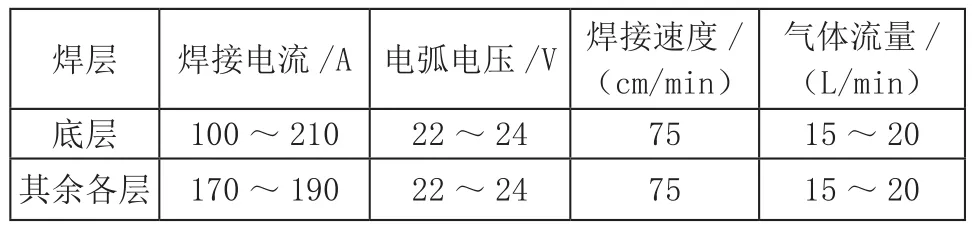
表1 焊接工艺参数
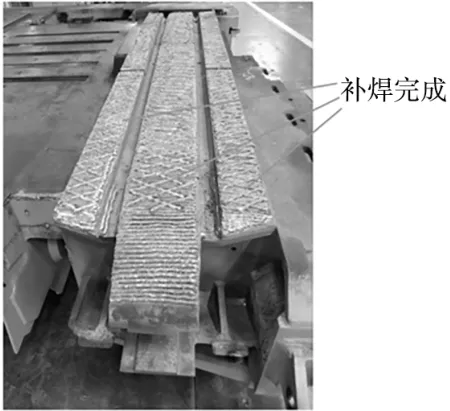
图1 补焊完成的耐磨板
4 结语
用补焊的方法进行焊接修复连采机主机架耐磨板,既节约了氧乙炔气体,又减少了操作者的劳动强度,提高了效率,可观的是能够节约6根耐磨板,每根价格按10万元计算,共节约资金达60万元,现已入井使用,效果良好。
