碳纤维增强聚乙烯复合材料切削加工性能分析
2020-04-20
(1.郑州商业技师学院,河南 郑州 450121 ; 2.河南省化工研究所有限责任公司,河南 郑州 450052)
0 前言
为了进一步提高聚乙烯的机械力学强度,可以采用碳纤维作为增强体制备得到具备高强度的轻型复合材料CFRP,并且可以根据实际使用要求进行性能优化设计,目前已被广泛应用于建筑排水管领域[1-2]。通常情况下都是选择整理加工的方式来制造大型复合材料产品,而对于某些特定的结构依然需对其实施制孔与切边处理才能实现相互连接与安装的过程[3]。由于CFRP是一种加工难度很大的材料,从宏观层面上表现出非均质以及各向异性特征,同时包含了聚乙烯、纤维、界面多相结构,表现出与金属具有很大差异性的加工性能,在加工过程中较易产生分层与开裂的现象[4]。
为获得尺寸精度更高的CFRP制孔结构,有学者针对复合材料在钻削加工过程中的各项影响因素进行了深入分析,对各项加工参数进行了优化,并重新设计了刀具结构,使钻削加工质量获得显著提升[5-7]。上述研究内容都对复合材料的加工发挥了重要的引导作用,从本质上看对加工期间的温度、载荷等参数造成了影响,为最终降低CFRP在加工阶段的损伤程度创造了可靠条件。当温度改变后,CFRP的特性也会发生明显变化,随着温度的升高,聚乙烯会出现软化的结果,引起力学强度的明显下降,而处于较低温度的环境中,聚乙烯将会表现出明显的脆性,因此在不同的温度下复合材料具有明显不同的加工特性,由此引起加工质量的较大波动[8-10]。到目前为止,已有许多科研人员对CFRP在不同温度下的切削特性开展了大量分析。张鸿宇等[11]将CFRP设定在不同的初始温度下,再对其进行钻削制孔测试得到制品质量与温度之间的关系。通过研究发现,逐渐提高预热温度后,引起了轴向力的快速减小,同时产生了更多的出口损伤;随着预热温度升高到玻璃转化温度以上时,发生了损伤程度的大幅提高。在高温环境中,聚乙烯逐渐消失只剩下纤维骨架[12]。
根据以上研究可以可知,当聚乙烯在高温环境中发生软化或因为低温表现出明显脆性时都会改变CFRP切削加工的特性,同时造成损伤程度的明显提高。此外,在各纤维方向下的CFRP会表现出力学与热性能的较大差异,关于各纤维方向下的CFRP加工特性与温度之间的相互作用还没有形成明确的统一结论。针对以上情况,本文通过控制不同实验参数的方式,利用控温直角切削测试系统测试了各纤维方向CFRP在设定温度下的切削特性,为设计新的CFRP切削条件与后续新工艺的开发创造了基础。
1 实验平台及材料
本文采用控温直角切削系统进行切削测试,同时探讨了复合材料的切削特性与温度之间的关系,采用该系统可以实现对切削温度的精确控制,并完成在线测试切削力与实时调控温度的过程。为实现一致切削的效果,测试期间将道具安装在一个固定位置,只控制复合材料进行运动来完成切削加工过程,利用微位移平台作为CFRP单向层合板的固定结构,利用微位移平台的不同位置来实现层合板和刀具之间的良好接触。对实际温度采用FLIRA40M红外仪进行了测试。利用9257B测力仪对切削期间的刀具载荷改变进行了测量。为了防止对CFRP加工的时候对周边环境造成粉尘污染,通过吸尘器吸取靠近切削区的碎屑。
采用具有一致铺设方向的共12层预浸料进行固化热压得到3 mm厚的测试样品,表1给出了各项力学参数测试结果。以硬质合金机夹刀片作为测试刀具,采用标准刀杆作为安装结构,控制前角与后角分别为30°与15°。

表1 CFRP单向层合板的力学性能
为深入分析不同温度下的各切削角CFRP单向板所具备的切削特性,要求其它各项参数保持恒定的状态。根据目前的相关研究可知,在切深未超过10 μm的情况下,不会对CFRP材料造成明显损伤,经综合考虑,本文把切深设定在50 μm,同时控制切削速度为8.2 mm/s,切削方式为直角。
为确保切削区达到设定温度,利用红外温度仪测定切削区的实际温度。当温度到达设定值后,控制直线电机的运动过程以实现直角切削的过程。本实验设定温度下限为0 ℃,温度上限是90 ℃,波动范围低于5 ℃。
2 实验结果与分析
2.1 温度对力学性能的影响
材料力学性能是指材料在不同环境下(温度、介质、湿度)承受各种外加载荷(拉伸、压缩、弯曲、扭转、冲击、交变应力等)时所表现出的力学特征。本文主要考察温度变化对压缩强度所产生的影响。温度对CFRP的力学特性具有明显影响,图1给出了温度对CFRP 筋材试样压缩强度保留率的影响。
由图1可知,提高温度后,试样的压缩强度保留率随温度升高而降低,这是由于试样在承受纵向压缩载荷时,基本的性能对试样的压缩强度有很大的影响。聚乙烯的力学性能会随着温度的升高而降低,进而导致试样抗压性能减弱。将会引起聚乙烯力学强度与模量的减小,同时CFRP也会发生机械力学强度与模量的大幅下降。
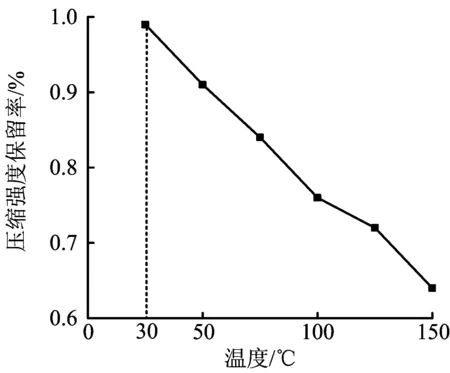
图1 温度对CFRP筋材试样压缩强度保留率的影响
2.2 高温环境中CFRP的断裂能及主切削力的变化
在高温环境中聚乙烯会达到更高的黏弹性,产生更高的断裂能,由此引起CFRP断裂能的增大,CFRP 多向层合板的断裂能的变化结果见图2。同时也可以根据加工阶段的切削力改变来判断CFRP材料的力学特性变化。
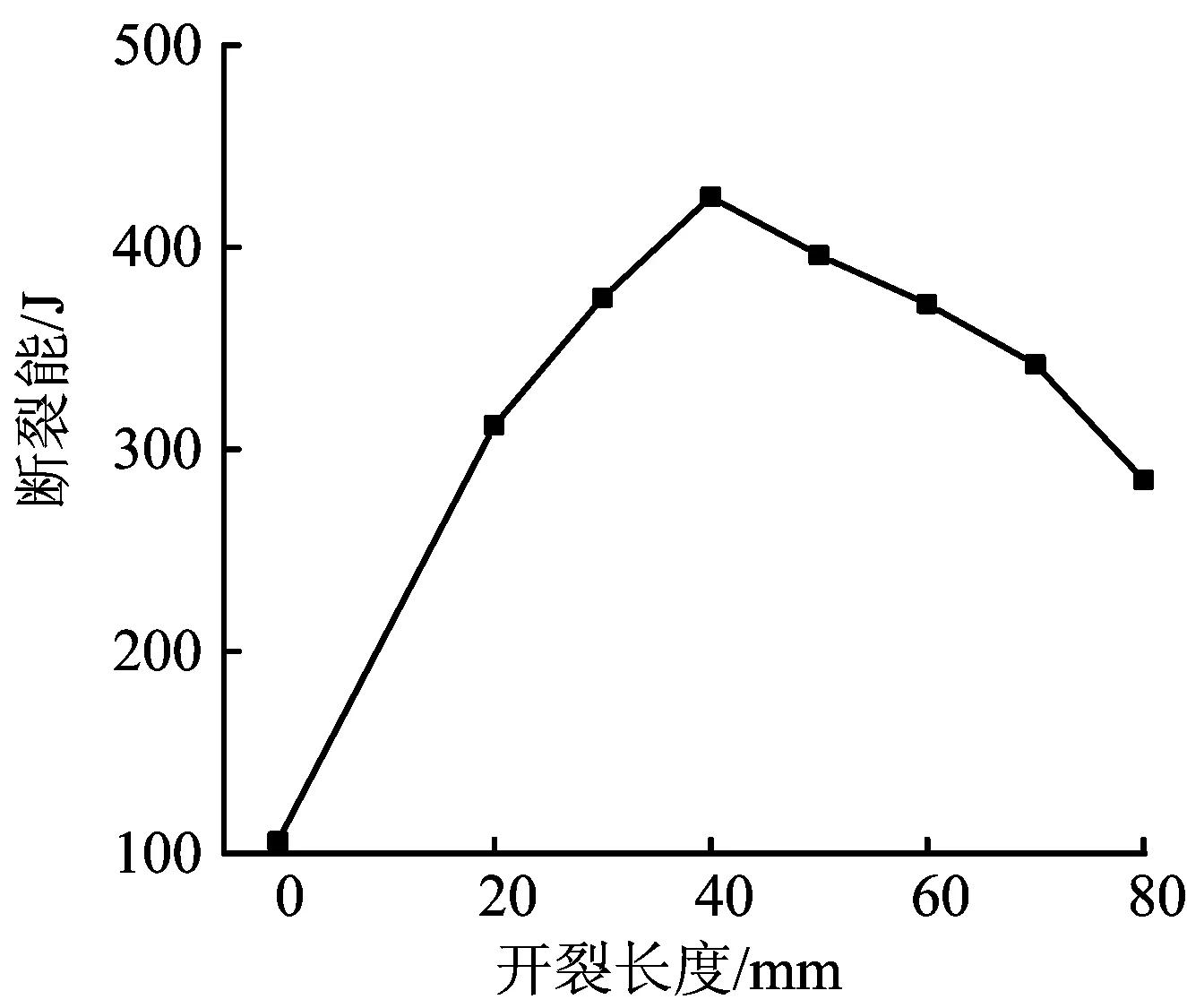
图2 CFRP多向层合板的断裂能的变化
图3给出了主切削力在100 ℃温度环境下随时间动态变化的测量值。
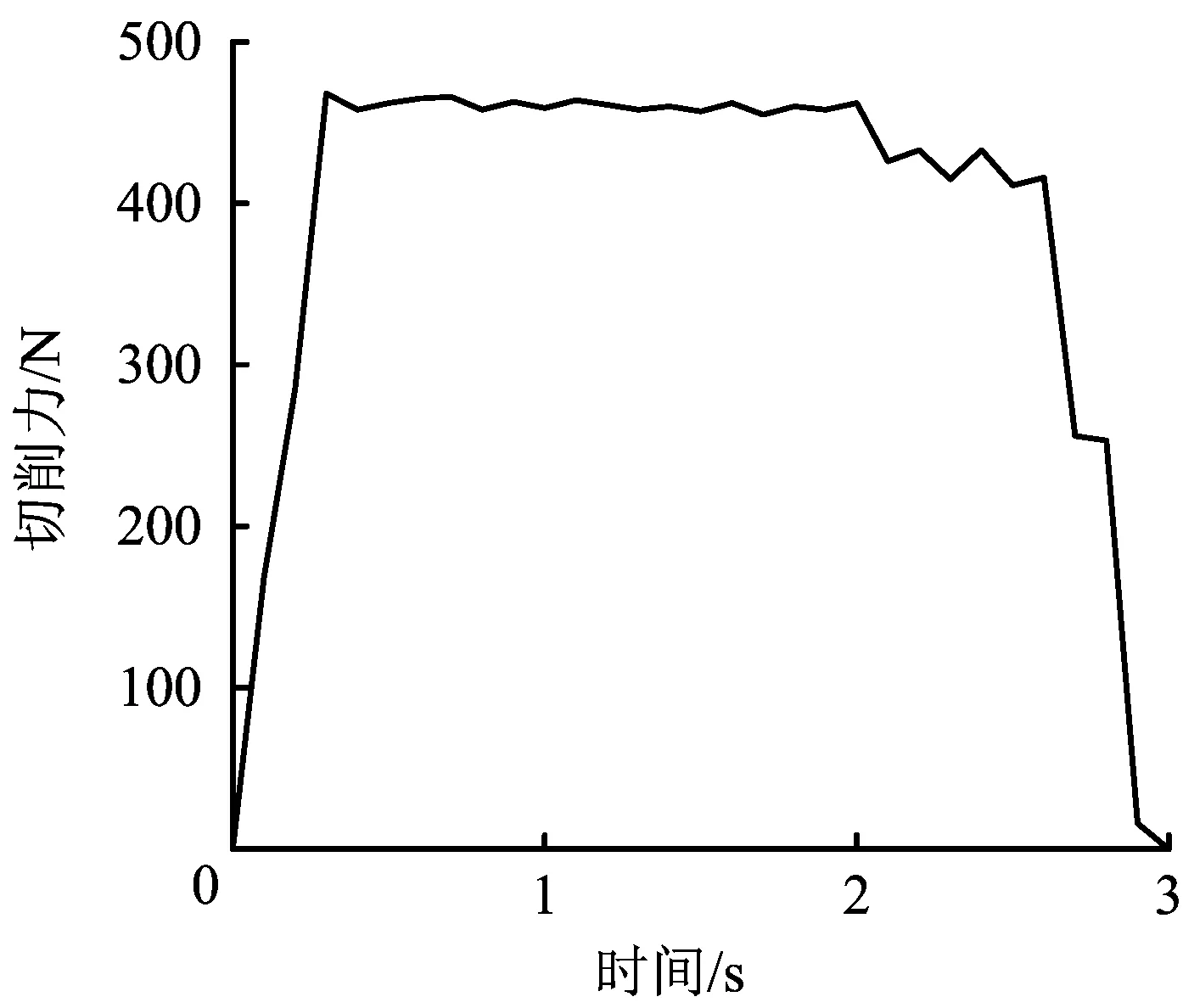
图3 主切削力在100 ℃随时间变化曲线
从图3中可以看到利用10 Hz低通滤波器处理切削力的原始测试数据获得的切削力变化情况。结果显示,切削力发生了较明显的波动。在刀具对工件最初切入的情况下,主切削力快速增大,之后达到一个稳定的阶段,当刀刃从试件发生脱离时,主切削力表现为大幅减小的现象。
由于温度对材料力学性能产生的影响,加工时其切削力也会相应产生变化,在纤维和刀具形成垂直切削角的情况下进行测试,试验结果显示,切削力随温度上升而显著减小,到达高温状态时切削力相对于低温状态只有10%。产生上述现象的原因是当温度上升后,聚乙烯表现出明显的温变特征,并且此时模量也明显降低,最终引起切削力的显著减小。
2.3 温度对不同切削角下切削损伤的影响
图4给出了CFRP 已加工表面面下及已加工表面的微观形貌。
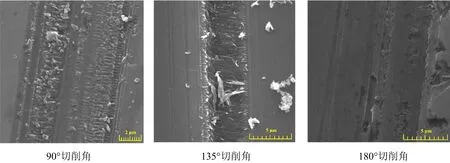
图4 CFRP 已加工表面面下及已加工表面的微观形貌
由图4可以看出,在90°切削角条件下,在切削面下产生了更明显的开裂损伤,这跟切削力的变化原因一致。形成90°切削角后,聚乙烯达到了更高的温度,引起力学强度的明显降低,同时黏结效果减弱,出现纤维偏转的情况并发生开裂。在135°的切削角条件下,刀具可以跟CFRP材料尤其是纤维形成更大的接触面积,降低了接触力。
形成180°的切削角后,纤维和刀具的切削刃保持相互平行的状态,此时的切屑基本来自后刀面挤压材料与刀刃在轴向上发生推挤所引起,限制了损伤进一步扩散到面下。靠近切削面的区域主要表现为纤维断裂的特征。从总体上看,损伤程度基本恒定,当温度上升后表现为略微减小的变化规律。
3 结论
①随着温度升高,CFRP筋材压缩强度明显降低,力学性能随温度升高而降低。②在刀具对工件最初切入时,主切削力快速增大,之后达到一个稳定的阶段,当刀刃从试件发生脱离时,主切削力表现为大幅减小。切削力在高温(100 ℃)时,切削力仅为低温状态的10%。③在90°切削角条件下,在切削面下产生了更明显的开裂损伤;在135°的切削角条件下,刀具跟CFRP材料尤其是纤维形成更大的接触面积,降低了接触力;形成180°的切削角后,纤维和刀具的切削刃保持相互平行的状态。损伤程度基本恒定,当温度上升后表现为略微减小的变化规律。
