硫酸钙晶须的制备及其改性聚丙烯性能的研究
2020-04-17杨丽庭李彦涛王曾鹏练贵宜叶晋纶
杨丽庭, 吕 慧, 李彦涛, 王曾鹏, 练贵宜, 叶晋纶, 曾 聪
(1. 华南师范大学化学学院, 广州 510006; 2. 石头造环保科技股份有限公司, 广州 511483)
聚丙烯(PP)是一种用途广泛的塑料[1],具有介电常数小、绝缘性好、抗裂性好以及加工性能优良等诸多优点. 但PP也存在低温或室温韧性低、热变形温度较低、尺寸稳定性差等缺点[2-5]. 为了进一步拓展PP的应用领域,需要对其进行改性.
对聚合物改性常用的物理方法有2种:共混改性和填充改性. 共混改性是将2种或2种以上的聚合物共混,以提高材料的综合性能. CHAND等[6]通过熔融PP/聚对苯二甲酸乙二醇酯(PET)和超高分子量聚乙烯(UHMWPE)制备改性共混物,大大提高了材料的抗拉强度和耐磨性. 填充改性主要是将聚合物与滑石粉、CaCO3、玻璃纤维、碳纤维、晶须等无机材料混合,这是降低原料成本、改善聚合物某些性能的常用方法. WEISS等[7]介绍了非连续石墨纤维增强聚丙烯抗拉强度的2种改善方法. LIANG等[8]用经过表面处理的CaSiO3填充PP,达到了对PP的增强和增韧的效果. AZIZI等[9]制备了滑石粉和CaCO3的单填料/混合填料复合材料,结果表明:复合材料的抗拉强度受滑石粉的影响较大,而冲击强度主要受CaCO3的影响. SUN等[10]用硬脂酸改性的CaCO3晶须与PP熔融共混制备聚丙烯/碳酸钙晶须复合材料. 结果表明:CaCO3晶须对共混物中PP相的结晶性能有一定的影响, CaCO3晶须对PP具有良好的增强增韧效果.
硫酸钙晶须(CSW)是一种由单晶形式生长的具有一定长径比的纤维材料,直径小,原子高度有序,强度接近于完整晶体的理论值,具有优良的耐高温和耐腐蚀性,也具有良好的机械强度、电绝缘性和高强度、高模量、高硬度等特性. CSW作为塑料的增强增韧材料拥有优异的物理化学性能和力学性能[11].
利用晶须填充改性聚合物是近几年新兴的一个研究方向,目前虽有一些 CSW增强改性聚合物的报道,但系统地研究不同长径比CSW增强改性聚丙烯的研究较少. 本文合成了几种不同长径比的CSW,并将CSW、CaSO4及市售CSW(HebeiCSW)粉末用质量分数为2%的硅烷偶联剂KH550进行改性,然后填充到PP中制备复合材料. 研究了不同长径比、不同晶须质量分数对复合材料力学性能、结晶性能、热稳定性和耐热性的影响,并与CaSO4粉末和市售HebeiCSW进行了对比.
1 实验部分
1.1 试剂与仪器
试剂:(NH4)2SO4(AR)、CaCl2(AR)、十六烷基三甲基溴化铵(CTAB,AR)、无水乙醇、硅烷偶联剂KH550均购于广州苏铖粤贸易有限公司;普通无水硫酸钙粉末(HebeiCSW,平均直径约为20 μm)购于广州市升彤贸易有限公司;市售SCW(平均长径比约为24)购于河北省石家庄马跃建材有限公司;PP粉末(型号:085)购于茂名实华东成化工有限公司.
仪器:X射线粉末衍射仪(Ultima IV,XRD)、热场发射扫描电子显微镜(JSM-7001F,SEM)、差示扫描量热仪(Q20,DSC)、热重分析仪(TG209,TG)、微机电子万能测试机(CMT6104)、摆锤式冲击试验机(ZBC7000_C)、热变形维卡软化点测定仪(XRW-300UA)、超声波清洗机(JP-020)、真空抽滤泵(SHZ-DIII)、数显鼓风干燥箱(GZX-9070)、机械搅拌器(JJ-1)、马弗炉(JK-SX2-5-12N)、双螺杆挤出机(KTE-20)、切粒机(HLPA0D7543C)、立式注塑机(KSU-250ST).
1.2 硫酸钙晶须的制备
先将20 mL 0.5 mol/L的(NH4)2SO4溶液分散于20 mL无水乙醇中,再加入20 mL一定浓度的CTAB溶液. 搅拌使其混合均匀,在超声波清洗机中室温下超声30 min. 然后加入20 mL 0.5 mol/L的CaCl2溶液与20 mL无水乙醇的混合溶液,继续超声1 h. 将得到的悬浮液室温下陈化1 h,用无水乙醇反复洗涤、抽滤,100 ℃烘干8 h后得到白色粉末状二水CSW,再将烘干的二水CSW在马弗炉中350 ℃下煅烧4 h得到无水CSW.
1.3 硫酸钙晶须的改性
称取200 g干燥的CSW放入装有机械搅拌器的三颈圆底烧瓶中,将烧瓶置于油浴锅(恒温120 ℃)中,以700 r/min的转速不断搅拌,向烧瓶中缓慢滴加2%(相对于CSW质量)的硅烷偶联剂KH550-乙醇混合溶液. 持续搅拌1 h后将产物于室温下放置4 h使乙醇挥发完全,得到改性的m-CSW. CaSO4粉末和HebeiCSW的改性也采用同样的方法.
1.4 PP/CSW复合材料的制备
分别将不同质量的CSW添加到PP中,使CSW的质量分数分别为5%、10%、15%、20%,混合均匀后由双螺杆挤出机挤出、造粒,温度为175~200 ℃,将挤出的粒料于80 ℃下烘干.
将干燥的粒料加入注塑机中注塑成标准样条,样条的尺寸参照GB/T 17037.1-1997,注塑温度控制在190~200 ℃. 将得到的样条在鼓风干燥箱中80 ℃下退火2 h后自然冷却. 后续对得到的样条进行各项测试.
样品命名:不同CTAB浓度制备的CSW命名格式为CTAB浓度-CSW,如“0.15 mol/L-CSW”;市售硫酸钙晶须命名为HebeiCSW;活化处理的CSW命名格式为m-CTAB浓度-CSW,如“m-0.15 mol/L-CSW”;复合材料的命名格式为PP/填料含量-m-CTAB浓度-CSW,如“PP/5%-m-0.15 mol/L-CSW”.
1.5 复合材料性能测试
采用X射线粉末衍射仪对晶须进行XRD分析. 在玻璃片上称取少量干燥样品,用玻璃片压平,进行XRD测试. 衍射角的范围为5°~90°.
将干燥的CSW分散在无水乙醇中,超声处理20 min,涂在导电胶上,喷金. 用扫描电子显微镜对其表面形貌进行观察.
采用微机电子万能测试机测试样条的拉伸强度(按GB/T 1040-2006标准方法进行,测试速率为50 mm/min)和弯曲模量(按GB/T 9341-2008标准方法进行,测试速率为20 mm/min). 使用摆锤式冲击试验机(ZBC7000_C)测试样品的缺口冲击强度(按GB/T 1843-2008标准方法进行),冲击能量为2.75 J.
使用差示扫描量热仪测量样品的熔融温度和结晶温度. 测试样品质量为3~5 mg,测试温度为40~200 ℃,变温速率为10 ℃/min,测试气氛为氮气. 测试流程为:以10 ℃/min从40 ℃升温至200 ℃,恒温1 min,以消除热历史;然后以10 ℃/min降到40 ℃,恒温1 min,最后以10 ℃/min升温到200 ℃. 取后两段曲线的数据进行分析.
使用热重分析仪表征样品的热稳定性,样品质量为2~5 mg,测试温度为30~800 ℃,升温速率为10 ℃/min,测试气氛为空气.
采用热变形维卡软化点测定仪对样品进行热变形温度的测试,升温速率为120 ℃/h,负荷为8 N.
2 结果与讨论
2.1 晶须的XRD分析
在图1中,在2θ位于25.52°、31.44°、41.00°、48.66°和55.72°的特征峰分别对应于无水CSW的(020)、(210)、(212)、(230)和(232)晶面. 显然,经过350 ℃的煅烧,二水CSW已脱水变为无水CSW. 将得到的无水CSW用于后续的实验.
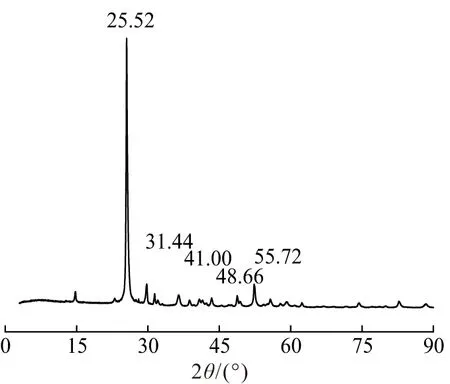
图1 无水CSW的XRD谱
2.2 晶须的形貌分析
由0 mol/L-CSW、0.5 mol/L-CSW、1.0 mol/L-CSW、1.5 mol/L-CSW、2.0 mol/L-CSW的扫描电镜图(图2A~E)和长径比数据(表1)可知,添加低浓度CTAB时,CSW的长度较短,平均长度不超过10 μm,长径比较小. 当CTAB浓度达到1.0 mol/L时,CSW的长径比逐渐增大. 在CTAB浓度为1.5 mol/L时,晶须的平均长径比最大,达到29左右,并且图 2D显示CSW尺寸均匀,平均直径为1.5 μm. 当添加更高浓度的CTAB时,出现部分细短的晶须,整体尺寸分布不均匀,晶须的长径比也有所下降. 说明CTAB作为模板剂,对CSW的长径比具有很显著的调控作用. 图2F是HebeiCSW 的电镜图,其平均直径较大(约为2.5 μm),平均长径比约为24.
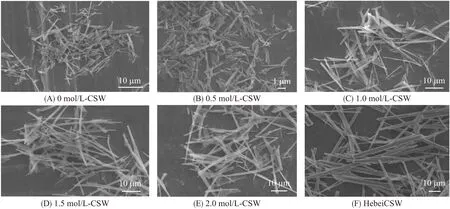
图2 不同CSW样品的电镜图
表1 不同CSW的尺寸
2.3 复合材料力学性能分析
测试不同填料填充PP复合材料的拉伸强度和弯曲模量(图3). PP-HebeiCSW、PP-1.5 mol/L-CSW和PP-m-1.5 mol/L-CSW的拉伸强度均随填料质量分数的增加而增大,PP/CaSO4的拉伸强度相比纯PP的未见提高(图3A). 由于CSW拥有一定的长径比,同时具有高强度的特点,对PP的增强效果比CaSO4粉末的增强效果更好. m-1.5 mol/L-CSW对PP拉伸强度的提高效果最明显,在其填充质量分数为20%时,拉伸强度达到46 MPa,比纯PP的提高了11%. 未活化的1.5 mol/L-CSW对PP拉伸强度的改善效果比HebeiCSW的更好,由于Hebei-CSW的直径大且长度较长,在PP中分散不均匀,并且在相同质量下,细长的1.5 mol/L-CSW数量比HebeiCSW的多,因此1.5 mol/L-CSW对PP拉伸强度的增强效果更好. 活化的m-CSW在PP中分散更均匀,与PP基体结合作用更强,增强效果最好[12]. 不同复合材料的弯曲模量随着填料质量分数的增加不断升高,PP/m-1.5 mol/L-CSW的弯曲模量最大(图3B). PP/m-1.5 mol/L-CSW的冲击强度低于PP/1.5 mol/L-CSW的情况(图3C),可能是过强的界面结合导致材料呈现脆性,使材料的冲击强度下降[13].
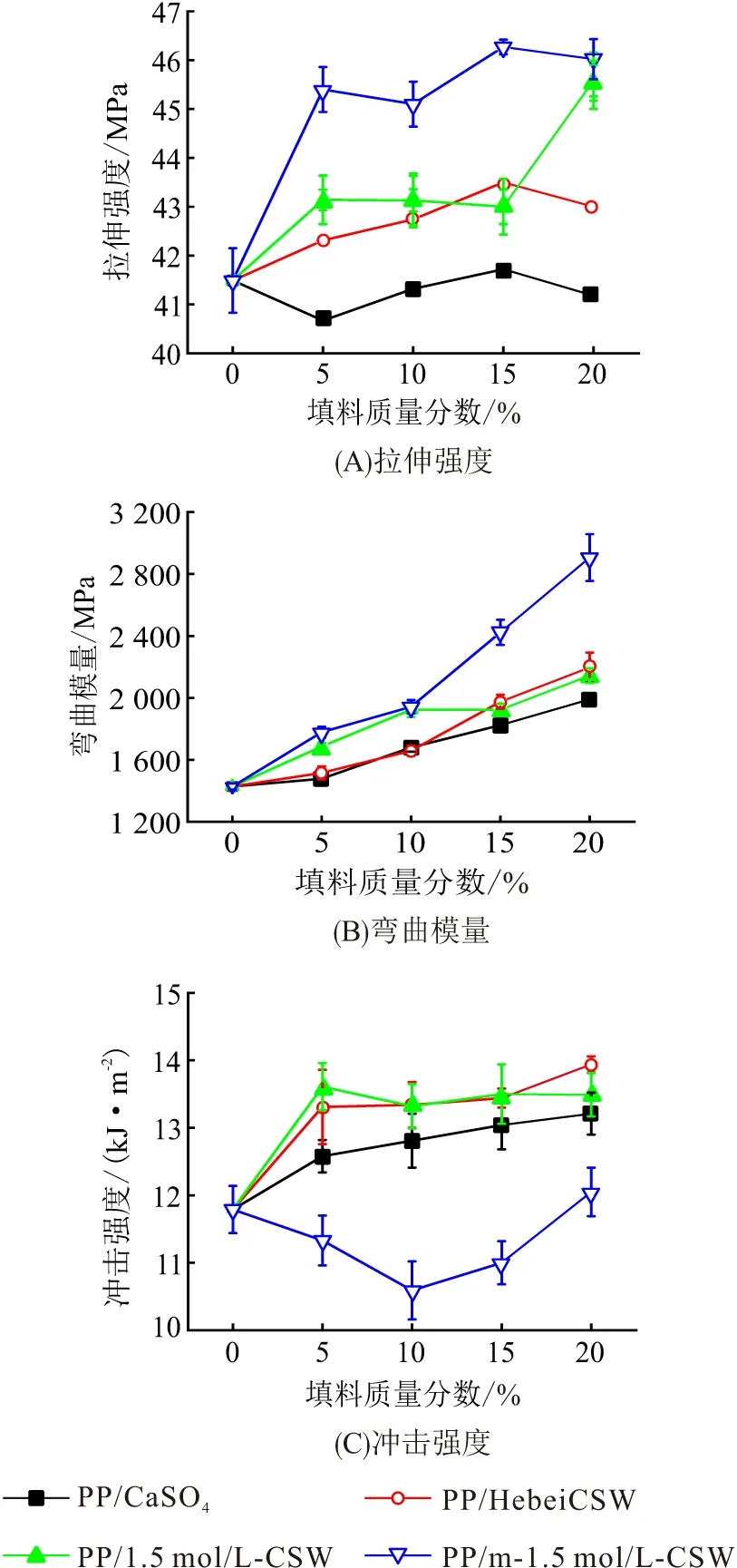
图3 不同填料及其质量分数对复合材料力学性能的影响
Figure 3 The effects of different fillers and contents on mecha-nical properties of the composites
在填充质量分数为5%时,不同长径比m-CSW填充改性PP的力学性能比较如表2所示,长径比大的m-1.5 mol/L-CSW比长径比相对较小的m-2.0 mol/L-CSW对PP的拉伸强度和冲击强度提升作用更显著,但效果都不如m-0.5 mol/L-CSW的情况. 这可能是CSW本身具有高强度、高模量的特征,m-0.5 mol/L-CSW的直径极小(仅0.2 μm),在相同填充质量分数条件下,晶须数量比其他2种晶须的多,导致复合物的强度和模量更大. 晶须直径较大的m-2.0 mol/L-CSW对PP的增韧效果最好,可由钉扎作用机理解释[14],材料的韧性随填充晶须直径的增大而增强.
表2 不同CSW填料对复合材料力学性能的影响
Table 2 The effects of different CSW fillers on mechanical properties of the composites
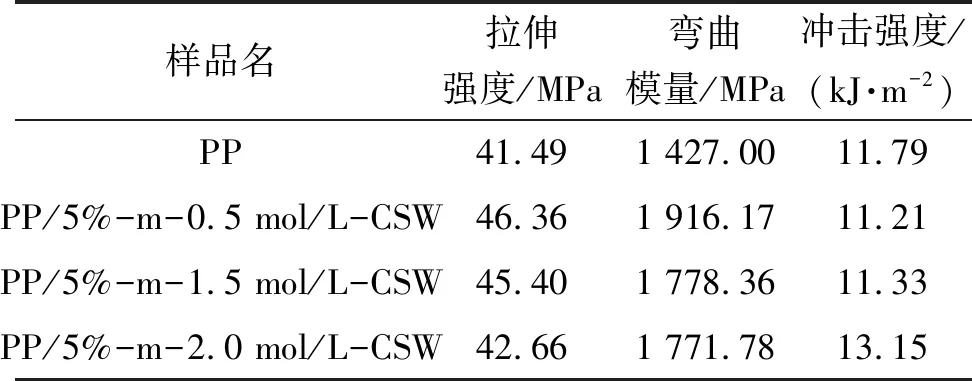
样品名拉伸强度/MPa弯曲模量/MPa冲击强度/(kJ·m-2)PP41.491 427.0011.79PP/5%-m-0.5 mol/L-CSW46.361 916.1711.21PP/5%-m-1.5 mol/L-CSW45.401 778.3611.33PP/5%-m-2.0 mol/L-CSW42.661 771.7813.15
2.4 复合材料的结晶和熔融性质
由不同复合材料的结晶温度(Tc)和熔融温度(Tm)(表3)以及熔融曲线(图4)分析可知,随着CSW填充质量分数的增加,6~9号复合材料的Tm略微降低,Tc则逐渐升高,当晶须填充质量分数达到20%时,Tc升高至121.5 ℃,比纯PP的提高11.8 ℃. 因为在降温过程中,CSW起到了异相成核作用[15],促进了PP的结晶,提高了复合物的结晶温度. 样品3~6的数据表明:自制CSW的Tc比CaSO4粉末和HebeiCSW的更高;直径最小的m-0.5 mol/L-CSW复合材料的Tc达到了120.3 ℃,比其他2种自制的CSW对PP的异相成核作用更大. 在相同填充质量分数条件下,0.5 mol/L-CSW的晶须数量比其他2种晶须多有关,这与前述的结论一致. 样品9和10分别对应于PP/20%-m-1.5 mol/L-CSW和PP/20%-1.5 mol/L-CSW,两者的Tc相差较小. 以上结果说明CSW的加入起到了异相成核剂的作用.
表3 不同复合材料的熔融温度和结晶温度
Table 3 The melting and crystallization temperature of different composites
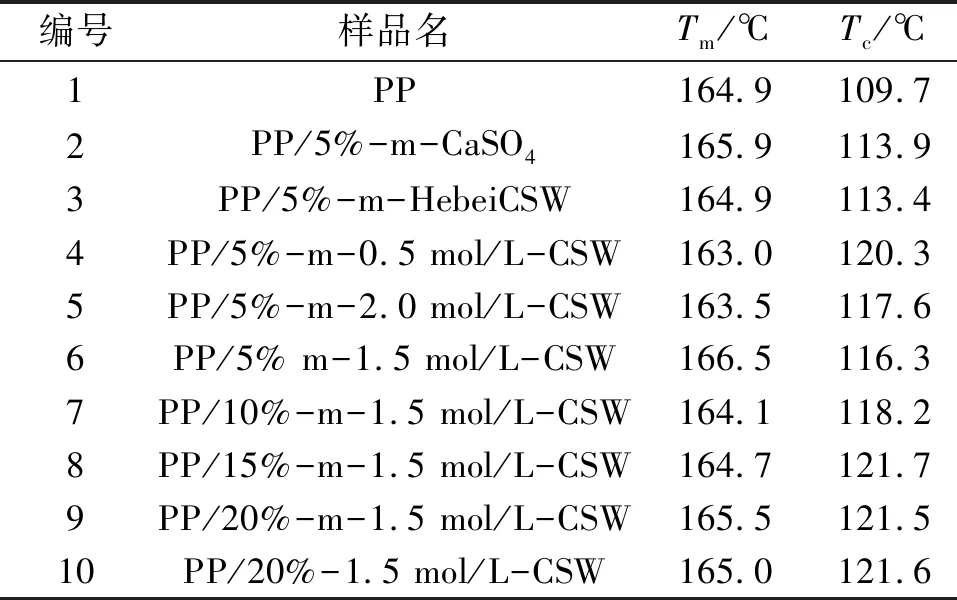
编号样品名Tm/℃Tc/℃1PP164.9109.72PP/5%-m-CaSO4165.9113.93PP/5%-m-HebeiCSW164.9113.44PP/5%-m-0.5 mol/L-CSW163.0120.35PP/5%-m-2.0 mol/L-CSW163.5117.66PP/5% m-1.5 mol/L-CSW166.5116.37PP/10%-m-1.5 mol/L-CSW164.1118.28PP/15%-m-1.5 mol/L-CSW164.7121.79PP/20%-m-1.5 mol/L-CSW165.5121.510PP/20%-1.5 mol/L-CSW165.0121.6
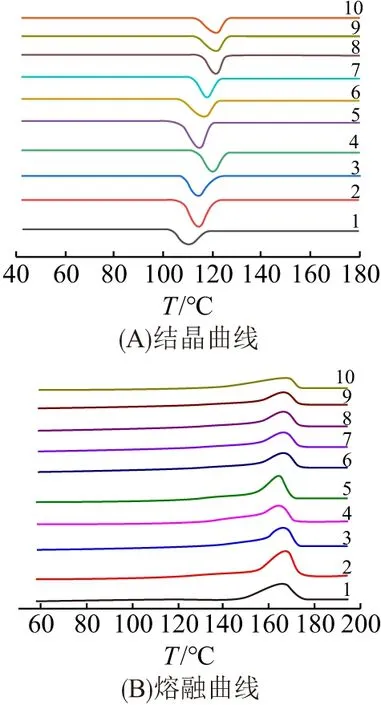
图4 不同复合材料的结晶和熔融温度
Figure 4 The crystallization and melting curves of different composites
注:样品编号同表3.
文献[16]~[18]数据表明:纯PP在通常结晶情况下,有α和β这2种晶型.α晶熔融峰温度为160~165 ℃,而β晶熔融峰温度为150~153 ℃. 从图4可看出,纯PP只有1个熔融峰,温度为164.9 ℃,可判断其为α晶型PP. 在填充CSW之后,既没有出现新的熔融峰,也没有向低温方向移动,只有在165 ℃附近有1个熔融峰. 故可推测填充CSW没有使PP的晶型发生改变.
2.5 填料对PP热稳定性的影响
对复合材料的热重分析曲线(图5A)计算一次微分得到图5B,曲线的峰值对应样品最大分解速率的温度Tr-max. 各个样品的分解50%温度T50%以及Tr-max如表4所示. 无水CSW到800 ℃还未出现分解(图5A).
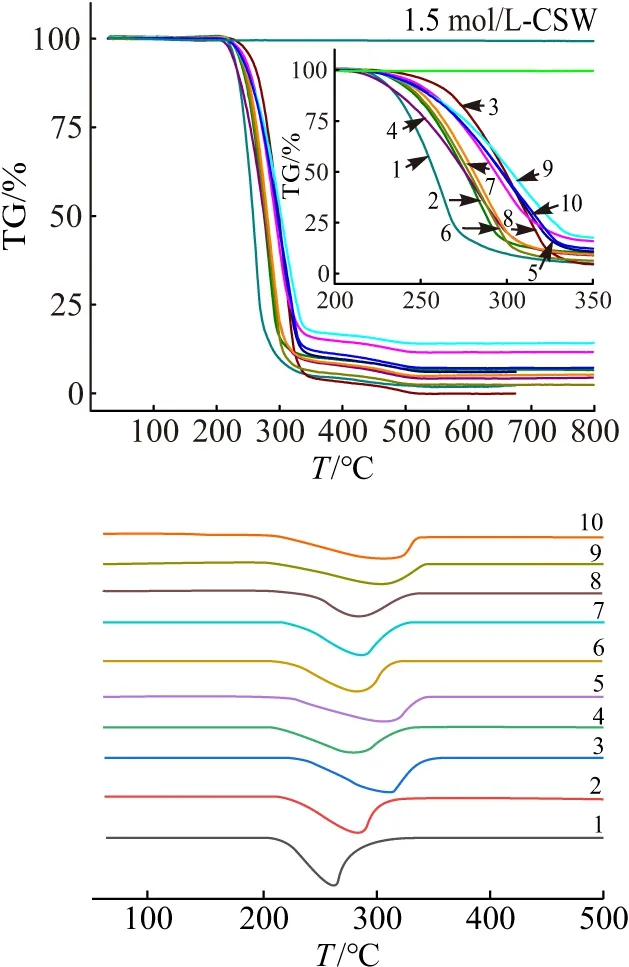
图5 不同复合材料的热重曲线
Figure 5 The thermogravimetric analysis curves of different composites
注:样品编号同表3.
表4 材料分解50%的温度和最大质量损失速率温度
Table 4 The TG data of the 50% decomposition temperature and the maximum weight loss rate temperature
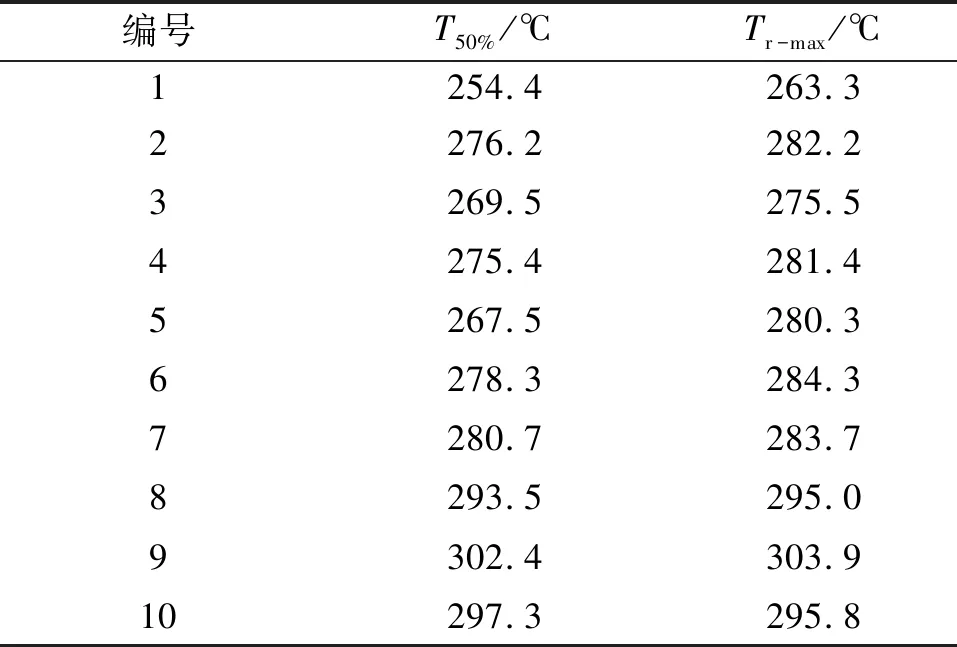
编号T50%/℃Tr-max/℃1254.4263.32276.2282.23269.5275.54275.4281.45267.5280.36278.3284.37280.7283.78293.5295.09302.4303.910297.3295.8
注:样品编号同表3.
样品6~9的数据显示,随着CSW质量分数的增加,对PP的热稳定性有显著的提高,复合材料的热稳定性也逐渐提升,复合材料PP/20%-m-1.5 mol/L-CSW的T50%和Tr-max分别升高至302.4、303.9 ℃,比纯PP的T50%和Tr-max分别升高了48.0、40.6 ℃. 由于晶须在PP中形成纤维网,能有效地阻碍聚合物分子在热状态下的运动[19]. 相比之下,PP/20%-1.5 mol/L-CSW的T50%和Tr-max均较低(分别为297.3、295.8 ℃),这可能与活化有关,与活化的CSW相比,未活化的CSW与基体的相容性差,CSW与基体间有较多空隙,增大了复合材料与氧气的接触面积,导致复合材料稳定性的降低. 4~6号样品的数据显示,3种自制的CSW对复合材料的热稳定性都有提高,但长径比相对较小的m-2.0 mol/L-CSW的提高作用小,可能是其直径较大,与PP基体相容性不够好,且在相同质量分数条件下,晶须数量不如m-1.5 mol/L-CSW的多. m-0.5 mol/L-CSW的促进效果比m-2.0 mol/L-CSW的更好,也是相同的原因.
2.6 填料对PP材料热变形温度的影响
对于不同质量分数的m-CaSO4、m-HebeiCSW和m-1.5 mol/L-CSW填充PP复合材料,测试其热变形温度结果见图6. 3种填料都能提高复合材料的热变形温度,随着填料质量分数的增加,热变形温度越高,因为活化的CSW在PP基体中分散均匀,复合材料内部结构较完善,同时,CSW传热系数较低,致使热变形温度升高[20],其中,PP/m-1.5 mol/L-CSW的热变形温度最高,在m-1.5 mol/L-CSW质量分数为20%时,其热变形温度达到124.3 ℃,比纯PP 的提高了25.5 ℃. 3种不同长径比的CSW对材料耐热性的改善效果差异小(表5). 未活化的晶须改善效果不如活化的晶须,因为活化的CSW在PP中分散更均匀,形成稳固的网络结构,能有效地防止大分子链的相对滑移[21].
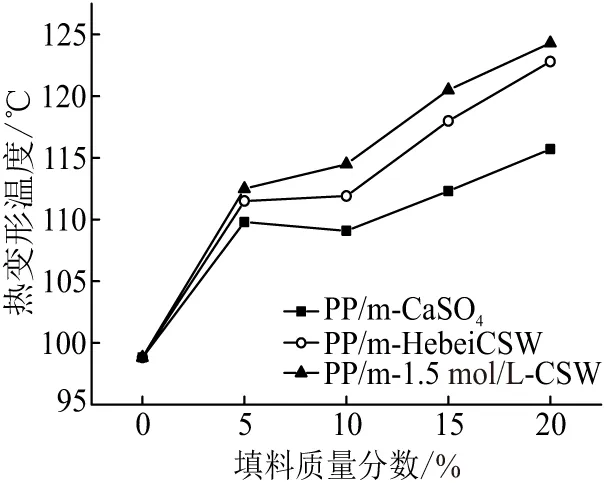
图6 复合材料的热变形温度
表5 不同长径比复合材料的热变形温度
Table 5 The heat distortion temperature of composites with different length-diameter ratios
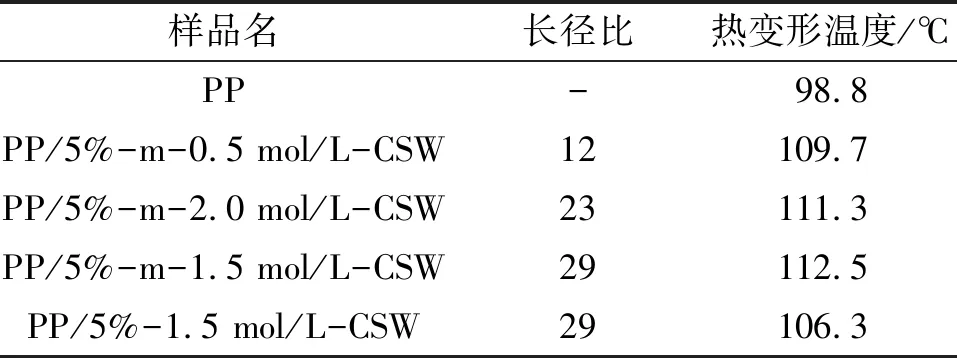
样品名长径比热变形温度/℃PP-98.8PP/5%-m-0.5 mol/L-CSW12109.7PP/5%-m-2.0 mol/L-CSW23111.3PP/5%-m-1.5 mol/L-CSW29112.5PP/5%-1.5 mol/L-CSW29106.3
3 结论
在不同反应条件下制备了不同长径比的硫酸钙晶须(CSW),利用硅烷偶联剂KH550(相对于CSW质量的2%)在110 ℃下对聚丙烯(PP)进行干法改性,研究了反应条件对PP力学性能的影响. 结果表明:CaSO4晶须对PP的综合改性效果比普通CaSO4粉末的好,自制的CSW改性效果比市售CSW的好,活化的CSW比未活化的CSW改性效果好. 例如:复合材料PP/20%-m-1.5 mol/L-CSW的拉伸强度、弯曲模量分别比纯PP的提高了11%、104%. CSW的长径比对PP的拉伸强度和弯曲模量的提升效果差异较小.
CSW的加入可以起到异相成核的作用,但不会引起PP晶型的变化,随着CSW质量分数的增加,复合材料Tc逐渐升高. 例如,复合材料PP/20% m-1.5 mol/L-CSW的结晶温度为121.5 ℃,比纯PP的提高了11.8 ℃. 自制的3种CSW比普通CaSO4粉末和市售 CSW对PP的异相成核作用更明显.
热重分析和热变形温度测试结果表明:CSW的加入对PP的热稳定性和耐热性均有明显改善,且随着CSW质量分数的增加,其改善效果越显著. 此外,活化CSW比未活化CSW的改性效果更好.
