变速器主箱齿轮打齿分析
2020-04-15麻进斗
麻进斗
(中国重汽集团大同齿轮有限公司,山西 大同 037305)
引言
变速器是汽车三大件之一,用于改变汽车传动比、运行方向及设置空挡。中国重汽集团大同齿轮有限公司设计生产的变速器为中重型商用车变速器,可匹配各类轻中重型矿用车、工程车、牵引车等,其主箱双中间轴副箱行星机构结构承载力高质量可靠得到重汽、东风、福田等国内多家主流主机厂的认可深受用户青睐。但是由于重型商用车使用路况复杂、工况恶劣,用户操作不当,重载状态下变速器负荷大,主副轴齿轮疲劳强度不足磨损打齿,造成变速器异响客户抱怨。故对重点区域的售后数据进行梳理及反馈失效件的分析,确定故障原因并进行改进优化。
1 市场分析
从打齿故障发生的里程分析,5 000~50 000 km 的故障约占总故障比例的77%。变速箱打齿磨损故障随里程的增加呈上升趋势,如图1 所示。对于5 000 km 内的初期故障,重点对零件符合性、装配过程控制进行检验分析,对于大于5 000 km 的故障收集失效件进行故障分析[1]。
从故障区域分析,变速箱主要故障集中在山西、内蒙、宁夏地区,占总故障频次的60%以上,上述地区以自卸车为主,主要是用于坑口煤炭及矿石运输如图2 所示。
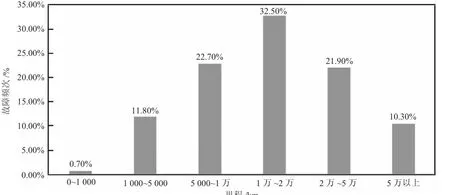
图1 磨损打齿故障里程分布

图2 磨损打齿区域分布
2 故障件特效失效分析
从对内蒙山西矿区反回的大量失效件分析,可分为四种故障形态。详见表1
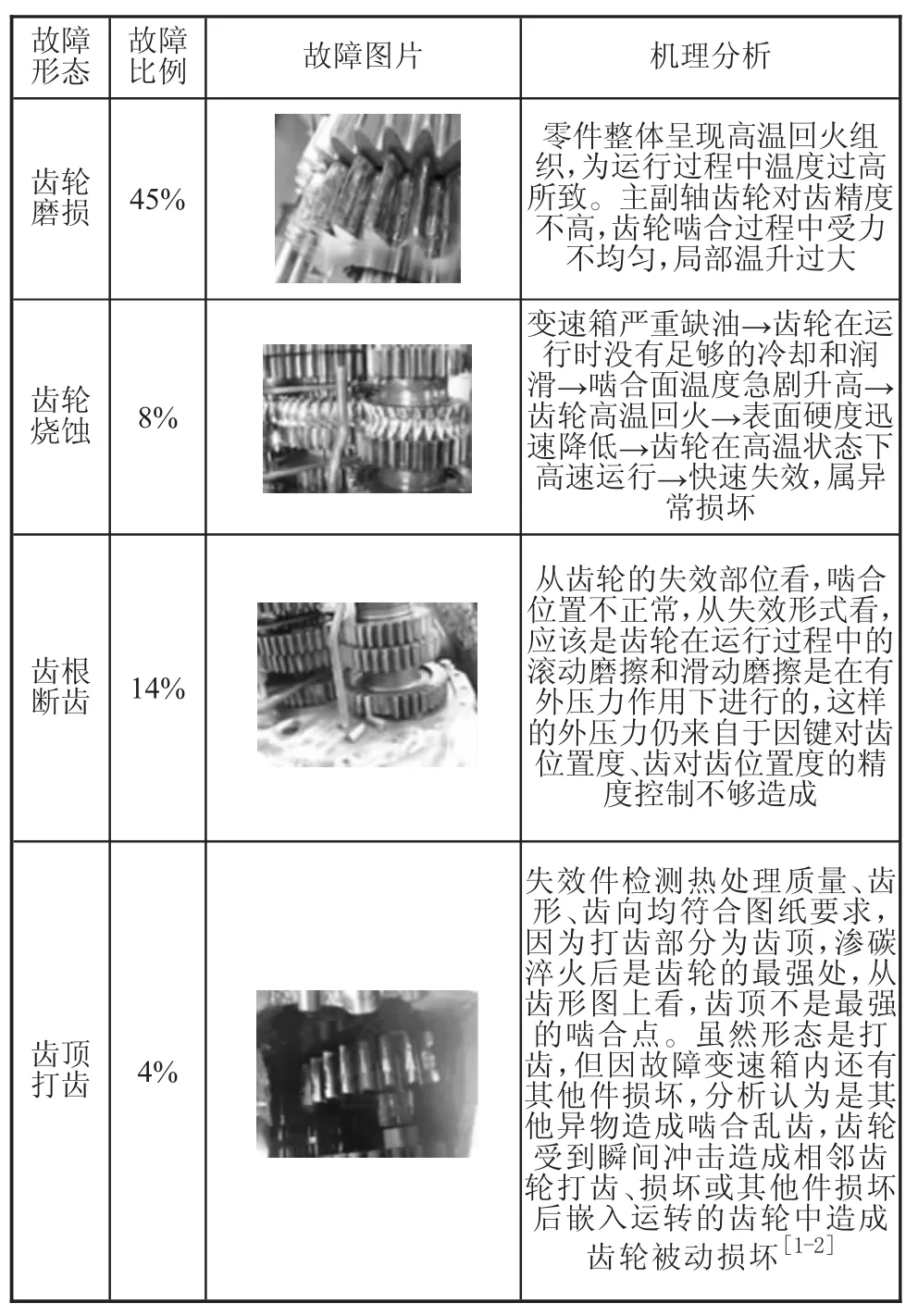
表1 失效模式分析
在故障齿轮的分析、检测中未发现有材料、热处理方面的缺陷,通过对现生产情况的检验和分析,发现副轴及副轴齿轮存在齿对齿位置度、键对齿位置度超差的现象,压装过程的装配工艺也会造成总成的位置度超差,分析认为该问题为打齿及磨损故障的主要诱因。也就是说因键对齿位置度、齿对齿位置度的精度控制不够,故障变速箱运行时,双中间轴其中一个中间轴承担了0.6~0.7 倍的扭矩,导致了变速器寿命的缩短。如表2 所示[2]。
综上所述,缺油造成的磨损完全可以避免。对齿精度差的问题,可以通过加工工装检具以及装配工艺进行保证优化。
3 结论
HW 双中间轴结构变速器齿轮打齿、磨损的主要影响因素为对齿精度、齿轮的齿形齿向和齿轮强度,针对这几个因素应着重从加工控制、总成装配调整方面进行控制,提升变速器品质,增强核心竞争力。
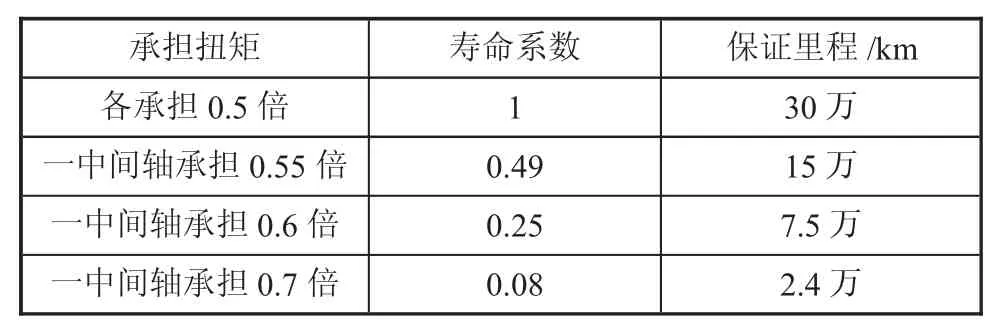
表2 承担的扭矩对变速器寿命影响