厌氧氨氧化技术在废水脱氮领域的应用进展
2020-04-25高会杰孙丹凤陈明翔徐晓晨
王 刚,高会杰,孙丹凤,陈明翔,徐晓晨
(1. 中国石化 大连石油化工研究院,辽宁 大连 116045;2. 大连理工大学 工业生态与环境工程教育部重点实验室,辽宁 大连 116024)
随着生态文明建设的推进,污水处理厂的功能在不断转变。20世纪80年代以前,其主要功能是实现污水达标排放;从80年代至今,逐渐转变为进一步强化污染物削减功能,实现节能降耗;今后,将从废物处置转变为废物利用,使其从高能耗的处理单元转变为产能单元[1]。
鉴于当前污水处理厂的发展趋势,类似于能量盈余(energy positive)和能量中和(energy neutral)污水处理技术的开发愈发得到水处理领域研究人员的青睐[2-4]。相对于基于物理化学方法的污水处理技术,生物法具有更加环境友好、简单廉价等优点。在废水生物脱氮领域,厌氧氨氧化(anaerobic ammonium oxidation,ANAMMOX)技术就是一项低能耗、高去除率的新型能量中和污水处理技术。厌氧氨氧化技术的提出与应用推动了污水处理厂由高能耗的末端处理向零能耗或产能单元的功能转变。厌氧氨氧化菌以亚硝酸为电子受体氧化氨而生成氮气,从而达到对水中氮素污染去除的目的[5]。与传统的硝化-反硝化脱氮技术相比,厌氧氨氧化技术具有无需供氧,节省能耗;无需pH调控,节省碱性物质的投加;自养脱氮,无碳源需求;污泥产量低等优点。厌氧氨氧化技术因其高效率、低能耗的特点,在废水生物脱氮领域备受推崇。
本文对厌氧氨氧化过程的反应机理、菌种的生长特性及种类分布进行了详细介绍,总结了厌氧氨氧化技术在不同废水脱氮领域的研究及应用情况,指出了当前限制其大规模工业推广的瓶颈及在应用过程中遇到的问题,并给出了相应建议。
1 厌氧氨氧化技术
1.1 厌氧氨氧化反应的提出及其机理
1977年,BRODA[6]依据化学热力学过程预言了厌氧氨氧化反应存在,但直到1995年MULDER等[7]才在流化床生物脱氮反应器中发现了该反应。1999年,STROUS等[8]揭示了厌氧氨氧化菌的分子结构和生理学特性。2002年,SINNINGHE DAMSTÉ等[9]分析揭示了厌氧氨氧化菌细胞膜具有独特的梯形磷脂类化合物,并可作为厌氧氨氧化菌生物标记。研究至今,依据厌氧氨氧化反应中间介质的不同,主要提出了两种厌氧氨氧化代谢途径的反应模型,分别是以羟胺(NH2OH)和NO为中间介质的反应模型[10-11]。在整个代谢途径中,参与的酶主要有亚硝酸盐还原酶、羟胺氧化还原酶、联氨水解酶、联氨氧化酶等。在以NH2OH为介质的反应模型中,NO2--N首先被还原为NH2OH,然后NH2OH与NH4+-N结合生成N2H4,最后N2H4被氧化生成N2,完成自养脱氮全过程。在以NO为介质的反应模型中,亚硝氮首先被还原为NO,NO作为NH4+-N的电子受体生成N2H4,最后N2H4进一步被氧化生成N2,完成脱氮全过程。
1.2 厌氧氨氧化菌的特性
厌氧氨氧化菌生长缓慢,生长条件苛刻,极易受到外界环境条件的影响,温度、pH、基质浓度、DO、有机物浓度等均会对其活性产生影响。在实验室条件下,厌氧氨氧化菌的倍增时间为11 d,而在工程化应用中其倍增时间会长达28 d,甚至一个月以上。另外,厌氧氨氧化菌只有在高细胞浓度时才能表现出脱氮活性,故迄今为止仍未获得厌氧氨氧化菌的纯系菌株。厌氧氨氧化反应是一种厌氧自养反应,整个过程中二氧化碳为微生物生长所需碳源,不需要额外添加有机碳源;同时,该反应不需要曝气,污泥产量低,极大地降低了基建费用与运行成本。鉴于厌氧氨氧化反应的各项优点,近些年以厌氧氨氧化技术为核心的生物脱氮工艺得到迅猛发展,如SHARON(短程硝化反硝化,shortcut nitrification-denitrification)-ANAMMOX工艺、CANON(亚硝酸盐完全自养脱氮,completely autotrophic nitrogen removal over nitrite)工艺和SNAD(同步颗粒硝化、厌氧氨氧化和反硝化,simultaneous particial nitrification,anammox and denitri fication)工艺等。
1.3 厌氧氨氧化菌的种类
厌氧氨氧化菌是一种化能自养型细菌,属于革兰氏阴性菌。海洋、湖泊和河流中50%以上的氮素循环是由厌氧氨氧化菌完成。根据16S rRNA同源性可将厌氧氨氧化菌归入浮霉菌纲(Planctomycetia)。以16S rRNA序列差异15%为标准,浮霉菌纲可分为浮霉菌目(Planctomycetales)和厌氧氨氧化菌目(Brocadiaceae)。以16S rRNA序列差异5%为标准,厌氧氨氧化菌目前共分为6个属,分别为Anammoxoglobus,Anammoximicrobium,Brocadia,Jettenia,Kuenenia和Scalindua,详见表1[12]。厌氧氨氧化菌细胞内含有大量的细胞色素c,细胞色素c有利于酶的合成及电子传递,其含量也可表征厌氧氨氧化菌的活性,因此一般活性较高的厌氧氨氧化菌呈现红棕色。
2 厌氧氨氧化技术在废水脱氮领域的应用
世界上第一座工业规模的厌氧氨氧化反应器于2002年在荷兰鹿特丹市建成,开创了厌氧氨氧化技术在废水脱氮领域应用的先河。到2014为止,全世界相继建立了100多座厌氧氨氧化污水处理厂[13]。厌氧氨氧化技术在含氮废水处理领域的应用前景广阔,尤其在处理氨氮浓度高且碳源明显不足的工业废水方面极具潜力。
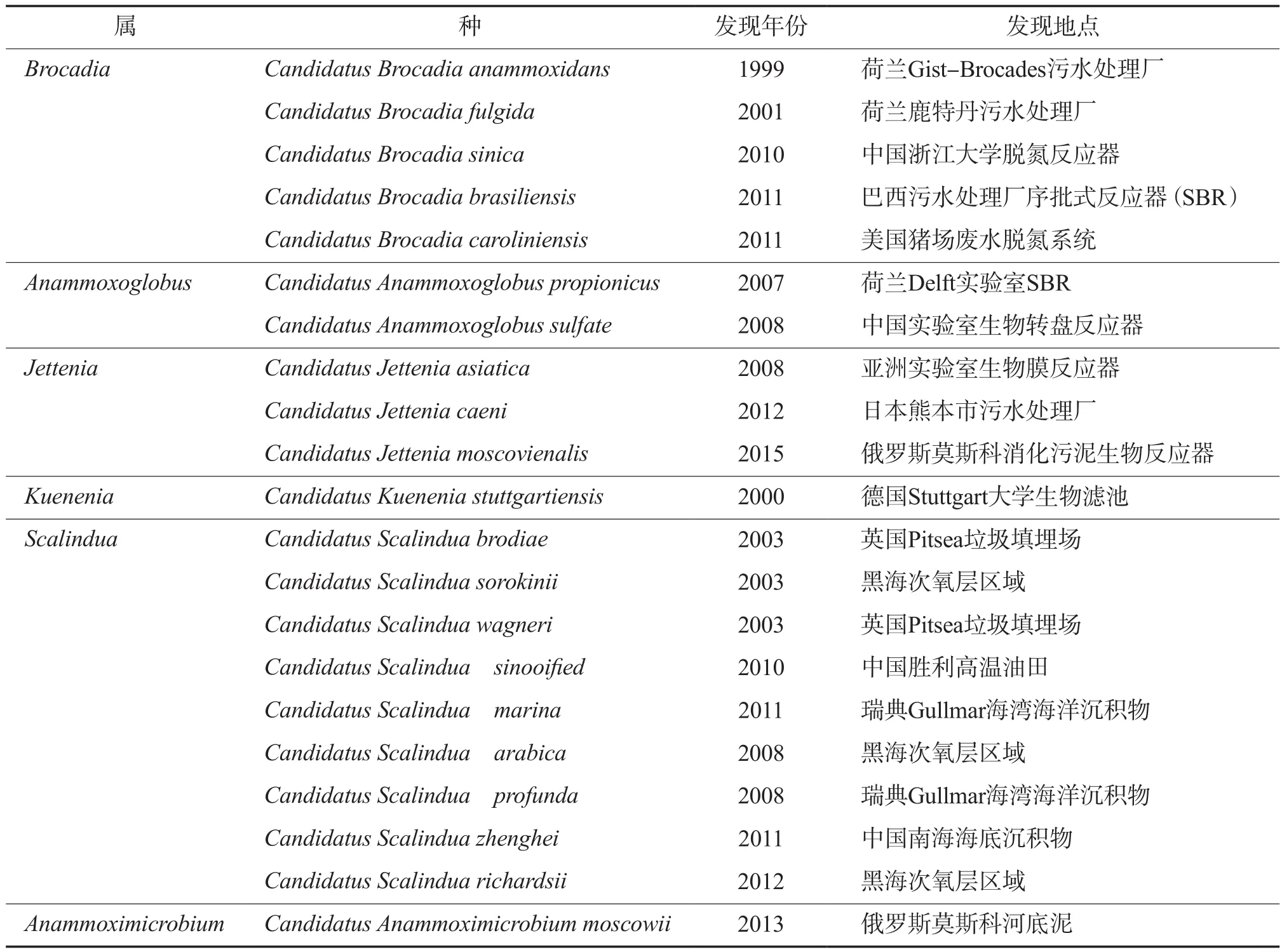
表1 厌氧氨氧化菌的种类及分布
2.1 污泥消化液处理
世界上第一座厌氧氨氧化工业装置以污泥消化液为进水,装置有效容积70 m3,采用升流式厌氧污泥床(UASB)的设计方式,启动历时3.5 a,脱氮负荷可达7.1 kg/(m3·d),该装置的成功运行为厌氧氨氧化技术在废水生物脱氮领域的推广与应用奠定了基础[14]。吕鑑等[15]以好氧颗粒污泥、厌氧颗粒污泥、氧化沟活性污泥和短程硝化活性污泥组成的混合污泥为种泥在UASB反应器中成功启动厌氧氨氧化过程,利用短程硝化-厌氧氨氧化联合工艺实现了对污泥消化液的有效处理,最终总氮去除负荷为1. 03 kg/(m3·d),总氮去除率达到70%。薛源等[16]利用前置厌氧氨氧化-亚硝化反应器对污泥消化液和城市污水的混合液进行处理,总氮去除负荷达0.40 kg/(m3·d)。黄方玉等[17]研究了自养型同步脱氮工艺在不同温度下处理猪场废水厌氧消化液的性能差异,实验结果表明,在30 ℃条件下反应器脱氮性能最佳,总氮脱除负荷可达2.29 kg/(m3·d)。查正太等[18]利用厌氧氨氧化协同反硝化工艺,在污泥消化液碳氮比为1.5、pH=8.0的条件下获得了最佳脱氮效果。杨延栋等[19]通过短程硝化污泥接种和厌氧氨氧化生物膜填料启动了短程硝化-厌氧氨氧化反应器,最终出水COD、氨氮和总氮的去除率分别为66.8%、99.0%和94.4%,总氮去除负荷为0.27 kg/(m3·d)。王刚[20]在移动床生物膜反应器(MBBR)中利用硝化污泥和少量厌氧氨氧化污泥作为种泥,成功启动了厌氧氨氧化过程,污泥消化液处理量可达400 m3/d,出水总氮质量浓度低于300 mg/L,总氮去除率达70%。
综上可知,厌氧氨氧化技术是当前实现污泥消化液高效、低耗脱氮的主要技术手段。在多种工艺形式下,厌氧氨氧化技术对污泥消化液均能取得较好的脱氮效果。
2.2 垃圾渗滤液
垃圾渗滤液高COD、高氨氮、成分复杂的特点使其成为难处理的废水之一,其生化处理单元一般包括除COD和脱氮两个部分。由于其氨氮含量高,传统的硝化-反硝化工艺处理成本高昂,因此近些年厌氧氨氧化技术成为垃圾渗滤液脱氮处理的首选。
李芸等[21]在UASB生物膜中启动了厌氧氨氧化过程,处理晚期垃圾渗滤液,氨氮、亚硝氮和硝氮的平均去除率分别可达96%、95%和87%,系统中厌氧氨氧化颗粒污泥的厌氧氨氧化活性良好。徐晓晨等[22]在MBBR中启动了SNAD工艺,控制温度为33~35 ℃、DO为0.03~0.10 mg /L、pH为7.5~8.0、HRT为12 h,当进水总氮负荷为0.9 kg/(m3·d)时,系统对垃圾渗滤液的总氮去除率达88%。梁俊宇[23]利用短程硝化—厌氧氨氧化联合工艺实现了对垃圾渗滤液总氮的有效处理,系统的总氮去除负荷可达3.8 kg/(m3·d),厌氧氨氧化反应器中菌种Candidatus kuenenia的丰度可达49.66%。黄奕亮[24]研究了垃圾渗滤液处理过程中重金属对厌氧氨氧化菌的抑制作用,实验结果表明,当重金属离子达到一定浓度后,厌氧氨氧化菌的活性降低,并有部分菌体失活,且重金属种类越多,活性抑制越强烈,恢复难度也越大。王凡等[25]在短程硝化—厌氧氨氧化组合工艺前添加了反硝化系统,成功解决了垃圾渗滤液中有机碳对于后续脱氮过程的影响问题,在进水氨氮和COD均高达1 100 mg/L的情况下,系统仍可稳定运行,总氮去除负荷达1.37 kg/(m3·d)。彭永臻等[26]研究了回流比对短程硝化—厌氧氨氧化组合工艺处理垃圾渗滤液的影响,当回流比为300%时,利用游离氨(FA)与游离亚硝酸(FNA)的联合抑制作用可以实现较好的短程硝化效果,厌氧氨氧化系统的总氮去除负荷达1.04 kg/(m3·d)。彭荷衢等[27]探究了短程硝化反硝化—厌氧氨氧化—硫自养反硝化组合工艺对垃圾渗滤液的处理效果,厌氧氨氧化过程出水总氮去除率可达93.1%,出水总氮质量浓度为176.3 mg/L,利用硫自养反应器处理后可实现出水总氮质量浓度低于15 mg/L,两级自养脱氮工艺实现了对垃圾渗滤液总氮的有效处理。WANG等[28]利用SNAD工艺实现了对垃圾渗滤液的有效处理,每天的处理量约为304 m3,污泥停留时间在12~18 d,进水COD和NH4+-N的质量浓度分别为554 mg/L和634 mg/L,出水COD和NH4+-N的去除率分别为28%和80%。通过以上研究可以看出,厌氧氨氧化技术在垃圾渗滤液脱氮领域的应用研究已较为成熟,其主要工艺为短程硝化与厌氧氨氧化耦合的形式,后续应大力推进厌氧氨氧化技术在垃圾渗滤液脱氮领域的工业化应用。
2.3 城市生活污水
城市生活污水与工业污水相比,其污染物浓度低且水质水量相对稳定,传统的A/O工艺已经可以对其实现达标处理。但随着近几年国家对污水处理节能降耗的大力倡导,传统的A/O工艺无法满足要求。当前传统污水处理厂的运行成本主要集中在脱氮单元的曝气能耗、有机碳源投加和碱度药剂投加。为了达到节能降耗的目的,急需开发低成本生物脱氮技术。考虑到厌氧氨氧化技术的优点,厌氧氨氧化技术在城市生活污水处理领域的应用研究受到关注。
李田等[29]利用厌氧折流板反应器(ABR)对城市生活污水进行脱碳预处理,然后进入亚硝化耦合厌氧氨氧化装置进行脱氮,最终ABR—短程硝化—厌氧氨氧化一体化装置的出水总氮去除率在86%~92%,出水COD在20~40 mg/L,该工艺的关键点在于为厌氧氨氧化反应器提供合适的进水。同样地,吴鹏等[30]利用ABR—短程硝化—厌氧氨氧化工艺对城市生活污水处理后,实现了出水总氮质量浓度低于10.0 mg/L的处理目标,厌氧氨氧化系统的总氮去除负荷为0.36 kg/(m3·d)。曹怀礼[31]利用强化一级处理耦合部分亚硝化—厌氧氨氧化工艺实现了对城市污水中碳、氮、磷的有效去除,通过化学生物一级强化处理后COD、氨氮、总磷的平均去除率分别达到53%、40%和85%,由于前端投加硫酸亚铁药剂,Fe2+促进了后续部分亚硝化—厌氧氨氧化过程的脱氮能力,最终出水总氮去除率达90%以上。杨岚等[32]通过向城市污水厂后置反硝化SBR系统中投加生物填料,实现了对厌氧氨氧化菌的富集,厌氧氨氧化菌对污水总氮的脱除有着不可忽视的作用。张诗颖等[33]在ABR中实现了厌氧氨氧化与反硝化过程协同对生活污水的有效处理,结果表明,当碳氮比为1.0时,出水总氮去除率最高,达到93%,此条件下厌氧氨氧化菌与反硝化菌实现了协同高效脱氮。
综合以上研究结果可以看出,厌氧氨氧化技术在低氨氮废水处理领域具有较广阔的应用前景,控制好进入厌氧氨氧化系统的有机碳源量和形成稳定的亚硝化过程是厌氧氨氧化技术在低氨氮废水处理领域的应用关键。
2.4 其他废水
厌氧氨氧化技术除了在以上3种废水的处理中具有广泛的应用外,也被应用于其他废水处理领域。
任雪松[34]研究了部分亚硝化—厌氧氨氧化工艺对酚氨废水的处理效能及其调控手段,实验结果表明:厌氧氨氧化菌对苯酚毒性的耐受程度要高于好氧氨氧化细菌(AOB)和亚硝酸氮氧化细菌(NOB);当进水酚氮质量比高于1.5时短程硝化菌的活性受到明显抑制,而进水酚氮质量比控制在0.5左右时利于短程硝化菌的生长,总氮去除效果最好;Candidatus kuenenia和Candidatus brocadia是酚氨废水脱氮处理过程中的主要厌氧氨氧化菌种。冯兴会等[35]利用短程硝化耦合厌氧氨氧化工艺实现了对氧化铁红废水的有效处理,在沸石曝气生物滤池中成功启动了亚硝化过程,亚硝氮产量为0.67kg/(m3·d)。实验结果表明,在短程硝化过程的碱度补充方面碳酸钠比碳酸氢钠效果好,且费用低,厌氧氨氧化过程出水总氮去除率稳定在70%以上。林皓[36]利用SBR—UASB组合的工艺形式实现了对合成革废水的脱氮处理,经厌氧滤池脱碳的合成革废水进入SBR进行短程硝化后出水进入UASB反应器进行厌氧氨氧化脱氮,最终出水氨氮质量浓度约15 mg/L。总氮浓度约55 mg/L,出水COD小于40 mg/L,总氮去除率稳定在85%左右,总氮去除负荷为0.41~0.60 kg/(m3·d)。张贺凯等[37]在厌氧序批式反应器(ASBR)中启动了厌氧氨氧化过程,对经芬顿工艺处理后的腈纶废水进行深度处理,出水氨氮和COD的去除率分别达95%和85%。何占飞等[38]在ASBR中以好氧硝化污泥为种泥、以经稀释的养猪场废水为进水成功启动了厌氧氨氧化过程,历时125 d,反应器出水总氮去除率达90%以上。DAVEREY等[39]在SBR中利用SAND工艺实现了对光电废水的脱氮处理,SBR的运行分为6个阶段,进水COD和氨氮质量浓度分别为100 mg/L和567 mg/L,运行8个月后COD去除负荷为0.028 kg/(m3·d),氨氮去除负荷为0.197 kg/(m3·d)。
综上可以看出,厌氧氨氧化技术已被用于各种含氮废水的处理中,且取得了很好的脱氮效果。预计未来厌氧氨氧化技术在废水生物脱氮领域将取代传统硝化-反硝化脱氮工艺,成为主流工艺。
3 厌氧氨氧化技术在我国的应用瓶颈
厌氧氨氧化工艺很好地解决了含氮废水的脱氮难题,且处理过程能耗低、运行成本低,达到了节能降耗的目的。即使是高碳氮比的废水,通过与其他工艺的组合依然可以实现高效率、低成本脱氮。目前,世界上虽然已有厌氧氨氧化工业规模反应器在稳定运行,但厌氧氨氧化的工业化进程十分缓慢,尤其在我国,种泥缺乏成为限制厌氧氨氧化技术大范围推广的主要瓶颈。厌氧氨氧化菌细胞增殖慢,倍增时间长,且对环境条件敏感,这导致厌氧氨氧化菌的富集培养较为困难。目前,国内实验室小试规模的厌氧氨氧化菌富集培养研究已经较为成熟,通过选择合适的富集培养装置及方法、优化操作条件并采取强化措施等,可获得高活性和高密度的厌氧氨氧化菌培养物。但是,对于工业装置中厌氧氨氧化菌的驯化培养一直未能取得实质性的进展。因此,厌氧氨氧化菌的快速增殖和工业级装置厌氧氨氧化菌的富集培养将成为该技术接下来的重点研究问题。对于厌氧氨氧化种泥缺乏问题,可以从以下几个方面来解决:1)研究能够有效富集厌氧氨氧化菌的装置和工艺条件;2)研究厌氧氨氧化菌的代谢途径及其代谢酶的性质,以期找到促进菌种快速增殖的方法;3)研究合适的生物促进剂,促进厌氧氨氧化菌的快速生长。
4 结语
厌氧氨氧化技术在脱氮领域的应用并不是独立的,而是与其他工艺组合应用,尤其是短程硝化技术,该技术是厌氧氨氧化脱氮的有力保障。因此,短程硝化过程的稳定控制也是废水生物脱氮领域的研究重点之一。对于高碳氮比的废水,前端的除碳预处理工艺的研究与开发也十分重要,该阶段的处理效果关系到后续厌氧氨氧化脱氮工艺能否成功运行。目前,厌氧氨氧化技术已被应用于多种废水的脱氮,且处理效果很好。厌氧氨氧化技术的提出颠覆了传统的高能耗脱氮技术,成为可使污水处理厂从高能耗转变为低能耗甚至零能耗的核心技术,也是实现污水资源化处置的重要保障。
