侧围B柱内板回弹扭曲控制方法研究
2020-04-20赵锋李晶影王力牛恒仁一汽轿车股份有限公司
文/赵锋,李晶影,王力,牛恒仁·一汽轿车股份有限公司
目前汽车行业发展迅速,国内乘用车的开发越来越重视安全性,尤其整车侧向的框架安全性更是保证了整车安全系数。随着汽车冲压技术的发展,目前内部加强用的复杂形状零件高强度板一次成形工艺已经成为成熟的工艺,并且可以根据材料利用率的需求,在拉延和成形工艺间随意取舍,如侧围门槛加强板、侧围B柱内板等零件。
复杂成形的侧围B柱内板使用材料为料厚1.2 mm的440WD+Z-60/60的高强度板,造型角度差异性比较大,一次成形定型固化难度大。尤其中部造型深度段差较大,出现的内部褶皱问题引起的回弹处理起来更是困难。本文主要阐述侧围B柱内板一次成形过程中,中部褶皱问题产生的回弹趋势与两端整形扭曲优化的方法。从板料居中、成形件状态、工序符型状态、整形工艺点控制状态等几个方面,依托扫描分析,快速直接地解决了侧围B柱内板回弹扭曲问题。
侧围B柱内板回弹扭曲问题分析
问题描述
某车型侧围B柱内板回弹扭曲,左右件缺陷形式和位置对应,如图1所示,属于单件不稳定、不合格状态。
侧围B柱内板回弹扭曲成因分析

图1 侧围B柱内板回弹扭曲
我们在成因分析时,对成形工序模具研磨后,通过扫描分析,由内向外考虑型面标准状态的合理性、上下模型面对型研磨的合理性,对中部造型深度段差较大区域褶皱的影响,结合成形件出件在后工序模具型面的符型状态,考虑手工取件工艺设计,整形型面二次变化的控制点来确定影响因素。
⑴成形分析。
从成形模具型面扫描结果分析中,可以看到前期的回弹补偿存在过量现象,中部造型深度段差较大区域型面与产品型面严重不符,如图2所示。
从成形件型面着色分析中,可以看到着色不均匀且不合格的区域与成形模具型面对应,如图3所示。
从成形件内部型面分析中,可以看到中部造型深度段差较大,区域型面存在成形聚料引起的褶皱,影响成形件整体定型状态,如图4所示,回弹扭曲问题集中在此褶皱区域。
⑵成形工序件在一次修边工序中的符型分析。
成形件在一次修边工序模具符型到底状态不合理,成形件在一次修边模具中处于悬浮状态。一次修边过程中,压料体型面对成形件造成变形,无法保证一次修边后,制件型面的变化量,会出现类似回弹变化的强行变形,如图5所示。
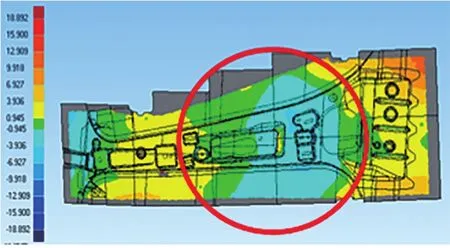
图2 成形模具型面扫描状态

图3 成形件着色状态
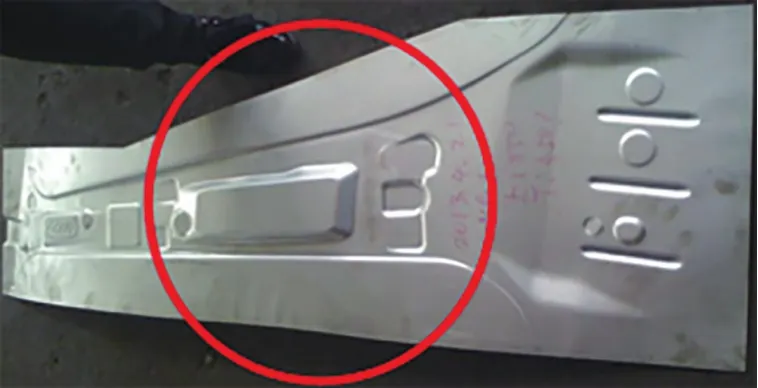
图4 成形件中部造型深度段差较大区域褶皱状态
⑶一次修边工序件在二次修边工序中的定位分析。
二次修边工序定位设计中,精定位设置的角度是法向的,而不是设计成垂直于制件工艺凸包平面的,存在一定角度变化,在放件和取件时存在干涉,会导致制件变形,出现不稳定的回弹变化,如图6所示。
⑷二次修边件在翻整工序中的工艺控制分析。
翻整工序中,二次修边件的制件深度存在加深变化,造成制件整形后扭曲量不可控,如图7所示。
翻整工序中,二次修边件翻孔工艺压料型面失控,造成二次修边件翻孔后扭曲量不可控,如图8所示。

图5 成形件在一次修边工序中不符型状态

图6 二次修边工序中非法向精定位结构
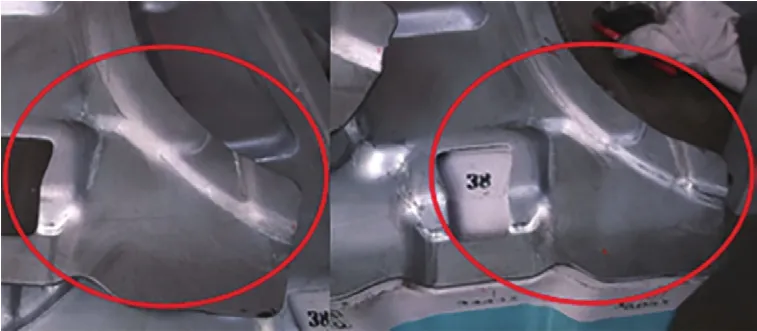
图7 二次修边件在翻整工序中整形深度变化状态
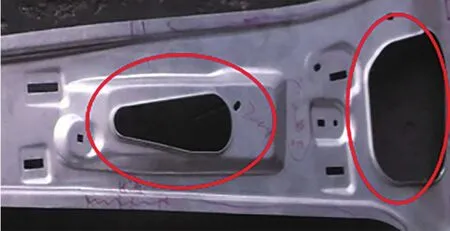
图8 二次修边件在翻整工序中翻孔变形状态
侧围B柱内板属于高强板材质的加强件,在全工序工作过程中,成形工序在前期设计中加入了回弹补偿,导致成形模具型面与产品型面严重不符,出件后回弹扭曲状态极其不稳定,无法进行后序模具的修改。一次修边工序无法设计精定位,工作过程中主要依靠型面进行定位,由于成形件回弹扭曲不稳定,导致成形件在一次修边模具中悬浮,符型偏差4mm以上,完成一次修边后,制件强行变形,回弹扭曲状态失控。
二次修边工序虽然设计了精定位,但是精定位角度设计成法向,而不是垂直于制件工艺凸包平面,精定位存在落件与取件夹角干涉,导致制件再次强行变形,出现不稳定的回弹变化。翻整工序中既有翻孔工艺,同时还有平面整形,这就要求上下模型面中翻孔压料可控的同时,整形面着色均匀。但是该工序的型面着色状态并未按照工艺达标,反而存在多处棱线干涉以及压料失控状态,导致二次修边件完成翻整工艺后,回弹扭曲量完全不可控。对于该制件存在的问题,需要由内而外的考虑回弹扭曲的优化思路。
表1 回弹扭曲调试方案汇总
对策实施及确认
整体方案
在稳定成形工序回弹扭曲的同时,用回弹扭曲稳定的成形件对一次修边工序进行符型,符型后的一次修边件在二次修边工序中,使用法向精定位进行二次修边的落件和取件,最后针对翻整工序进行模具型面研磨。以这样的调试思路,进行必要的工艺修改和模具优化,具体见表1。
一阶段方案实施并确认
将原有设计的成形工序型面,按照产品数模进行加工并进行成形模具研合操作,提高着色率,保证成形状态稳定。一阶段方案实施结果,如图9所示,成形件回弹扭曲稳定的控制在2mm以内。
调试至此,消除成形件回弹扭曲不稳定影响后,侧围B柱内板左右件回弹扭曲状态控制在合理的2mm范围内,这个时候才可以考虑扫描成形件,提取数据,并进行一次修边模具型面相应的修改。
二阶段方案实施并确认
用回弹扭曲稳定的成形件进行扫描,提取型面数据,与一次修边工序型面进行拟合,确认型面不符区域及量化数据,制作符型加工数据并对一次修边工序进行加工,研合提高着色率,保证一次修边后回弹扭曲状态稳定。二阶段方案实施结果,如图10所示,成形件回弹扭曲稳定的控制在1.5mm以内。
调试至此,消除一次修边件回弹扭曲不稳定影响后,侧围B柱内板左右件回弹扭曲状态控制在合理的1.5mm范围内,考虑到二次修边需要使用精定位控制修边尺寸,这个时候需要考虑二次修边工序精定位落件及取件的顺畅程度,同时考虑模具研合的影响,并进行相应的修整。
三阶段方案实施并确认
修改二次修边工序精定位法向角度,再用回弹扭曲稳定的一次修边件进行符型研磨,型面研合后,落件与取件顺畅稳定,回弹扭曲量更小。三阶段方案实施结果,如图11所示,二次修边件回弹扭曲稳定的控制在1.0mm范围内。

图9 一阶段方案实施结果
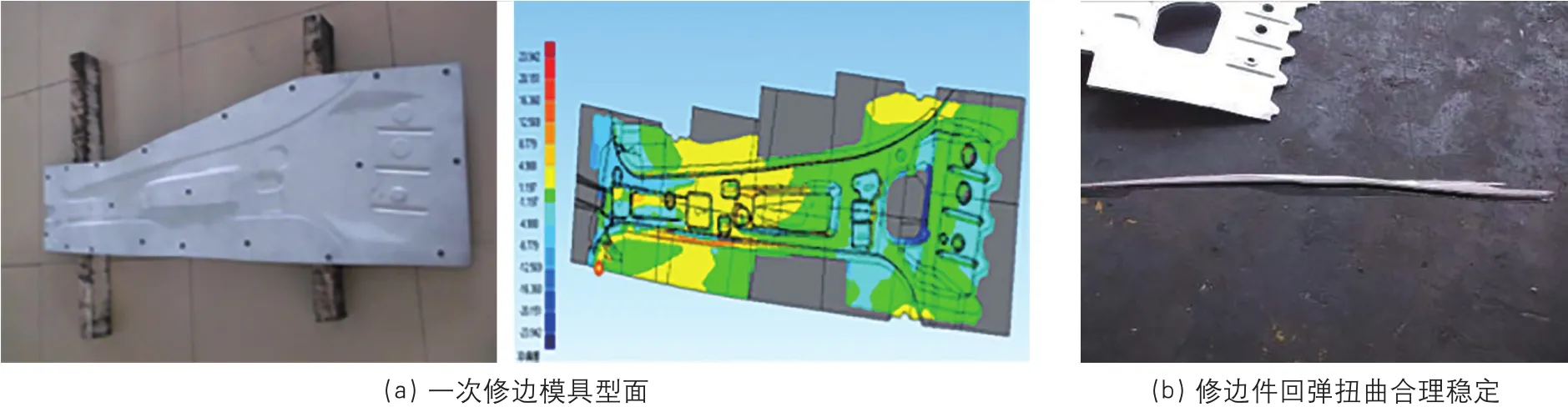
图10 二阶段方案实施结果
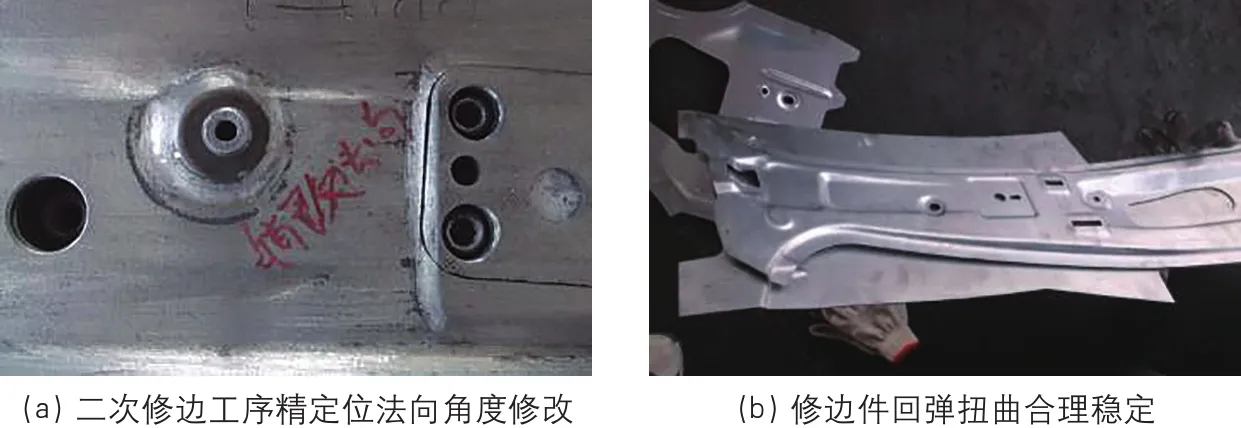
图11 三阶段方案实施结果

图12 四阶段方案实施结果
调试至此,消除二次修边件回弹扭曲不稳定影响后,侧围B柱内板左右件回弹扭曲状态控制在合理的1.0mm范围内,考虑到翻整工序存在与回弹方向相反的翻孔工艺,需要考虑翻整工序翻孔压料可控,防止二次修边件在翻孔时出现整体的回弹扭曲变化,同时考虑模具研合的影响,并进行相应的修整。
四阶段方案实施并确认
翻整工序型面,棱线干涉点消除,消除制件深度二次变化,保证制件整形后扭曲量可控;同时研磨整形压料,消除翻孔影响的二次扭曲。四阶段方案实施结果,如图12所示,翻整件回弹扭曲稳定的控制在0.5mm以内。
结束语
通过复杂成形高强板回弹扭曲控制方法的研究,可归纳出高强板制件成形后回弹扭曲的调试思路:“稳定成形状态、型面符型消除强行变形、消除落件与取件变化”。通过该思路可以很好的解决复杂成形高强板零件回弹扭曲问题,该思路简单易懂、清晰明了,可以有效的指导高强板零件调试。
