选煤厂的介耗控制研究
2020-04-23司东平
司东平
(山西焦煤西山晋兴能源有限责任公司斜沟煤矿选煤厂,山西 吕梁 033602)
引 言
生产成本的有效控制是保障选煤厂盈利的一个重要手段,而介耗则是生产成本控制中的重中之重,在对介耗控制方面各厂矿都有因地制宜的做法。现以西山煤电集团托管运营的一个洗煤厂为例,展示其在介耗控制过程中所做的改进与创新,也可为其他厂在介耗管控方面提供参考和借鉴。
山西福裕选煤有限公司选煤厂设计生产能力为年入选原煤450万t,已建成使用的225万t/a洗选系统,采用双供介无压三产品重介旋流器分选+细煤泥浮选联合工艺:入洗原煤经过0.5 mm脱泥筛脱泥后,0.5 mm~50 mm进入三产品旋流器分选,出精煤、中煤及矸石3种产品;<0.5 mm细煤泥(包括精煤中煤产品离心液)均通过浮选机进行分选,浮精采用加压过滤机脱水回收后掺入最终精煤产品;浮尾采用浓缩机及快开压滤机回收。主要分选工艺流程见图1。由于种种原因,选煤厂经历了停产、重建、复产等过程,整个系统在实际生产中存在不少的问题,尤其是生产介耗就高达2.49 kg/t,对此,通过一系列手段对其改进完善,使介耗得到有效控制,生产成本得以降低。
1 问题分析
1.1 脱介系统
因存在老化腐蚀磨损的问题,对此,在洗选生产前就对设备、管路等系统进行“体检”,更换了所有的脱介弧形筛筛面,确保弧形筛面能实现70%~90%[1]的脱介量。同时,为有效控制进入稀介段煤泥量,预防磁选机回收系统过负荷运转,还将脱介直线振动筛筛面统一更换成聚氨酯筛板。此外,为保障筛上喷水足压足量,管路、喷嘴、控制阀等都进行了更新更换。然而,随着生产的组织开展,预料之外的问题又开始暴露出来:1) 物料流速过快,弧形筛筛上物料挂筛率低;2) 脱介筛筛面合介段较短(占筛面约1/4),物料在筛面停留时间较短,过量合介进入稀介质回收系统,增加磁选机工作负担;3) 磁选回收管路分配不均匀,液面翻花现象严重,尾矿带介严重。针对这些问题,同样依靠现场改造来完善。4) 在楼层有限的空间里,尽可能调整弧形筛倾角,同时,在弧形筛前、后端设置挡煤皮(如图2、图3所示),增加物料在弧形筛上和脱介振动筛上的停留时间,而且也有效减缓振动筛上、合介段停留时间短的问题;5) 提高筛面挡水坝约20 mm(如实物图4所示),同样增加物料在脱介筛上的滞留时间,确保合格介质能充分透筛;6) 将磁选机入料缓冲箱进行扩容,同时将原有分配管三孔改为五孔,均匀进入磁选机,且各条管路均设有控制阀,可实现独立调节控制。

图1 主要分选工艺流程图
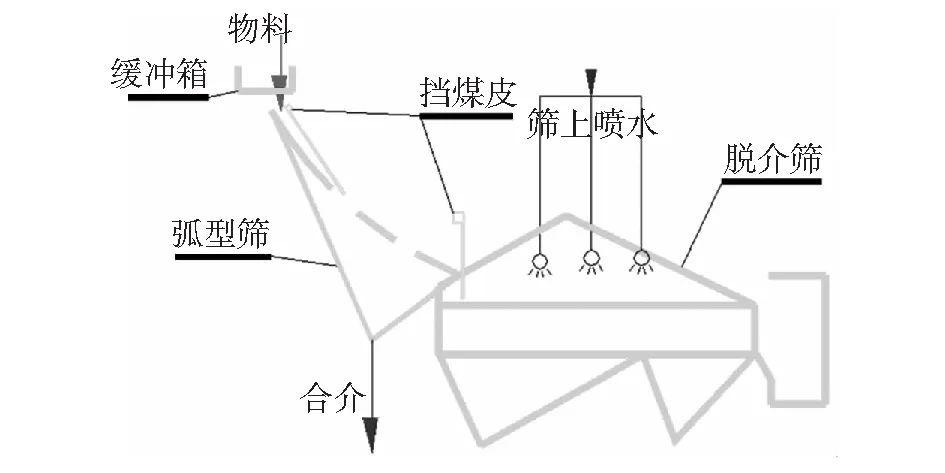
图2 脱介弧形筛前后增设挡煤皮

图3 增设挡煤皮图

图4 提高挡水坝实物图
另外,在实际生产中,弧形筛筛面磨损程度每班检查,定期倒换或更新;而且,脱介筛筛上喷水压力一般控制在0.3 MPa~0.5 MPa,筛面设置的三段喷水可独立调节,对此岗位人员根据现场流量情况进行实时调节控制,避免筛面跑水或影响磁选回收效率,更不能出现因喷水不足造成产品带介多的问题。
1.2 磁选机工况调节
磁选机是介质回收的主要设备,磁选机的工艺效果好坏直接影响生产整个重介质系统的稳定,而磁选效率的高低直接影响生产介耗的多少,目前选煤用磁选机效率一般在99%左右,仍有约1%的重介质通过磁尾流失[2]。为此,参考《MT/T816-2011选煤磁选设备工艺效果评定方法》对现有磁选机(美国艺利HMDA-6型湿式磁选机)进行检测,其效果评定指标为:1) 磁性物回收率ε,即磁选机的精矿中所回收的磁性物占入料磁性物的百分比值;2) 煤泥脱除率ε0,即磁选机的尾矿中排出的非磁性物占入料的非磁性物的百分比值。
1) 磁性物回收率ε(%)计算见式(1)。
(1)
2) 煤泥脱除率ε0(%)计算见式(2)。
(2)
式中,γβ为精矿产率,%;Mα为磁选入料中的磁性物含量,即占磁选入料百分数,%;Mβ为磁选精矿中的磁性物含量,即占磁选精矿百分数,%;Mθ为磁选尾矿中的磁性物含量,即占磁选尾矿百分数,%。
通过试验检测,得表1结果。

表1 磁选工艺效果评定表
磁性物回收率均能实现99.00%以上,基本满足介质回收需求,但精矿磁含量过低,尾矿中磁含量也不低。选煤厂使用的是直接磁选工艺,因此当筛上喷水量较大,造成稀介浓度低、瞬时流量大,部分稀介漫过溢流堰进入精矿,造成精矿品位降低;此外,由于尾矿也含有磁铁矿粉,且因瞬时流量大,通过尾矿流失的磁铁矿粉达到0.208 t/h,介质流失严重。对此,每班通过参考带煤量调节筛上喷水,在保障合理的产品带介的同时尽可能减少筛上喷水量,避免磁选机过负荷运转,提升磁选回收率减少磁尾带介流失。由表2可知,合理降低喷水量,产品带介量依然不高,能满足需求。磁选尾矿带磁损失减少约一半,调整后效果明显。

表2 调整喷水效果评价表
1.3 磁铁矿粉质量控制
选煤厂介耗的控制很重要的一个方面就是磁铁矿粉质量保障,对此必须对所有入厂的磁铁矿粉进行检测,要求入厂的磁铁矿粉必须达标:密度在4.5 g/cm3以上,磁性物含量95%以上,44 μm(325目)以下的占比为85%以上。此外,还对磁铁矿粉水分加强入厂监测,严禁含高水分结块严重的磁铁矿粉入厂,避免因结块严重而影响生产正常使用。
1.4 日常介耗监测及应对
生产过程中,当班结束或者一段时间的生产数据汇总统计后才可以得出介耗增大、系统可能跑介或者出现其他异常情况,但不够及时,而且不能在当时发现问题,也就不能在第一时间去排查现场造成的可能问题状况。也许有经验的人员可以根据加介频率、悬浮液的稳定状态以及带煤量的情况来判断。但大多数生产人员没有这种经验和能力,因此依靠试验检测出直观的数值发现问题的所在,成为控制介耗的有效手段。而在日常生产过程中不可能实时开展比较复杂的单机设备工艺系统评定试验,尤其是针对磁选机的效果评定,耗时长、工作量大、对生产在线监测的时效性不足,因此简单直观且快速的数据参考才是日常监测的首选,当然最好为在线监测数据。
对此,根据自身工艺流程特点,对生产介耗监测选取了几个最主要的检测点:1) 产品中带介情况,重点是入浮选的煤泥水带介量;2) 磁选机回收效果监测,主要是磁尾的带介流失量;3) 现场的跑、冒、滴、漏情况,尤其是介质循环管路溜槽等部位。
1.4.1 入浮选煤泥磁监测
由于洗选工艺中,煤泥水最终是进入浮选系统进行分选,包括主要产品离心液(即精煤、中煤离心液)。对此,对离心液管路内的磁含量进行生产监测,确保第一时间发现带介增加的情况,从而指导筛上脱介喷水有参考地调整。
另外,若产品带介严重,其对应的脱水离心液中磁含量增大,同时会直接造成浮选尾矿灰分直线上升,从浮选尾矿出现的异常波动也能发现介耗增大的痕迹。
1.4.2 磁尾磁含量监测
磁选回收率不能实现实时试验分析,但主要介质流失的尾矿可实现实时监测,在各台磁选机的尾矿管道上可以进行流量、磁含量的实时监测,根据瞬时流量和管路内液体的磁含量,可直接计算出单位时间磁铁矿流失量,判断磁选回收情况。对后续生产调整管理、有效控制介耗等提供数据参考。
1.4.3 现场巡检排查
由于选煤厂经历停产重建过程,很多设备老旧且管路系统存在锈蚀的情况,因此,岗位巡查检点必不可少,尤其是关键部位,如,分选系统与脱介系统连接的分配管路、弧形筛筛下溜槽与分流通道、脱介筛筛下溜槽等位置,对出现的介质跑、冒、滴、漏的问题必须及时处理,防止生产过程中出现不必要的介质流失。
1.5 其他管控措施
生产过程的合理调控也是降低介耗的有效保障。首先应该确保重悬浮液的稳定性,密度稳定、压力稳定、液位稳定,在保证分选效果的情况下,适当减少合格重悬浮液的循环量,也可减轻弧形筛、脱介筛的工作负荷;其次就是控制分流量,保持稀悬浮液质量稳定。通常情况下分流量越大,磁铁矿损失也越大,因而不能随意增加分流量,尽可能减少进入磁选机的合介量,减少这部分介质损失。此外,还应重视严格控制从重介系统外排煤泥水,保持洗水闭路循环,避免外排损失。
总之,在生产介耗较高时应进行及时的检测分析,哪个环节出现问题,就立即对其进行整改调整。精准有效的技术管理是今后的生产趋势,过程中也要防止不必要的泼撒流失,减少不必要的损失浪费。
2 结语
介耗是重介选煤厂的一项重要的技术经济指标,通过对洗选系统中部分环节的改造,同时对磁选机生产工况的合理调控,增强了脱介效率,提高并保障了较高的磁选回收效率,减少回收过程中介质流失,而且对自身工艺特点实现有针对性的介耗监测检查,对有效控制介耗提供了有理的数据支撑,实现精细的过程管控,减少管理损失,降低技术损失,实现了介耗的有效控制。