Microstructure evolution of AZ91 alloy processed by a combination method of equal channel angular pressing and rolling
2020-04-29QiongXuAibinYuhuLiJipengSunYuchunYunJinghuJingChoyingNi
Qiong Xu, Aibin M, Yuhu Li, Jipeng Sun, Yuchun Yun, Jinghu Jing,Choying Ni
aCollege of Mechanics and Materials, Hohai University, Nanjing 211100, China
b Department of Materials Science & Engineering, University of Delaware, DE 19716, USA c Suqian Institute of Hohai University, Suqian 223800, China
Abstract In the present work, AZ91 alloy was successfully processed by equal channel angular pressing (ECAP) for up to 16 passes and rolling(R) for multiple passes with a total reduction of 75% in addition to a combination method with ECAP plus rolling (ECAP+R). The effects of various processes (ECAP, R and ECAP+R) on microstructure evolution were analyzed and the influence of ECAP process on the rolling performance was examined. The result shows that ECAP contributed to a homogenous grain structure and formed a texture with higher Schmidt factors that was easy for rolling. A plate with smoother surface and reduced edge cracks was observed in the ECAP+R process than in the single R process. Although the microstructure of the alloy was similar after ECAP+R and R process, the sample of ECAP+R was more refined and had stronger second phase precipitation than the sample of R, which resulted in better rolling characteristics, along with the external surfaces.
Keywords: AZ91 alloy; ECAP and rolling; “ECAP-modified” structure; Second phase precipitation; Texture.
1. Introduction
Most engineering applications, such as the automotive and aerospace industries, have tended to reduce weight in recent years in order to decrease energy consumption. Consequently,magnesium alloys are of large interest to researchers due to its low density [1–4]. In the past few years, Mg–9Al–Zn(AZ91) alloy, with higher strength, good corrosion resistance and good castability, has received increasing attention [5–7].However, the plastic forming is poor due to the HCP structure with a poor slip system. As a typical cast magnesium alloy, AZ91 alloy is mostly provided as casting or die-casting product which is largely restricted in advanced applications[8,9].
Recent studies have revealed that AZ91 alloy can be used as a deformed alloy through some hot processing, such as hot extrusion, after which the extruded rods can be further rolled[10–12]. However, a strong texture is usually formed after extrusion, which is detrimental to the deformation capacity.Subsequent rolling is difficult with a high cracking tendency,therefore, special technology or treatment is needed [13,14].Some researchers have developed new post-rolling methods such as hard-plate rolling (HPR) [10,15] and high-ratio differential speed rolling (HRDSR) [12,16] to get AZ91 alloy rolled plates. However, these methods do not emphasize on optimizing the original materials before rolling, as to the fact that the original texture of AZ91 is a major factor for rolling process.

Fig. 1. The external appearance of the AZ91 rolled plates processed by: (a)ECAP plus rolling and (b) rolling.
Currently, severe plastic deformation (SPD) methods have been increasingly used to refine the grains in pure magnesium and Mg alloys, with the cooperation of grain refinement, second phase precipitation and texture modification [17–24]. Among the many SPD methods, ECAP has been mainly focused by material researchers as it can effectively achieve smaller grain size and larger sample dimension which is potential for practical application [23–33]. Studies have found that, a specific texture with high Schmidt factors after ECAP leads to the yield strength loss, although it contributes to the ductility improvement [34–36]. Nevertheless, this offers a way for further work strengthening on the “ECAP-modified” structure. Some researchers in our research group [35,37] have successfully applied post-ECAP cold rolling on ZK60 and Mg–Gd–Zn–Zr alloys and achieved a good combination of higher strength and good ductility.This means that the structure and texture of magnesium alloys can be controlled by ECAP process and magnesium rolled sheets can be obtained by the combined method with ECAP.
In this study, a high-pass ECAP and multi-step rolling was applied on a commercial AZ91 alloy. Investigations focused on the microstructure evolution during the processing of ECAP and rolling, referring to grain refinement, second phase precipitation and texture transformation. The effect of ECAP on the structure of the two rolled plates with or without ECAP process was especially concentrated. The current work is of great significance for the further application of rolled magnesium alloys and provides reference for the study of deformation behavior of highly deformed magnesium alloys.
2. Experimental details
2.1. Samples characterization
In the current work, a commercial AZ91 alloy was used.Bulk samples with a dimension of 50mmx50mmx100mm were cut from the as-received material and processed at 250°C for 16 passes through 90 ° rotary ECAP die (RDECAP), the operation principle of which can be found in our early work [38–41]. Sample slices with thickness of 4.5mm were cut from the inner part of the ECAP sample along the longitudinal direction and from the as-received sample for rolling to a thickness of 1.1mm at 300°C with a total thickness reduction of 75%. Before rolling, samples were preheated to 300°C and each route consisted of annealing for 5 min followed by rolling with 10% thickness reduction. The rolling direction (RD) remained the same during the whole rolling process. Finally, we obtained four samples for analysis, with the original casting material marked as as-cast,the as-cast sample processed by ECAP processing marked as ECAP, the as-cast sample by ECAP processing plus hot rolling marked as ECAP+R,and the as-cast sample by rolling marked as R.
2.2. Microstructural characterization
Microstructure observations were carried on the as-cast,ECAP, ECAP+R and R samples. An Olympus BX51 M optical microscopy was used for the metallographic analysis.TEM analysis was conducted with a JEOL JEM-2010 field emissions transmission electron microscope with an accelerating voltage of 200kV. Electron back-scattered diffraction(EBSD) studies were carried out in a Hitachi S-3400N SEM equipped with a HKL-EBSD system. EBSD characterization was performed with 20kV acceleration voltages,22mm working distance,70°tilt,and with 0.2–0.5μm scan steps depending on the magnifications.
3. Results and discussion
3.1. External appearance of the rolled plates
Characterization shows remarkable difference with or without ECAP processing in the two rolled plates. The external appearance of the sample processed by ECAP plus rolling and the one singly by rolling is shown in Fig. 1. The sample after ECAP plus rolling as shown in Fig. 1a has a clean and smooth surface, and very few and little edge cracks are observed. While the entire sample shows a relatively rough surface for the one by rolling process alone, as shown in Fig. 1b, the edge cracking is evident and even cross cracks are found in some areas. This improvement in the previous sample could be because the potential sliding system had been activated in the ECAP+R sample, which indicated that the ECAP process was likely to change the microstructure before rolling and significantly improve the alloy deformation ability.
3.2. Optical micrographs of the as-cast AZ91 alloy and the alloy after different processing

Fig. 2. Optical micrographs of AZ91 alloys: (a, b) as-cast and (c, d) processed by ECAP in (a, c) low and (b, d) high magnification.

Fig. 3. Optical micrographs of AZ91 alloys processed by: (a, b) ECAP plus rolling; (c, d) rolling in (a, c) low and (b, d) high magnification.
Fig.2 shows the optical microstructures of the as-cast alloy and the alloy after ECAP process. Microstructure of the ascast material in Fig. 2a and b indicates a typical dendrite structure of primary α-Mg with an average size of 150μm separated by a network of β-Mg17Al12precipitates. Fig. 2b shows the β-Mg17Al12phases in the as-cast alloy are quite coarse,of which some part is as wide as ∼20μm. Fig.2c and d shows the effect of ECAP process on the microstructure of the AZ91 alloy. ECAP process effectively refines the grains and second phases,with the refined second phases distributing along the extrusion direction. The β-Mg17Al12phases are of much smaller sizes compared to those in the as-cast alloy,and most of them are difficult to tell from the α-Mg matrix as shown in Fig. 2d.

Fig. 4. EBSD inverse pole figure mapping (a, c, e) and grain size statistics (b, d, f) of AZ91 alloy processed by (a, b) ECAP, (c, d) ECAP plus rolling and(e, f) rolling.
Fig. 3 shows the optical microstructure of the two rolled plates processed by ECAP plus rolling and rolling. In addition to a significant difference of the overall structural textures from the as-cast and ECAP structures shown in Fig. 2,the secondary phase known as β-Mg17Al12are broken into smaller pieces after rolling. The proportion of β-Mg17Al12in the alloy after ECAP plus rolling (Fig. 3a and b) and rolling(Fig. 3c and d) alloys is lower than that in the EACP alloy (Fig. 2c and d) and as-cast alloy (Fig. 2a and b), respectively, which means solid solution occurred during the further rolling on the ECAP sample and the direct rolling on the as-cast sample. Although microstructures of the two rolled plates have similar structure in the optical micrographs,there is still a big difference to identify. From Fig. 3c and d, coarse β-Mg17Al12phases are obviously observed in the R sample, while in ECAP+R sample, only some fine ones are observed in Fig. 3a and b. This indicates that ECAP has a strong effect on the second phase transformation and redistribution in the samples that influences further rolling.Between the second phases, as shown in the high magnification micrographs in Fig. 3b and d, small grains are observed in the α-Mg matrix with finer grains in ECAP+R sample, suggesting that the ECAP process contributed to a more refined grain structure in the alloy after the further rolling processing.
3.3. EBSD results of the AZ91 alloy after ECAP, ECAP+R and R processing
Fig. 4 shows the EBSD mapping and grain size statistics of AZ91 alloy processed by ECAP, ECAP plus rolling and rolling, respectively. EBSD inverse pole figure in Fig. 4a shows that the sample after ECAP exhibits a uniform grain structure with small equiaxed grains. According to the grain size distribution in Fig. 4b, the grain size of the ECAP alloy ranges from ∼0.5μm to ∼10μm and the average value is ∼4.3μm. While, after rolling, rather than a homogeneous grain structure, a heterogeneous grain structure was formed,mixing with small grains and larger elongated grains, as shown in Fig. 4c and e. According to the grain size statistics in Fig. 4d and f, nearly 60% grains are with a grain size under 10μm in both rolled sheets, and the grain size of the R sample has a wide range from ∼0.5μm to ∼22.5μm.

Fig. 5. EBSD pole figures of AZ91 alloys processed by: (a) ECAP; (b) ECAP plus rolling; (c) rolling and (d) Schmidt factors of samples after different processing methods.
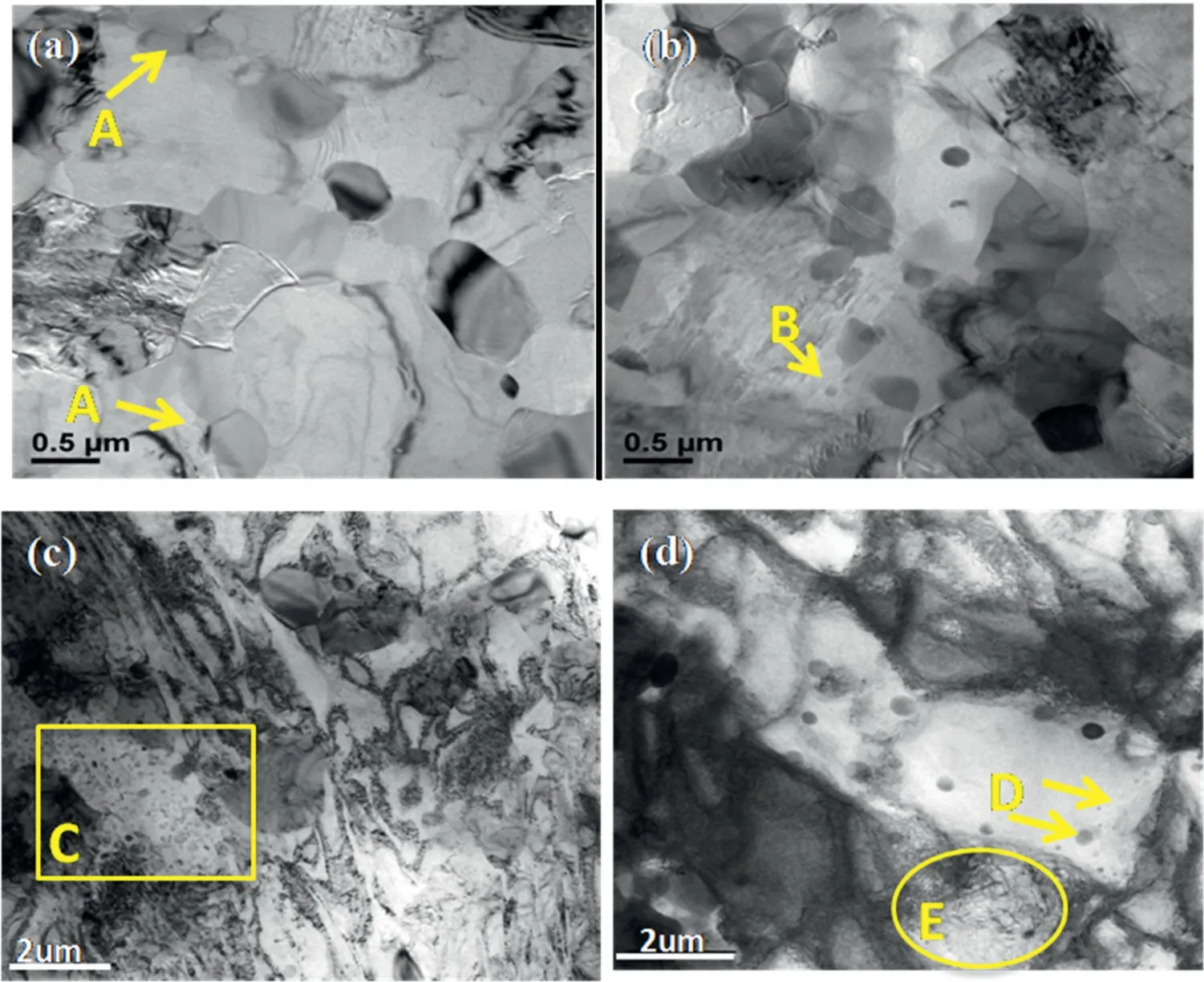
Fig. 6. TEM photographs of AZ91 alloy processed by: (a, b) ECAP and (c, d) ECAP plus rolling.
Fig. 5 shows the EBSD pole figures of AZ91 alloys processed by ECAP, ECAP plus rolling and rolling, and the Schmidt factors of samples after these different methods. The EBSD pole figures Fig.5a–c show that different textures were formed in the alloy by different processing methods. A relatively strong but tilted (0001) basal texture (Max = 30.88)was formed by ECAP, while the basal textures was centered after rolling process. The Schmidt factors of the samples after different processing are plotted in Fig. 5d. It shows that the Schmidt factors of the sample processed by ECAP are much higher, indicating more numbers of grains are initially found in the orientations where deformation is easier to occur[34]. The Schmidt factors in the sample processed by ECAP plus rolling is between those singly by ECAP or rolling, this fact implies that the “ECAP-modified” structure with higher Schmidt factors promoted deformation in further rolling [42].This contributes to better formability of rolling plates of AZ91 alloy, as in line with the external appearance shown in Fig. 1.
3.4. TEM microstructure of the AZ91 alloy after ECAP and ECAP+R processing
Fig. 6 shows TEM photographs of AZ91 alloy processed by ECAP and ECAP plus rolling.TEM photographs in Fig.6a and b show that, apart from the large basal grains, a certain amount of ultrafine grains with a size ranging from ∼200 to∼500nm is observed (arrows marked as A in Fig. 6a), these grains are identified as sub-grains without sharp grain boundaries(GBs)and no GB phase detected.It is detected that some tiny particles identified as β-Mg17Al12precipitate out in the matrix and randomly dispersed in grains (the arrow marked as B in Fig. 6b), of which the shape is primarily spherical, and the size is estimated to be less than 100nm (B), as ECAP greatly refine the grains complied with DRX. In conjunction with the results of optical micrographs and EBSD,the results from TEM show that the ECAP process contributes to homogenous refined grains and second phases dispersion,which is beneficial to the deformation ability. After ECAP plus rolling, as shown in Fig. 6c and d, a high density of second phase Mg17Al12particles precipitate into the matrix grains with diameters less than 100nm (the yellow square in Fig. 6c marked with C). Some nano-sized β-Mg17Al12particles are also observed around the grain boundaries (the arrow marked with D in Fig. 6d). High density of dislocations is observed in all visions, which is generated by the severe deformation during rolling. These dislocations hinder the precipitate particles and interact with them (as illustrated in the yellow circle marked with E in Fig. 6d). The dissolved particles in verse impede the recovery of dislocation during the processing, which increases the dislocation density in α-Mg phase. The high density of dislocations again can promote the nucleation of high density of precipitates during the processing.
4. Conclusion
The major conclusions drawn from the present study on experimental investigations on microstructure behavior of AZ91 alloy produced by ECAP and rolling are described in this section. In summary, improved AZ91 rolled plate with reduced edge cracks was successfully obtained by a combination method of ECAP and rolling. Through the investigation of the effects of the ECAP and rolling processing on the evolution of the microstructure of AZ91 alloy, the main conclusions can be draw as follows:
(1) ECAP and rolling dramatically changed the microstructure of the AZ91 alloy and reformed the grain structure,accompanied by recrystallization, second phase precipitation and texture transformation.
(2) The high-pass ECAP process refined grain effectively and formed a homogeneous grain structure with a second phase dissolution. After modification of the ECAP,the finer grain structure was achieved than the direct rolling, in the AZ91 alloy rolled plate.
(3) ECAP process generated a texture with high Schmidt factors in the AZ91 alloy, which promoted the deformability for further rolling. The strong deformation of rolling contributed to strong second phase precipitation and high-density dislocations in the “ECAP-modified”structure of the alloy.
(4) The deformed magnesium alloy AZ91 alloy can be successfully developed by rolling with large thickness reduction after pre-modified by ECAP process.
Acknowledgement
This study was supported by the National Natural Science Foundation of China (51774109 and 51501039), the Key Research and Development Project of Jiangsu Province(BE2017148), the Postgraduate Research & Practice Innovation Program of Jiangsu Province of China (KYLX16_0701)and the Fundamental Research Funds for the Central Universities (HHU2016B45314 & 2018B48414). Q.X. is grateful for the support from the China Scholarship Council and the W. M. Keck Center for Advanced Microscopy and Micr1oanalysis at University of Delaware.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Latest research advances on magnesium and magnesium alloys worldwide
- Advances in coatings on biodegradable magnesium alloys
- Stability of twins in Mg alloys – A short review
- A review on thermal conductivity of magnesium and its alloys
- Effect of Ca addition on the microstructure and the mechanical properties of asymmetric double-sided friction stir welded AZ61 magnesium alloy
- Effect of pre-deformation on microstructure and mechanical properties of WE43 magnesium alloy II: Aging at 250 and 300 °C