大型冲裁模具刃口失效修复方法
2020-04-23中车永济电动机公司工模具分厂山西永济044502薛金良刘希锋赵红卫
■中车永济电动机公司工模具分厂 (山西永济 044502) 薛金良 席 震 刘希锋 赵红卫
1. 模具拼块失效形式及原因
(1)局部崩刃 局部崩刃大多是由于操作者将工具放在模具刃口上,冲裁开始前忘记将模具清理干净造成,如图1所示。

图1 局部崩刃
(2)沿漏料孔开裂 在冲裁时,由于未及时清理废料,废料挤压漏料腔造成拼块胀裂失效,如图2所示。

图2 沿漏料孔开裂
(3)沿漏料孔或外形横向开裂 模具拼块材料为硬度较高、韧性较差的硬质合金材料时,不及时清理废料或模具上有异物时容易造成模具拼块沿漏料孔或在夹垫异物部位横向开裂,如图3所示。

图3 沿漏料孔或外形横向开裂
(4)刃口与冲片长期摩擦形成“台阶” 模具间隙不均匀或冲压设备状态不良,容易造成在冲裁过程中凹模与凸模长期摩擦,形成“台阶”而失效,如图4所示。
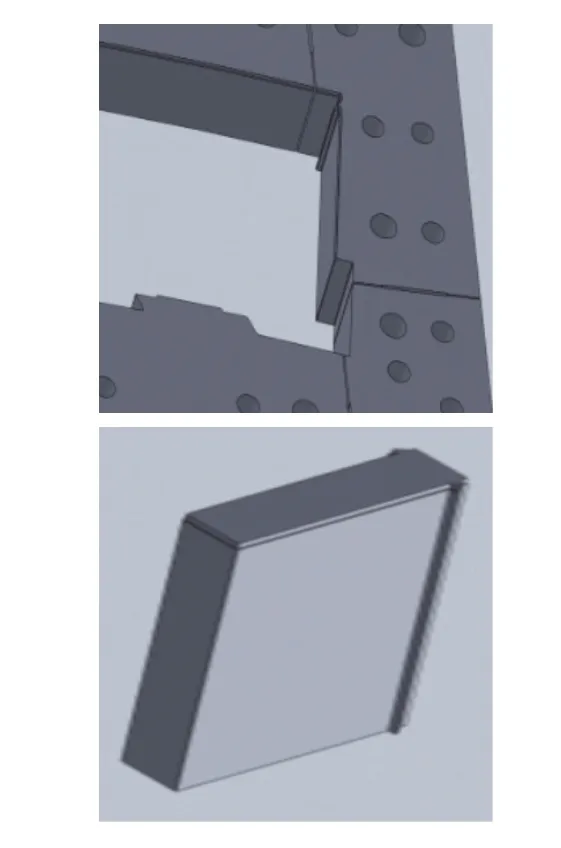
图4 刃口与冲片摩擦形成“台阶”
(5)刃口拉伤 凸凹模清理不干净,或者推板、脱料板尺寸不合格,在使用时推板与凹模、脱料板与凸模之间长期摩擦造成刃口部位“拉伤”而失效,如图5所示。
2. 刃口失效修复方法

图5 刃口拉伤
(1)镶嵌修复法 模具崩刃后,当崩刃深度<2mm时可直接进行刃磨;当>2mm时一般可采取镶嵌法对崩刃部位进行修复,即用慢走丝线切割切除模具刃口崩刃处,形成凹槽,并在凹槽处镶嵌事先用慢走丝线切割加工好的凸块。当崩刃较大、裂纹较深时,可对崩刃部分切除后进行局部更换,如图6、图7所示。镶嵌法具体步骤如图8所示。
镶嵌法注意事项:镶嵌时,凹槽与凸块之间间隙控制在0.005~0.010mm,割除崩刃处时,切入方向应沿刃口法向切入,以防止出现较小角度的锐角,避免在使用时锐角尖角处崩刃;凹槽与凸块之间应尽量采用燕尾配合;凹槽与凸块尖角配合处应为圆角,且内圆角半径要小于外圆角半径,以避免凹槽与凸块尖角配合处相互干涉;加工凸块时,应在局部留出0.1~0.2mm间隙,以便容纳粘结剂,进行粘结防止凸块滑出。
(2)消除台阶垫高修复法 凹模拼块或凸模长期磨损形成“台阶”而失效时,应采用消除台阶垫高法。即将“台阶”处用磨床消除后,在拼块非刃口面加装相应厚度的垫片。消除台阶垫高法具体步骤如图9所示。
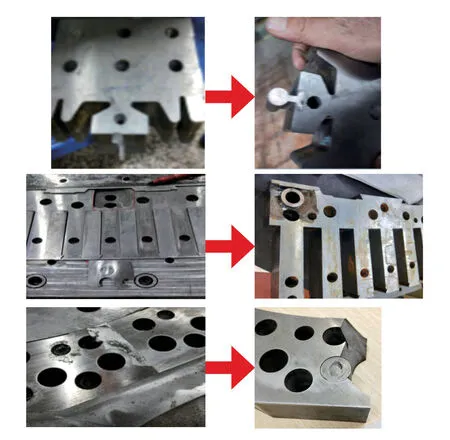
图6 局部镶嵌
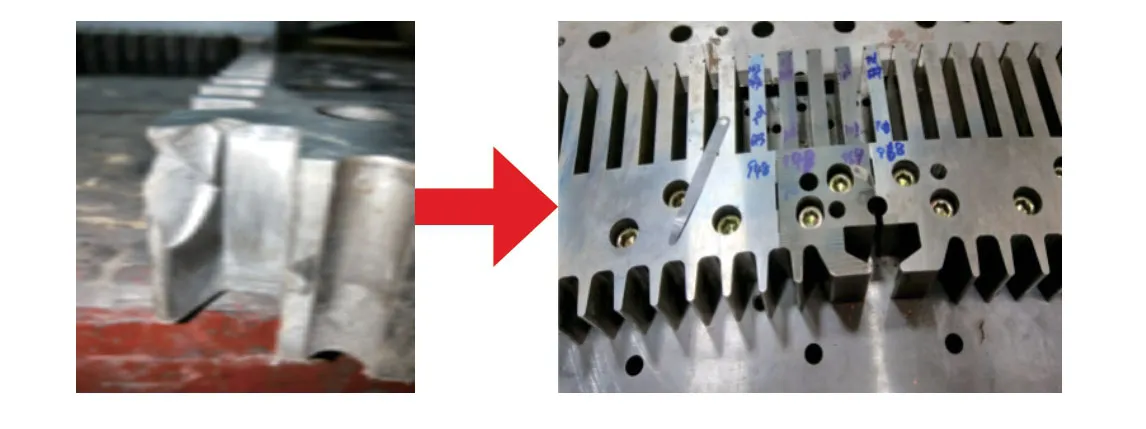
图7 局部更换

图8 镶嵌法步骤
注意事项:凹模拼块垫片厚度应为拼块消除“台阶”时磨去厚度,拼块上下面应在磨床上加工平行;用快走丝线切割加工垫片时,外轮廓应在拼块外形基础上均匀内缩0.5~1.0m m;拼块上所有孔应为过孔,即比拼块上对应位置的销孔或螺孔加大1~2mm,以避免相互干涉。
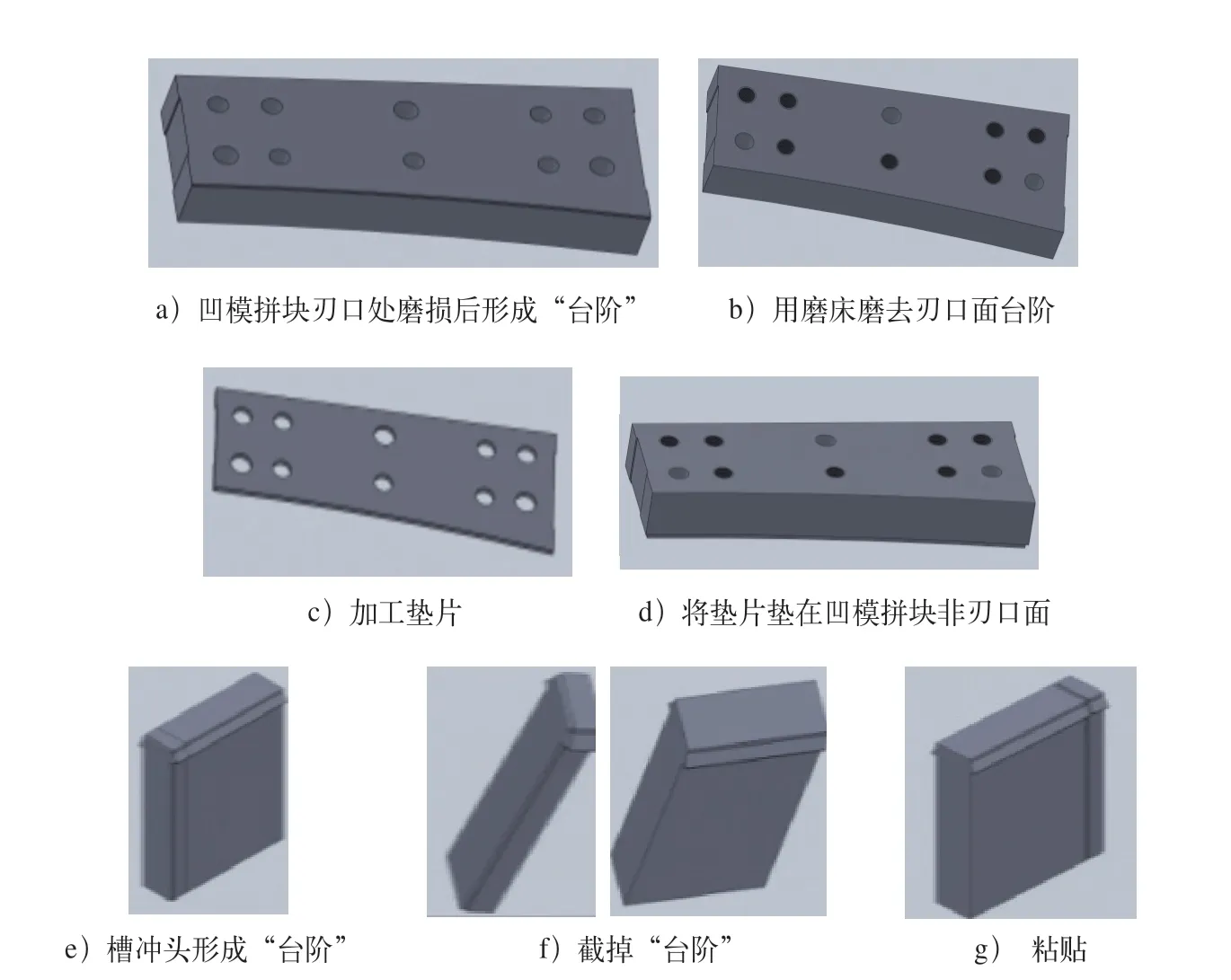
图9 消除台阶垫高法步骤
截掉槽冲头“台阶”时,可用快走丝线切割加工,以提高效率。截掉刃口面台阶时截取厚度应为台阶深度的5倍,截取时应保证切割截面与槽冲头垂直;截掉的刃口可用5108厌氧胶粘贴在非刃口面,等胶凝固后再对槽冲头进行使用组装。
(3)刃口型面平移切割修复法 当拼块有拉伤严重现象,影响正常使用时,可将拼块卸后在慢走丝线切割上对整个型面进行平移切割,以彻底消除拉伤现象,如图10所示。
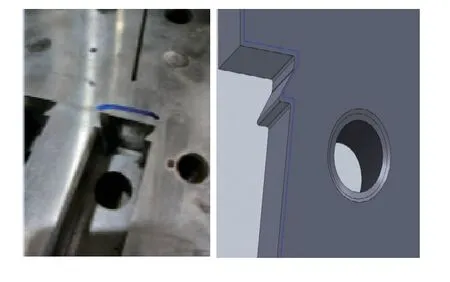
图10 刃口型面平移切割修复法
3. 效果
镶嵌修复法、消除台阶垫高修复法、刃口型面平移切割修复法,三种方法需根据刃口实际失效情况灵活运用。从2012年至今,平均每年利用此方法修理的各种模具达5套,每年能节省拼块更换费用3万元。
