蒸压釜检验发现问题分析及处理方法
2020-05-12陈九龙
陈九龙
(海南省锅炉压力容器与特种设备检验所,海南 海口 570000)
2017年,我所对海南某单位一台蒸压釜进行全面检验,发现釜体多处位置存在腐蚀,釜体环焊缝存在裂纹、活动支座滚杠护板拉裂、快开门安全连锁装置失效等严重问题。
1 蒸压釜概况
蒸压釜主要技术参数(见图1)。
(1)设计压力:1.1MPa;(2)设计温度:187℃;(3)主体材质:20g;(4)壁厚:筒体14mm,封头14mm;(5)内径:1650mm;(6)容积:46mm;(7)支座型式:鞍式。
2 蒸压釜全面检验
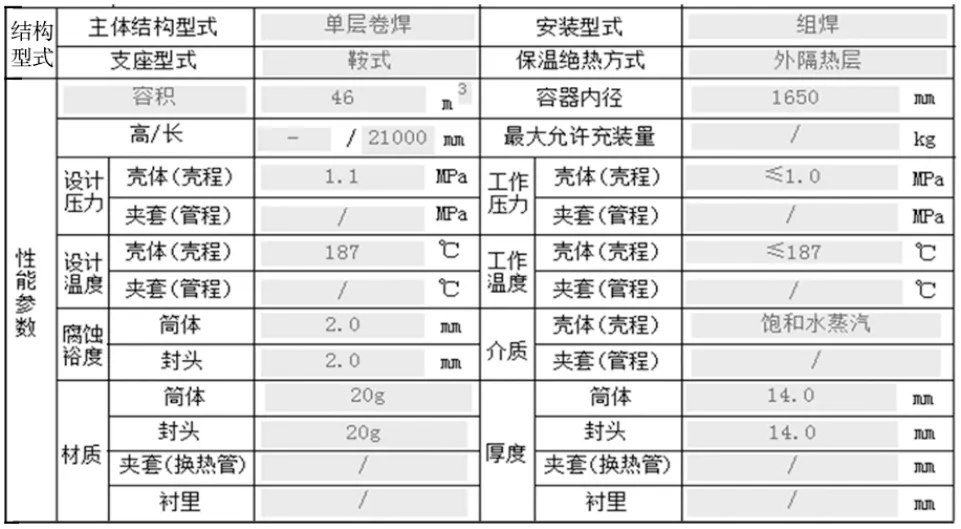
图1
以宏观检验(肉眼或10倍放大镜)、壁厚测定、表面缺陷检测(MT、PT)、安全附件检验为主,必要时,增加埋藏缺陷检测、强度校核。
主要检查内容:(1)快开门联锁,是否满足《固容规》要求的安全联锁功能。
(2)结构检查:釜齿结构、釜端法兰与筒体以及釜盖法兰与封头之间的连接形式,尤其是釜底,对疏水阀具体工作情况以及排污管结构进行检查,检查其是否合理,且其排水以及排污的装置是否畅通且齐全。
(3)焊缝检查:釜盖法兰与封头及釜端法兰与筒体的连接焊缝、釜体下部对接纵焊缝(中心线两侧各1000mm弧长的焊缝)以及现场组装的环焊缝(中心线两侧各1000mm弧长的焊缝),以宏观检查(10倍放大镜)、表面探伤(MT、PT)等为主,辅以必要的RT、UT检查(对有怀疑部位或者存在表面裂纹的部位)。
(4)壁厚检查:筒体的壁厚以及封头的壁厚,重点测定筒体底部容易磨损的位置以及筒体其他容易磨损的位置,检测时每张钢板的测厚必须高于8点,一旦发现存在腐蚀的位置,可进行强度校核。
(5)内外部宏观检查:外保温层是否脱落,是否有蒸汽泄漏的痕迹,筒体表面是否存在鼓包、腐蚀、裂纹以及划伤等情况,对筒身是否存在弯曲变形情况进行重点检查,此外,还需要检查筒体底部是否有因为碱性解质疏水不利所造成的一些凹坑腐蚀情况。
(6)基础检查:对地脚螺栓和固定支座的实际固定情况进行重点检查,还需要检查各个活动支座护板和釜体支座地板之间的接触情况,检查基础是否存在倾斜或者下沉的情况。
3 发现的问题
经宏观检查、测厚、磁粉探伤、超声探伤检测后发现釜体存在以下重大问题:(1)釜体南侧端部底中心位置,有一长径约10mm、深2.4mm的腐蚀坑(见图2),现场组装的环焊缝及附近筒板底部均有不同程度的腐蚀;(2)现场组装的环焊缝处出现了长约20mm的裂纹(见图3)以及活动支座滚杆护板开裂(见图4);(3)快开门安全连锁装置失效(见图5)。
4 问题分析
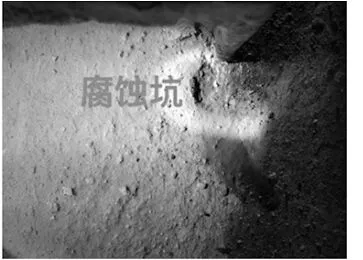
图2

图3

图4

图5
(1)腐蚀产生的原因:蒸压釜运行至今15年,在多年的高温高压下,物料下冷凝水重残存碱性物质的原因(冷凝水pH=13为碱性),在这一碱性溶液中,碳钢非常稳定,一般不会出现碱腐蚀的情况,出现碱腐蚀的主要原因为釜体内局部位置出现了碱浓缩。蒸压釜安装位于水平位置,其冷凝水排放操作中使用的是间歇排放法,釜体内部的冷凝水在其沉积期间内无法进行循环,导致Ca(OH)2达到能够造成腐蚀的浓度,导致设备出现了碱腐蚀。因此,导致钢铁表面中的氧化膜无法起到保护效果,导致碱腐蚀情况连续发生,与此同时,因为锅炉给水过程中并没有进行除氧措施,使得水中的大量溶解氧进入锅炉。其中一部分溶解氧耗掉锅炉本体,另一部分蒸汽则带入蒸压釜,导致釜体吸收氧气,出现腐蚀,大大促进了碱腐蚀发生的进度。此外,在拉应力的情况下,蒸压釜底部在出现腐蚀的情况之下还会出现应力腐蚀裂纹。
(2)现场组焊焊缝裂纹产生的原因:因为蒸压釜的体积非常大,一般会将其分为现场组焊和分段交货。现场组焊中的焊缝在蒸压釜的釜体中部位置,在其使用的过程中因为受到了间歇操作、受应力、升温升压、变形以及降温减压的影响,导致其非常容易出现疲劳破坏,为产生以及扩展疲劳裂纹提供了一定的条件。
(3)活动支座滚杠护板开裂原因:蒸压釜因其筒体非常长,且具有多个支座,每个蒸压釜都有一个固定支座和多个活动支座。一般来说,固定支座都设置在釜体的中部位置,其余则为活动支座。在蒸压釜进行工作时,釜体在升温升压的过程中将会出现膨胀并且向两端伸长,在降温和减压的过程中则会向中央方向上收缩。为了更好地确保蒸压釜在其运行过程中能够自由膨胀,降低附加应力,只可允许一个支座进行固定,釜体中其余地活动支座需要随釜体方向进行移动。然而,在实际地工作中,因为施工质量以及滚杠支承面的实际清洁情况,往往无法确保滚杠能够在支撑面上进行自由活动,导致支座滚杠护板发生拉裂情况,问题比较严重的情况下还可能会出现脱离,甚至还可能导致滚杠护板和支座链接位置出现开裂。
(4)安全连锁装置失效的原因:蒸压釜是属于快开门式压力容器,应当设置安装连锁装置。这一装置一般安装在釜体装置的侧面位置,主要依据《固定式压力容器安全技术监察规程》中3.2.16要求的:(1)当快开门达到了预定关闭部门,则能够进行升压运行;(2)当完全释放压力容器当中的内部压力时,则能够将快开门打开。由于长期使用,釜盖开启频繁,在高温工作下,电机部件易损坏,电气控制系统易老化,作业人员业务参差不齐及其安全意识薄弱等因素,或者是由于操作不当所导致的安全装置安全圆盘以及釜盖限位块出现变形、损坏导致安全连杆和球阀存在不同步情况,加上蒸压釜快开门安全连锁装置经常属于失效不作为状态,这直接会严重影响作业人员的判断。
5 问题的处理
鉴于该设备存在问题严重影响安全生产,根据《固定式压力容器安全技术监察规程》要求,对使用单位及时下达“特种设备检验意见通知书”,设备停止使用。以《固定式压力容器安全技术监察规程》的具体要求作为依据,由具有压力容器维修以及改造资质的单位承担维修工作,并在维修前告知我单位进行监督检验。
(1)对腐蚀位置打磨光滑并堆焊,然后,打磨至圆滑过渡,焊后对补焊及贴焊部位进行磁粉探伤,符合相关标准规范要求。(2)现场组焊裂纹经打磨直至消除,经过补焊打磨圆滑过渡后,进行磁粉、超声、射线探伤检测,并且符合相关标准规范要求。(3)更换合格的支座滚杠护板。(4)更换合格的快开门安全连锁装置。经我所现场监督检验并进行耐压试验合格后,该设备满足使用至今。
6 结语
对蒸压釜进行必要的检验工作是确保设备稳定运行和安全生产的一个重要工作。在进行蒸压釜的检验工作过程中,其存在的裂纹以及腐蚀现象是两大主要问题,这不仅会对蒸压釜工作性能进行降低,还会严重影响设备生产的安全性。而快开门连锁装置失效更是导致事故发生的主要因素,有些企业在快开门安全连锁装置达不到规程规范的要求致使检验结果不合格时,因安全意识薄弱和游击式应付监察机构检查,也给后续的安全监察造成了一定的影响。因此,必须对其采取一些必要的措施,及时处理上述问题,蒸压釜检验工作应该坚持重点检验和全面检验结合的原则,尤其要考虑企业管理水平这个不确定因素,对设备中非常容易发生腐蚀以及裂纹的位置,增加对其进行检测力度,在检测时一旦出现问题,必须立即采取措施进行处理。
