炉排炉燃烧控制措施及策略
2020-05-12王本强
王本强
(青岛尼欧迪克除尘设备有限公司,山东 青岛 266032)
面对日益严峻的垃圾处理难题,现行的垃圾处理技术基本上分为焚烧、卫生填埋、堆肥、废品回收等。在垃圾处理的常规技术中,焚烧处理由于具有减量明显、无害化彻底、占地量小、余热能得到利用、减少二次污染等优点,成为当今世界各国普遍采用的生活垃圾处理技术。大型垃圾焚烧处理系统,配备热能回收与利用装置,既解决了垃圾处理难题,又回收垃圾焚烧产生的热量用来发电或供热,一举两得,已成为焚烧处理的主流。垃圾焚烧技术经过几十年的发展,炉排型焚烧炉,以其技术成熟、运行可靠、适应性广、绝大部分固体垃圾不需要任何预处理可直接进炉燃烧等优势,占据目前全世界垃圾焚烧市场总量80%以上。但是,生活垃圾受垃圾分类及居民生活水平等因素的影响,成分复杂,热值差异较大。因此,需根据其焚烧工艺特性和炉排炉设备的机构性能,总结出可靠、完善的措施及策略,保证炉排炉高效地运行。
1 炉排炉焚烧工艺流程
垃圾经抓斗从垃圾仓投入进料斗,由给料装置推送适量的垃圾进炉,炉排炉采用适当的速度焚烧并推送垃圾。由垃圾仓上方设置的抽气系统,抽送的空气,经蒸汽加热,作为焚烧炉燃烧用的一次空气,进入各炉排单元下面分别设置的风箱,然后,依据燃烧状态按适当的分配比率分布。垃圾在经过炉排炉各段时,完成干燥脱水、高温燃烧、燃烬的过程;做往复运动的炉排片翻转、搅拌垃圾,促进垃圾充分燃烧。利用炉排的高气密性及适宜的气孔率,可提高燃烧空气的通风阻力。垃圾能在炉内有效地燃烧,在燃烬段形成低热灼减的灰渣,并被排出到灰渣处理设备。根据《GB18485-2014生活垃圾焚烧污染控制标准》要求,焚烧炉渣热灼减率≤5%。设计合理的炉排焚烧炉系统,其炉渣热灼减率可达3%以下。烟气在850℃左右的炉膛内停留时间达到2s以上,二噁英等有毒物质就可以完全分解。
2 炉排炉燃烧控制
最理想的燃烧状态如下图所示:干燥段中间部位料层厚度控制在干燥段至给料机天顶之间料层厚度的一半及以下,干燥段落差部位的高度控制在400~500mm。干燥段和燃烧I段之间的段差部位不要用垃圾连接起来,尽量空出一段高度来。保持燃烧I段有一定的垃圾层厚,过火面积扩展到整个燃烧I段,并在燃烧I段结尾部分燃尽。
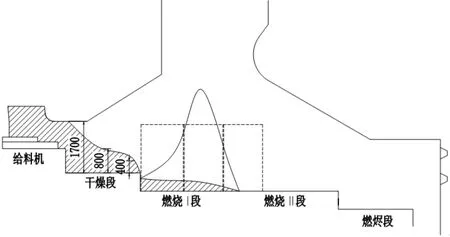
图1
(1)垃圾燃烧区域较窄,位置靠前,且仅在燃烧I段前部,靠近段差的部位上燃烧。若燃烧I段料层较薄,干燥段垃圾在炉排推动作用下,从段差处跌落,有可能压灭火焰,使燃烧不能继续维持。因此,需要增加燃烧I段的料层厚度,使燃尽点退后,增加过火面积。操作手段:增加给料机和干燥段推送速度,加快给料量,同时在火焰恢复之前减少一次空气量,待火焰恢复后再增加回来。注意:在增加速度的初始阶段,火焰面积未有效扩大之前火焰会减弱甚至灭火,温度会下降,新垃圾跌落到着火燃烧大约需要10~15分钟,此时,可能需要燃烧器助燃。
若燃烧I段料层较厚,则说明垃圾在燃烧I段停留时间过长,使燃烧速度过慢,导致燃烧区域较窄。此时,需要减薄燃烧I段的厚度。可适当增加燃烧I段的一次空气量,或加快燃烧I段炉排的推送速度,将燃烧区域摊开。
(2)垃圾燃烧区域位于燃烧II段中间部位。若垃圾层较薄燃烧能够继续维持,可不必调整。若垃圾层较厚,可能是垃圾品质问题,如水分较多引起的不容易燃烧。若估测其脱火点有向后移动的趋势,则需要及时采取措施,避免状况恶化。可适当加快燃烧II段炉排的推送速度,摊薄上面的垃圾,或增加燃烧II段一次风量,或促进在燃烧II段的燃烧。
(3)垃圾燃烧区域位于燃烧II段尾部。若垃圾在燃烧II段堆积较薄,可以适当增加燃烧II段风量,促进燃烧II段上垃圾的燃烧。若垃圾堆积较厚,则首先增加一次空气量,以及燃烧II段空气量,然后,暂停止给料机,干燥段和燃烧I段的推送,维持燃烧II段和燃烬段则继续运行,以使燃I和燃II之间出现间隙,使空气从中流出,促使垃圾从前后两端同时燃烧。此时,排出的炉渣可能含有未达热灼减率的夹生垃圾,需重新入炉焚烧。经过一段时间后,观察炉内垃圾厚度有效减薄,根据燃I段剩余垃圾量情况,依次适时开启燃I段、干燥段和给料机。
(4)炉内出现局部堆积的情况。如果从观察窗观察到炉内有局部堆积的情况,且位置在于炉排炉列与列之间的膨胀吸收装置上时:如果堆积发生在燃I段并且垃圾正在燃烧,则不用操作,继续维持燃烧即可。堆积会随着垃圾的燃烧逐渐破碎并燃烬。如果堆积发生在燃II段,而燃II段其他部分状态正常基本都已经燃烬,则可以单独降低燃II的速度,增加燃II空气量促进其燃烧。如果燃II部分整体都有垃圾在燃烧,则需要暂时停止燃I前面的部分,待燃II焚烧完毕后再重新启动。炉内堆积的原因是垃圾太湿容易结团或者投料不均匀导致,应该从源头上杜绝。即将垃圾充分搅拌均匀再投料,投料时从两侧投料而不能只投中间。
3 垃圾层厚度及各段风量
垃圾的料层厚度关系到火床的平整和燃烧区域的均匀,如果料层偏厚,则一次风不容易穿透,炉排上垃圾着火困难;如果料床偏薄,则料床容易大面积穿孔,料床燃烧工况恶化。炉内垃圾料层是造成炉下与炉内压力差的原因,因此,其厚度可由炉下压力及炉内压力推算得出。
干燥段风量原则上全开,以起到干燥作用,除非空气温度极端下降。
燃烧I段风量原则上不要全开,因全开后导致干燥段及其他各段风量大幅减少,影响整体风量平衡。如果燃I段垃圾很薄,燃烬点靠近段差部位燃烧不能很好地维持的情况下,需要减缓燃I段的燃烧,此时,可以适当关小燃I挡板。
燃II段的风量根据燃烧情况适当调节,在燃I段全部燃烬的情况下,燃II的风量可以维持少量进入,以起到在炉顶混合燃烬的效果,如果燃烬点移动到燃II段,则根据燃II段垃圾堆积情况适当调整挡板开度。
燃烬段风量原则上维持小风量冷却灰渣即可,如果燃烬段出现未燃垃圾的情况,则适当增加风量促进燃烧。
需要注意的是,常见炉排片材质为耐热铸钢,虽然最高耐热温度为1100℃以上,但在温度达到约500℃以上时,会出现高温腐蚀,造成磨损加剧。对炉排片进行温度控制,通常也采用一次风进行冷却。
4 结语
炉排炉的燃烧的要素为可燃物(即垃圾)、燃烧空气。燃烧控制措施即是对可燃物及燃烧空气进行调整。可燃物关系到炉内垃圾量的多少,与负荷相关,这方面调整为:给料机推送速度,炉排各段速度;燃烧空气主要影响炉排燃烧,着火点及温度,这方面调整为:一、二次风温度,风量。
在正常情况下,炉排炉焚烧自动化系统能自动调节风量和炉排速度适应垃圾品质的变化。但是,如果垃圾品质短时间内发生显著变化,炉排炉跟不上调整的情况下需要手动干预炉排炉的运行。正常运行时每次速度的增减控制在2%~3%的水平,防止燃烧状况急剧变化,但是,如果燃烧状况已经非常恶化,调整已经非常滞后,再通过微调已经不能恢复,比如,燃烧II段堆积垃圾厚度很厚,燃烧I段基本不燃烧,那么需要果断的采取措施,大幅度提高燃烧II段速度,或者停止燃烧II段之前的各段炉排,手动操作炉排炉使燃烧逐步恢复。炉内温度过低需开启燃烧器;温度过高需进行开冷却风或喷水进行减温。
