提高浮选柱作业回收率选矿实践
2020-04-30余厚福申滔刘倩
余厚福,申滔,刘倩
(江西铜业公司银山矿业有限责任公司,江西 上饶 334200)
铜是国民经济中不可替代的重要原料,提高铜硫分离的效果是硫化铜浮选中重要的技术课题[1,2].银山新选矿厂铜系统,于2012年初建成投产,该厂铜系统处理量为6 500 t /d,针对该矿石中铜硫嵌布粒度较细,结合紧密,伴生金呈超细粒级分布于黄铜矿和黄铁矿之间,而有用矿物和脉石嵌布粒度较粗,对此类矿石一般采用“铜硫混浮——混合精矿再磨再分离”的工艺流程[3,4].由于浮选柱在浮选应用中具有浮选动力学稳定、气泡相对较小、分布均匀、气泡-颗粒界面充足、富集比大、回收率高等显著优势[5,6],在保障浮选时间及指标的情况下,采用浮选柱一到两次选别可替代浮选机三次精选[7].目前在新建选矿厂中得到了广泛的运用.同时浮选柱还具有结构简单、占地面积小、高效节能等装备特性[8],因此银山选矿厂在铜硫分离精选作业使用了一台直径Φ3.05 m×10 m浮选柱代替了原有的三次精选作业,其余作业均使用KYF-50 m3浮选机.
浮选柱工作时,矿浆由上部给矿管给入,均匀地流入浮选柱内.压缩空气经柱体下端的充气气枪充入柱内,形成大量细小气泡均匀地分布在整个断面上,矿浆在重力作用下缓缓下降,气泡由下往上缓缓升起,与矿浆中所要选取的有用矿物相接触.在对流运动中由于药剂的作用,所要选取的矿物便附着于升起的气泡表面上,在柱体上部形成矿化泡沫层,有用矿物自溢到精矿槽中,其余矿物则从柱体下部锥底的尾矿管排出.
在浮选柱的工作过程中,充气量、充气压力和泡沫层的厚度是影响浮选柱的分选指标的关键因素.
该厂产品为铜精矿和硫精矿.该铜系统选矿流程图如图1所示.从图1可以看出,铜硫混选流程为2次粗选、2次扫选,铜硫分离流程为1次粗选、2次扫选、1次精选.
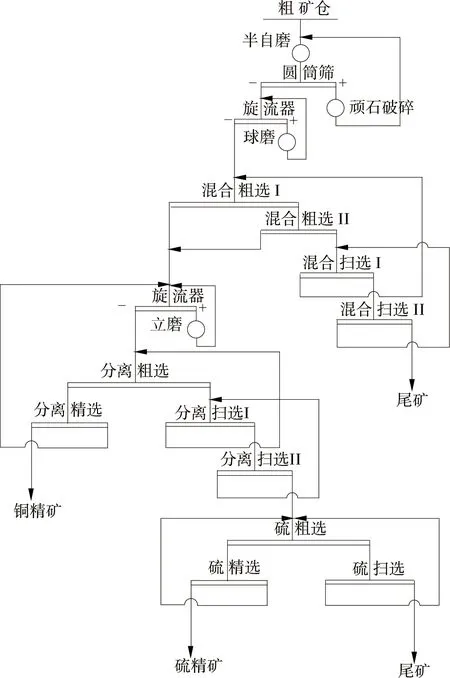
图1 铜系统选矿流程
1 现场生产情况
选矿厂投产后,通过试生产和不断优化,2013年铜回收率达到了83.71%,完成了当年计划目标.但2014年1月~4月铜回收率出现了不增反降局面,仅为81.74%.为了找出铜回收率偏低的原因,选矿厂技术人员对2013年全年和2014年1月~4月份生产报表进行了分析,报表见表1.

表1 2013年和2014年1月~4月份生产报表
利用表1数据,通过计算得出2013年和2014年(1月~4月)一段、二段作业回收率见表2.

表2 2013年和2014年1月~4月份二段作业回收率
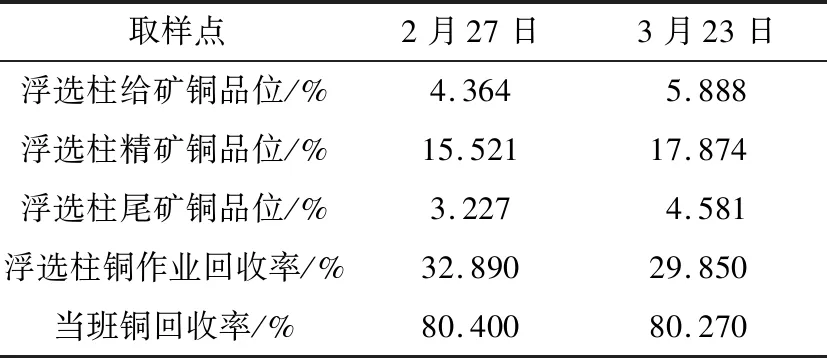
表3 调整前浮选柱取样结果分析
从表2中数据可以看出2014年(1月~4月)和2013年一段铜硫混选作业回收率相差0.46%,二段铜硫分离作业铜回收率相差1.69%,可以得出结论,铜回收率偏低的主要原因在于铜硫分离作业回收率的降低.而铜硫分离精选使用的浮选柱在银山选矿厂属于首次使用,是工艺技术中的薄弱环节.为此选矿厂对浮选柱进行了流程考查,考查结果见表3.
从考查结果可以看出浮选柱的作业回收率仅为32.89%和29.73%,大大低于浮选柱设计作业回收率的40%~50%.证明浮选柱作业回收率低是造成铜回收率偏低的主要原因.
选矿厂技术人员对浮选柱原有的技术参数进行了梳理,浮选柱可调节的参数主要是充气量、充气压力和泡沫层厚度.当时浮选柱风量在110~130 m3/h,充气压力在0.30 MPa左右,泡沫层厚度500~800mm.为了能找出各参数的最佳组合,技术人员对相关参数分别进行了现场调试,结果如下:
1)对浮选柱的充气量的调试结果显示充气量调大,浮选柱尾矿略有降低,但精矿品位急剧下降;充气量调小,精矿品位略有提高,但浮选柱尾矿明显提高.
2)调整充气压力,压力大,则充气量变大;压力小,则充气量变小.
3)泡沫层厚度(即泡沫溢流堰至矿浆液面的高度)调整,调试结果显示泡沫层厚度对精矿品位和回收率的影响较大,泡沫层厚度设定在500~800 mm较好.而准确控制泡沫层厚度的关键是要保证液位检测装置检测值的准确性,但由于液位检测装置运动部件容易被卡,造成液位检测值失真,容易使泡沫层厚度偏离设定值.
2 采取技术措施
1)由浮选柱的工作原理可知,气泡直径越小,对微细粒矿物的浮选效果越好[9].技术人员通过查阅资料和参考相类似矿山的经验,可得由于浮选柱气枪充气压力低,仅为0.30 MPa左右,造成气枪出口气泡较大,气泡的有效表面积小,和有用矿物接触的概率变小.同时由于浮选柱使用的气枪长度均为600 mm,气泡无法进入浮选柱中心区域,使浮选柱中心区域的有用矿物难以回收.要提高浮选柱选别效果,首先要增加浮选柱的充气压力,将压力提高到0.48 MPa左右,同时对气枪的长度进行合理配置,加强浮选柱中心区域的充气效果.
2)由于浮选柱作业中矿浆的PH≥11,检测装置运动部件的连杆容易结钙变粗,变粗后的连杆极易被连杆定位装置卡住,此时如液位发生变化时运动部件将由于被卡住而不会随液位的变化而运动.由于连杆结钙不可避免,现对定位方式进行改变,将原来的定位连杆改为定位浮球和反射板.
3 方案实施
1)更换浮选柱充气气枪的喷嘴.更换前选矿厂浮选柱充气装置所用气枪喷嘴直径为15个2.5 mm,5个3.5 mm.现15个 2.5 mm喷嘴保持不变,将5个3.5 mm 的喷嘴直径更换为2.0 mm,减小喷嘴的截面积,达到相同充气量的前提下可提高充气压力,使气枪出口产生更微小的气泡,增大了气泡的比表面积,使气泡和矿浆的接触面积增大.
2)改变气枪的长度,更换前浮选柱充气气枪长度均为600 mm,现将其中5根2.0 mm的气枪长度由原来的600 mm加长为900 mm,按一长三短配置均匀布置,使浮选柱内的充气更加均匀,加强对浮选柱中心区域的充气作用.
3)合理调节浮选柱的充气量.根据浮选柱泡沫情况及现场操作实践经验,通过合理布置浮选柱充气气枪开关个数及分布情况,调整开度参数来控制浮选柱充气量和充气压力都在合理的范围之内,一般浮选柱充气量控制在105~115 m3/h,压力在0.48 MPa左右.
4)对浮选柱液位检测装置进行改造.改造前的浮选柱液位检测装置如图2,该装置由红外线探头、反射板、连杆、浮球、连杆冲洗水装置和连杆定位装置组成.该检测原理如下:浮球和反射板通过连杆合为一体,是检测装置中的运动部件,浮选柱中注入矿浆后,当矿浆到达浮球位置时,借助矿浆的浮力,浮球带动连杆及反射板沿着由两个卡环形成的定位装置内上浮,液位下降时浮球失去矿浆浮力依靠反射板、连杆和浮球自身的重力而下降,红外线探头通过红外线检测反射板和探头之间的高度变化值即为液位的变化值.由于浮选柱作业矿浆的PH值在11以上,连杆极易结钙变粗,而连杆定位装置和连杆结合部位的间隙仅为1 mm,连杆变粗后上下运动时容易卡死.同时,该检测装置对上下两个连杆定位装置的同心度要求非常高,当上下连杆定位装置不同心和连杆弯曲都会造成连杆的上下活动不灵活或卡死,造成检测液位和实际液位的不同,甚至造成浮选柱液位过高使矿浆溢入精矿槽,从而造成铜精矿品位波动较大.
改造后的液位检测装置如图3,从改造后的浮选柱液位检测可以看出,改造后的浮球液位检测装置和改之前的液位检测装置的最大不同在于浮球定位方式的不同.改造后的液位检测装置工作原理如下:浮选柱中注入矿浆后,当矿浆到达浮球位置时,借助矿浆的浮力,浮球通过连杆带动反射板在由四根定位铁管形成的笼形空间内上浮,液位下降时浮球失去矿浆浮力依靠反射板、连杆和浮球自身的重力而下降,红外线探头通过红外线检测反射板和红外线探头之间的高度变化值即为液位的变化值.改造前浮球、连杆、反射板的运动定位是由连杆定位装置来完成,而改造后的浮球、连杆、反射板的运动则由4根定位铁管将浮球及反射板定位在由铁管组成的笼形空间里,由于铁管组成的笼形空间比浮球及反射板大出许多,所以即使浮球及连杆结钙仍能保持浮球带动反射板随着浮选柱液位的变化上下自由活动,使反射板的上下移动始终和浮选柱内液位高度保持一致,保证红外线探测的数据准确.
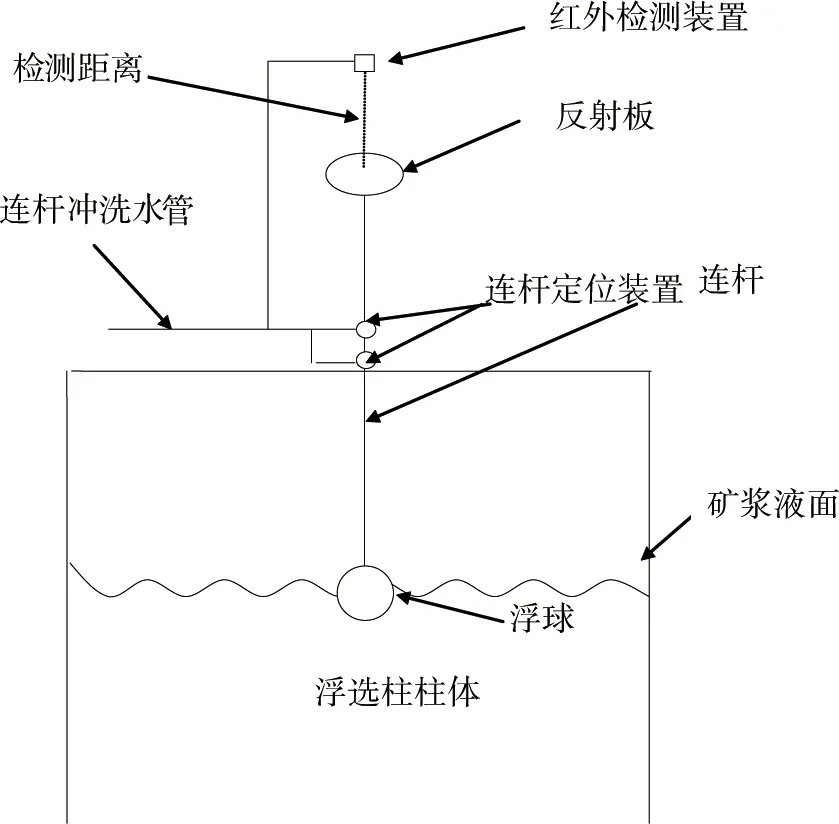
图2 改造前液位检测装置
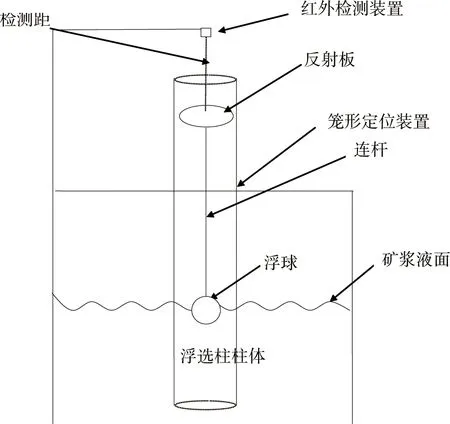
图3 改造后液位检测装置
4 使用情况及取得效果
通过以上调整后,技术人员对浮选柱流程再次进行了考查,考查结果见表4.
从考查结果可以看出,浮选柱作业回收率由原来32.89%和29.85%分别提高到54.26%和49.28%,达到了浮选柱的设计要求.对应班回收率也由80.40%和80.27%提高到改造后的85.42%和85.21%.有效地提高了选铜回收率.表5为2014年浮选柱改造前后铜回收率指标对比.
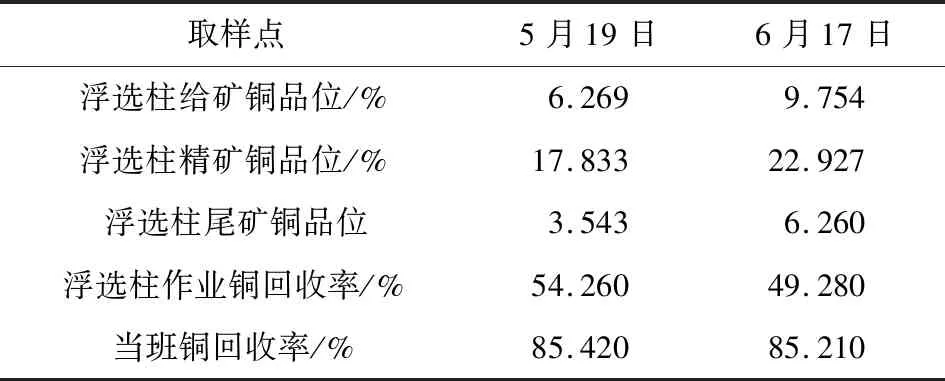
表4 调整后浮选柱取样结果分析

表5 改造前后指标对比
从表5中对比可以看出,2014年1月~4月份铜回收率仅为81.74%,2014年5月~12月铜回收率达到了84.75%,提高了3.01个百分点.铜系统年处理量以2014年的2 192 637.0 t,铜原矿品位以0.394%,回收率以计划要求的83.6%,每吨铜金属量价格以4.0万元计,2014年增加的经济效益:2 192 637×0.394%×(84.10%-83.6%)×4.0万元=172.78万元.
从表6可以看出,2015年铜系统年处理量以2 266 095 t计,铜原矿品位以0.369%计,计划回收率为83.6%计,每吨铜金属量以4.0万元计,增加的经济效益:2 266 095×0.369%×(85.20%-83.6%)×4.0万元=535.16万元;
2014年和2015年累计产生经济效益:172.78+535.16=707.94万元.

表6 新选厂投产以来各年度选铜回收率指标
5 结论
1)将浮选柱气枪喷嘴中15个直径2.5 mm的更换为2.0 mm,可在充气105~115 m3/h使充气压力由原来的0.30 MPa提高到0.48 MPa,达到在较小充气量的前提下提高充气压力,使气枪出口产生更微小的气泡,增大了气泡的比表面积,增加气泡和有用矿物的接触概率,有利于提高浮选柱作业回收率.
2)使用长短气枪配合,可以强化气泡在浮选柱内的均匀分布,避免浮选柱中间区域充气量的不足,有利于对浮选柱中间区域矿物的回收.
3)将浮选柱液位检测装置的浮球由连杆定位改为由铁管组成的笼形空间定位可提高液位检测的准确性.
