提高黑米酒中花色苷含量的酿造方法研究
2020-04-21杨舒婷
杨舒婷,杨 烨
(1.陕西中医药大学,公共卫生学院,陕西 咸阳 712100 ; 2.陕西朱鹮黑米酒业有限公司,陕西 洋县 723300)
1 引言
黑米是一种药食两用的大米,素有“黑珍珠”和“世界米中之王”的美誉,其酿造的黑米酒酒体为紫红色,晶莹剔透;口感清新淡雅,果香与米香相融合,是饮品中的佳品[1],酒中含有16种氨基酸[2]、多种维生素及锰、锌、铜等无机盐,含有大米所缺乏的维生素C、叶绿素、花青素、胡萝卜素及强心甙等特殊成分,尤其是含有抗氧化、消除自由基的花色苷等多酚类物质。
已有研究表明[3]黑米中最具有营养价值的就是“花色苷”,它是花色素与糖以糖苷键结合成的一类化合物,并且花色苷化合物与 2-苯色原酮的黄酮基本骨架结构相似,因此花色苷类化合物也被统称为黄酮类化合物[4]。花色苷经常被应用于清除体内自由基[5]、增殖叶黄素、抗肿瘤、抗癌[6]、抗炎[7]、抑制脂质过氧化和血小板凝集[8]、预防糖尿病[9]、减肥、保护视力等,并且是一种天然、安全、无毒的色素,已被应用于多种行业中。
传统黑米酒酿造工艺流程[10]:精米→洗米→浸米→蒸饭→冷却→拌曲→加酵母→糖化→发酵→压榨→澄清→过滤→杀菌→灌装→成品。张名位[11]等研究表明,黑米剥4 mm,所得米皮累计重量不到总量的15%,而花色苷占到总量的98%以上,在此过程中,精米这一加工步骤使集中在黑米表皮的花色苷被白白浪费;洗米、浸米[12]、高温蒸米和酶制剂的添加[13]等工艺,都会造成黑米花色苷的大量流失,大大降低了黑米酒的花色苷的含量。
在高如嵩[14]的研究中表明,陕西洋县的黑米虽然脂肪含量相差不大,但脂肪酸的组成与普通黑米差别还是很大的,尤其是不饱和脂肪酸。因此,本文以洋县黑米为原料,在继承黑米黄酒传统生产工艺[12]的基础上,通过提取和还原法、黑米整米提取法来生产黑米酒,解决了我国传统黑米酒生产工艺中存在的黑米花色苷含量低的技术难题。
2 黑米酒酿造工艺优化研究
为了提高黑米酒中的花色苷含量,本部分设计了提取与还原法、黑米整米提取法等关键工艺,以洋县黑米(洋黑3#)为试验材料,以黑米花色苷含量为影响因素的响应值,在单因素实验的基础上,利用响应面分析法,来确定影响花色苷提取率的关键因素及其最佳组水平合,并进一步优化规模化生产中黑米花色苷的提取工艺。
2.1 提取与还原法
2.1.1 实验材料 ①黑米原料(品种为洋黑3#),黑米润粮、黑米蒸粮、黑米糖化醪、黑米发酵醪,由陕西朱鹮黑米酒业有限公司提供;②矢车菊素-3-葡萄糖苷与芍药花素-3-葡萄糖苷标准品,购自挪威 polyphenol AS 公司。
2.1.2 实验设备 ①LC-15C 高效液相色谱仪,日本岛津公司;②UV 2550型紫外-可见分光光度计,日本岛津公司;③数显恒温水浴锅,HH-2,江苏省金坛市富华仪器有限公司。
2.1.3 实验方法与结果 采用高效液相色谱法(HPLC)联合紫外-可见分光光度计(UV-2550)对黑米酒酿造过程中各个阶段的花色苷含量进行检测。从表1和图1可以发现花色苷在原料中含量最高,随着酿造流程的进行,花色苷含量越来越少,特别在糖化和发酵期中下降最为突出,并且从大量花色苷研究中可得到较为相同的结论。
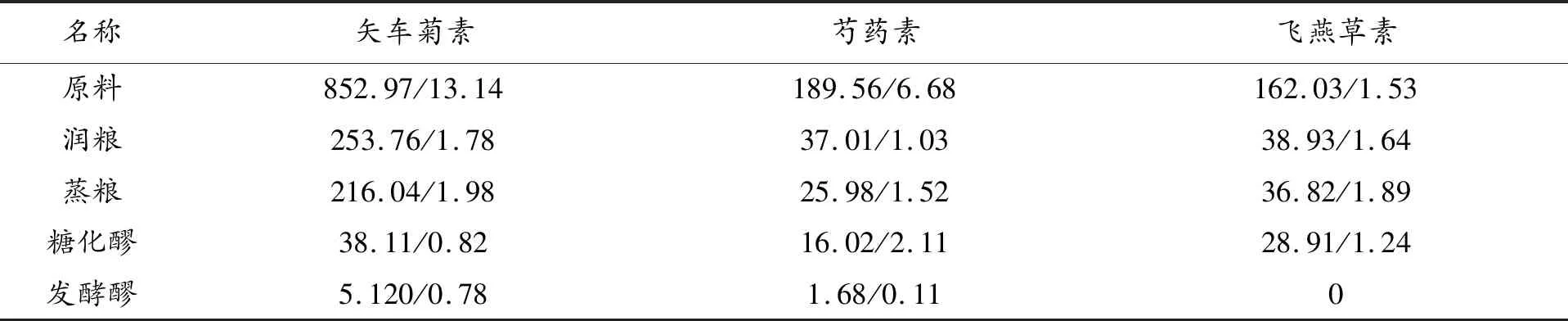
表1 黑米在酿造过程中花色苷含量变化 (mg·kg-1)
注:黑米花色苷组成成分有矢车菊素、芍药素、多燕草素等[15][16]
因此,为了更大程度保留黑米中花色苷的含量,课题组决定采用直接从原料中提取花色苷并重新还原至酒液的方法,即“提取与还原”法优化加工工艺。 “提取”是利用黑米花色苷的水溶性,将黑米原料在一定条件下浸入乙醇溶剂之中从而将溶液中花色苷进行分离提纯。“还原”是将提纯提炼的花色苷重新加入到米酒溶液中,从而还原出黑米原有的色泽、活性物质和营养物质。该方法直接从黑米原料中提取花色苷,最大程度地提取了黑米花色苷,再将其还原至酿造好的米酒原液中,最大程度地保留了黑米花色苷,可以极大地提高黑米酒中花色苷含量。
2.2 黑米整米提取法
2.2.1 实验材料 ①黑米、黑米皮、脱皮米粒,品种为洋黑3#,由陕西朱鹮黑米酒业有限公司提供;②矢车菊素-3-葡萄糖苷与芍药花素-3-葡萄糖苷标准品,购自挪威 polyphenol AS 公司;③乙醇,分析纯,西安化学试剂厂;盐酸,分析纯,西安化学试剂厂。
2.2.2 实验设备 ①LC-15C 高效液相色谱仪,日本岛津公司;②UV 2550型紫外-可见分光光度计,日本岛津公司;③数显恒温水浴锅,HH-2,江苏省金坛市富华仪器有限公司;④低速台式离心机,TDZ4-WS,长沙湘仪离心机仪器有限公司等。
2.2.3 实验方法与结果 ①样品制备。分别将黑米、黑米皮、脱皮米粒筛除干净,放入高速粉碎机中进行粉碎,过 40 目筛得到待测样品粉末,并加贴标签,常温下放置待用。②花色苷的提取。称取 2.0 g 样品于 250 mL 锥形瓶中,分别加入无水乙醇及 1%的盐酸溶液混合液(体积比均为 1∶10)。用保鲜膜封口后固定于超声波振荡器中提取(温度为室温 20℃,频率为 100Hz)30min。冷却至室温,再进行离心分离 10 min(转速3 000 r·min-1),取上清液。残渣继续用上述提取液提取,反复 2 次,合并上清液等到花色苷提取液。用 0.45 μm 滤膜过滤,待测。③花色苷含量分析。将黑米整米、黑米皮和黑米浸米水这三种方法进行了对比。通过表2、图2的数据,我们可以得出三种介质中提取的花色苷含量是黑米皮>黑米整米>黑米浸米水。

表2 黑米不同部位花色苷的含量 (mg·kg-1)
2.2.4 分析与讨论 通过实验发现,显然,黑米皮中提取的花色苷含量最高,其次是黑米整米中提取的花色苷。然而在实际生产中,黑米皮在剥离过程中会有一部分淀粉、脂肪存在,这些杂质不易去除,易变质,影响黑米多酚的提取纯度、稳定性及后期酒品的稳定性。为了解决这一问题,我们采用了离心过滤、布袋过滤、微孔膜过滤去除杂质,但效果都不太理想。因此,本文调整了方案,选择黑米整米的方法进行提取花色苷。黑米整米提取虽然没有黑米皮提取率高,但由于有黑米皮的包裹,提取液中就没有淀粉残留,提取的纯度大大的提高,不再产生沉淀,过滤也变得更加简单,花色苷及后期酒液稳定性较好。再将提取花色苷后的黑米原料采用研磨技法粉碎成米糊,破坏黑米皮层、释放内部淀粉,直接进入下一步糖化发酵程序。
在实际的生产试制过程中,我们发现“黑米整米提取法”完美的将花色苷的提取与后期黑米酒发酵结合在一起。“黑米整米提取法”在提取花色苷的同时,又能净化除杂,使花色苷提取率大大提高。同时,该工艺摒弃了“精米”工序,解决了黑米皮层包裹难题,做到了全米利用,极大地提高原料利用率。
2.3 黑米花色苷提取条件的优化
2.3.1 实验材料 ①黑米,品种为洋黑3#,由陕西省水稻研究所提供;②矢车菊素-3-葡萄糖苷与芍药花素-3-葡萄糖苷标准品,购自挪威 polyphenol AS 公司;③乙醇,分析纯,西安化学试剂厂;盐酸,分析纯,西安化学试剂厂。
2.3.2 实验设备 ①UV 2550型紫外-可见分光光度计,日本岛津公司;②数显恒温水浴锅,HH-2,江苏省金坛市富华仪器有限公司;③低速台式离心机,TDZ4-WS,长沙湘仪离心机仪器有限公司等。
2.3.3 实验方法与结果 主要有:
(1)单因素实验。以黑米为实验材料,以不同浓度梯度酸性乙醇为提取溶剂,以黑米提取液花色苷含量为评价指标,分别考察不同的提取温度、时间、乙醇浓度、盐酸浓度、液料比和提取次数,对花色苷取液含量的影响。以花色苷量高低为判断标准,确定影响花色苷提取各因素中具有显著影响的因子,为下一步响应面实验设计做准备。从影响黑米花色苷提取效果的 6个单因素实验可以发现,显著影响黑米中花色苷提取效果的是PH值、乙醇浓度和提取温度这3个因素。单因素实验结果如图3-5。
(2)响应面实验[17~18]。根据单因素实验的结果,选择显著影响花色苷提取效果的pH值、乙醇浓度、提取温度这3个因素与黑米花色苷得率进行响应面实验。准确称取经预处理的黑米10.000 g,放入200 mL烧杯中,每组3个重复,在其他条件相同的情况下,采用不同的乙醇浓度、PH值、提取温度进行提取,每次提取50 min,以黑米花色苷得率为响应值,采用响应面实验法逐个考察各提取条件对提取效果的影响。
①响应面实验的水平设计。 采用Design Expert 8.0.6软件中的Box-Benhnken模型,以黑米花色苷得率Y为响应值,在提取时间50min条件下,选取乙醇浓度(A)、PH值(B)及提取温度(C)进行三因素三水平响应面分析实验,实验方案见表3。
②响应面实验的结果。
③响应面数学模型的建立及检验。
利用Design Expert8.0.6程序,对表4数据进行回归拟合,以黑米花色苷的提取得率(Y)为响应值,乙醇浓度(A)、pH值(B)和提取温度(C)为自变量,得回归方程如下,并经可信度分析表明该方程可靠性较高。
Y=-87.14664+1.91197A+5.48756B+0.45899C+8.55000E-004AB-4.15000E-004AC-9.43333E-003BC-0.013222A2-0.72245B2-2.68244E-003C2。
利用Design Expert8.0.6程序做方差分析,结果见表5。表5表明,模型的P<0.0001,说明模型显著;A(乙醇浓度)、B(PH值)、C(提取温度)及所有二次项对Y值的影响高度显著,矢拟项(Lack of Fit)的P=0.887>0.05,表明方程对实验拟合度较好。

表5 回归方程方差分析结果
注:**表示相关系数在0.01的显著性水平下显著
④响应面图形分析。
图6-图8是根据回归方程绘制的Y = f(A,B,C)响应面和等高线分析图。响应面分析图是指在其他因素水平固定的条件下,响应值与试验中的两个因素所构成的三维曲面图。响应面可以直接反映出各因子对响应值的影响大小;等高线图可以直接看出最优条件下各因子的取值。
从图6、图7可以看出,在pH值、温度固定条件下,花色苷得率随乙醇浓度的升高而增加但并非持续增大,当乙醇浓度达到68%时出现拐点,花色苷得率开始下降。同样,图7、图8 说明在pH值、乙醇浓度固定条件下,温度显著影响花色苷得率,拐点出现在810 C。图6、图8说明在乙醇浓度和温度固定的条件下, pH值也显著影响黑米中花色苷得率,拐点出现在pH值为3.5时。
⑤实验结论。
由Design Expert8.0.6程序分析得到的花色苷提取的最佳工艺条件为:乙醇浓度66.94%,pH3.5,提取温度81℃。此时,黑米中花色苷的理论得率达到了6.857%,为实验期间的最大值。
2.4 规模化生产中黑米花色苷提取工艺的优化
实验室响应面法试验,给出了黑米花色苷提取的最佳工艺条件。但是在企业规模化实际生产中,原料本身的特质、原料与溶剂的料液比、料液比、萃取温度、萃取时间、萃取次数、酒精浓度、搅拌和溶液流动、pH值等都会影响到提取率与提取质量。
为了考虑到实际生产的便利性,项目组经过多次试验,最终以乙醇浓度65%,pH3.2为最佳;考虑到温度提高会导致杂质的溶出量及能耗的增加,最终提取温度以78℃最佳;提取到的花色苷实际平均得率为6.558%,与理论值相差0.299%。最优工艺方案如下:
(1)获取食用酒精:收集黑米酒发酵副产物酒糟、贮酒过程中倒罐分离的酒脚和经蒸馏后回收得到的蒸馏酒,获得食用酒精(调制至浓度65度),做萃取溶剂。
(2)提取:按照黑米和食用酒精(浓度65度)1∶2~1∶3的比例浸渍清洗后的黑米,并加热物料至600C -800C,恒温提取黑米多酚,收集黑米多酚提取液;
(3)过滤:用膜过滤技术过滤,并对过滤后的黑米多酚提取液真空浓缩,回收蒸馏酒,得到黑米多酚浓缩液;
(4)冷冻:浓缩液经48 h的冷冻除杂,感官呈现紫红色液体;
(5)还原:取色后的黑米酿成成品酒,将黑米多酚浓缩液均匀加入并封罐存贮。
3 新老工艺下黑米酒花色苷含量测试
花色苷有两个最大吸收波长范围,一个在可见光区,最大吸收波长为 500~550 nm,另一个在紫外光区,最大吸收波长为 270~280 nm。根据花色苷在不同 PH 值条件下有最大吸收波长的特点,当pH1.0时,520 nm处有最大吸收峰;而当pH值为4.5时,花色苷转变为无色查尔酮形式,在520 nm处无吸收,采用pH 试差法测示计算黑米酒中花色苷含量[19],测试结果如表8所示。

表6 pH试差法测定黑米多酚吸光度值
注:A=(A520-A700)PH1.0-(A520-A700)PH4.5
据表6数据计算得出原有工艺酿造的黑米酒花色苷含量 1.50 mg·L-1;新工艺下花色苷含量5.7 mg·L-1。新工艺下花色苷百分比含量是有工艺花色苷含量的3.8倍。对比分析可知,新工艺增加了黑米酒中花色苷的含量。
4 结果与讨论
在传统的黑米酒酿造工艺的基础上,本项目提出了“提取和还原法”和“黑米整米提取法”以提高黑米酒中花色苷含量。
首先,为了有效解决了原工艺中黑米酒天然色素损失、花色苷等活性物质流失严重的技术难点,本项目采用运用提取和还原法、对黑米花色苷提纯并还原至酒液中,更好地保留了黑米中的营养物质和活性物质。其次,摈弃了原有工艺中的“精米”工序,运用了“黑米整米提取技术”,有效地完成了黑米花色苷的提取,最大程度地保留了黑米中特有的花色苷等多酚类活性物质。最后,摒弃了为控制酒体氧化而添加抗氧化剂、为改善色香味而添加人工色素的传统工艺。酒的颜色来自黑米本身的天然花色苷色素,不仅优化了品质,还做到了有机环保,绿色健康。
