发动机短舱平移门后部锁区域修理方案优化设计
2020-04-12蔡长海阎超胡诗奇苗广原赵海洋
蔡长海 阎超 胡诗奇 苗广原 赵海洋
摘要:V2500发动机短舱平移门组件中的金屬胶接铝合金蜂窝夹芯结构在温度高、振动大和腐蚀性强的环境中长期服役,容易出现结构损伤,平移门后部锁区域的损伤尤甚。根据波音结构修理手册和古德里奇公司SRM手册相关信息,结合通用的金属胶接修理原则,优化设计了V2500发动机短舱平移门组件后部锁区域框式加强板的胶接修理方案,提高了部件维修能力,既能满足了生产需求,又获得了丰厚的经济效益。
关键词:平移门组件;金属胶接;蜂窝夹芯结构;框式加强板胶接修理
Keywords: translating sleeve components;metal bonding;honeycomb sandwich structure;frame reinforcement bonding repair
0 引言
金属胶接在飞机结构上的应用始于20世纪40年代,起初用于蒙皮与桁条的连接,后来主要应用于蜂窝夹层结构和泡沫夹层结构[1]。V2500发动机短舱平移门组件由铝合金蜂窝夹芯结构复合材料制成,是典型的金属胶接结构[2-3]。其中,短舱平移门后部锁区域受高温、振动等恶劣服役环境影响,以及部件设计缺陷及维护等原因,经常出现损伤,损伤的形式为脱胶、鼓包等,如图1所示[4-5]。
1 修理现状及存在问题
V2500发动机SRM手册中针对此平移门铝合金蜂窝夹芯结构损伤提供的典型修理方案是湿粘接临时修理方案,厂家的设计思路是满足在位修理的需求,保障飞机的适航性要求,快速完成结构修理工作[3]。手册中典型的湿粘接临时修理方案见图2~图5[6-7]。
湿粘接临时修理设计方案存在如下问题:
1)该修理为湿粘接修理,适用面积较小,对位置和尺寸的限定非常严格,常见的损伤往往超过此损伤限制,导致施工无法进行。
2)该修理使用的是拉铆钉安装修理加强板,是对原有结构的一种破坏。
3)该修理采用实芯铝板进行加强修理,会产生消音面积的损失,不符合环保要求。
4)该修理为临时修理方案,需要在6000飞行小时、4500飞行循环或20个月(先发生为准)对修理区域进行详细目视检查,确保无紧固件缺失或者脱胶缺陷;并在12000飞行小时、9000飞行循环或40个月(先发生为准)之前对临时修理进行永久修理或者更换部件[6]。
2 平移门后部锁区域修理方案的优化设计
鉴于以上对V2500发动机短舱平移门后部锁区域典型湿粘接修理方案存在的诸多问题,需要对修理方案进行优化设计。通过调查研究,决定采用金属胶接的修理方式对损伤区域进行修理。
根据波音SRM结构修理手册标准施工章节51-70-10 和V2500SRM典型金属胶接修理程序,设计此金属胶接修理方案[1,6]。
1)去除损伤并对部件进行清洁和除湿工作,如图6所示。
2)选用与原始蒙皮相同或等效的合金材料和热处理方法制作修理加强板和修理填片。此次修理选用与原始材料相同且热处理状态一致的2024T30.025in厚非包铝铝蒙皮进行打孔处理,作为修理填片。查阅V2500SRM典型修理71可知,损伤同样为2024T30.025in厚的铝蒙皮,修理加强板应选择0.032in厚实心铝蒙皮。为了确保维修质量,此处修理加强板选择0.032in厚实心铝蒙皮,加强板厚度也符合波音公司金属标准施工对于加强板厚度的要求。
3)使用与原始蜂窝芯材料相同的波音规格(BMS)材料或等效的材料或更高密度的蜂窝芯材料制作新的蜂窝插块,替代损伤的蜂窝芯。加工或打磨蜂窝插块,使其与邻近的蜂窝芯平齐。
4)准备配合表面以进行粘接。清洁未施加底漆的填片和补片表面。清洁铝蜂窝修理蜂窝芯。确保除去所有不需要的材料。准备蜂窝芯配合表面。选用Boegel EP-II(AC-130)表面处理程序。按照Boeing 737-800 SRM 51-70-10修理通用段落14 - Boegel EP-II(AC-130)表面处理程序,对修理填片、加强板和修理区域(包括打孔蒙皮和实心蒙皮)进行表面处理[10]。
5)粘接剂底漆在粘接表面上的应用。BR-6747-1粘接底漆应风干60min,然后用烘箱或加热灯在250℉±10℉时干燥60~90min。粘接底漆必须在Boegel表面处理程序执行后24h内施加,如图7、图8、图9所示。
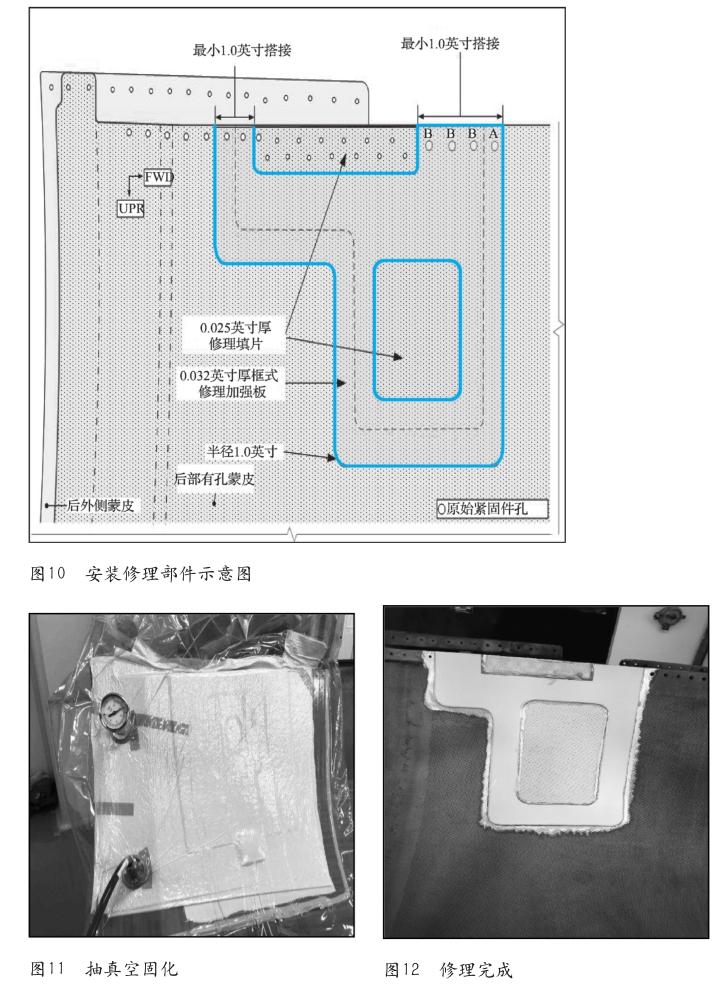
6)安装修理部件。安装胶膜,修理蜂窝,修理填片和加强板在位,确认所有已安装的修理件已正确成形并配合在位,如图10所示。
7)参考V2500A1/A5 NSRM 54-02-00修理004,为修理区域准备并安装真空袋、热电偶和加热毯。施加22~26英寸-汞柱的真空度。使用加热毯在340℉~360℉固化修理60~80min。固化后从修理区域取下真空袋材料、热电偶和加热毯,并去除多余的粘接剂。敲击检查修理区域,确认无脱胶,如图11、图12所示。
8)在修理加强板上安装铆钉并密封边缘。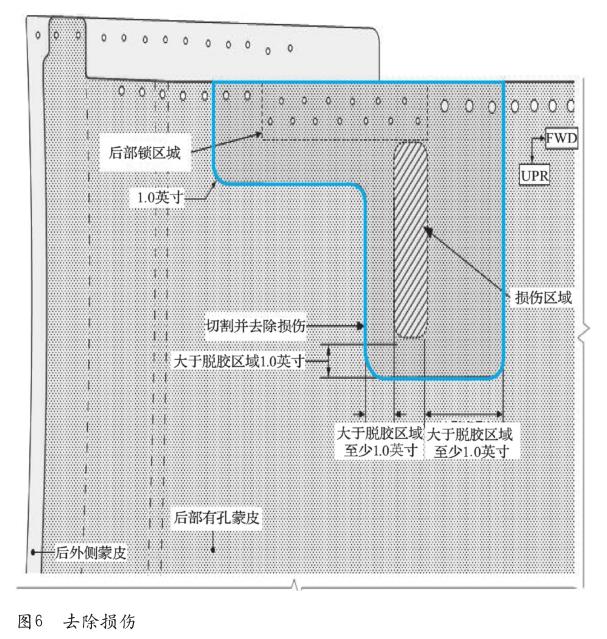
3 优化后方案的特点
通过设计平移门后部锁区域框式加强金属胶接修理方案,提高了部件的维修质量,减少了消音区域的损失,更加符合生产实际需求[11-13]。发动机短舱平移门后部锁区域采用金属胶接修理方案的优点如下:
1)金属胶接方案为永久性修理方案,无需进行间隔检查和后续修理工作。
2)金属胶接方案减少了湿粘接修理方案中安装紧固件的数量,减少了对原有结构的损伤。
3)金属胶接方案为框式加强板粘接方案,可以恢复部分消音面积,减少部件消音面积的损失。
4)以实验为指导选择适合的搭接尺寸和表面处理程序,经实验验证,粘接质量良好,可以恢复部件的使用性能。
5)对优化修理后的胶接部件进行敲击测试、试片实验验证和部件装机检查等粘接质量校验工作,发现修理状态良好,无脱胶情况[13-15]。
4 结束语
中国南方航空集团公司沈阳维修基地在空客A320系列飞机V2500发动机短舱平移门组件修理工作中已取得突破,金属复合材料胶接的技术攻关取得了良好的成绩,逐步积累起相关复合材料维修经验,可为今后的飞机维修实际工作提供参考。
参考文献
[1] Boeing 737-800 STRUCTURAL REPAIR MANUAL CHAPTER 51-70-10 Revision No. 66 [Z]. 2019,3,10.
[2] 李志歆,张治富,高赛. 国产大飞机复合材料维修能力探究分析 [J]. 航空维修与工程,2019,333(3):30-32.
[3] 李志歆,卢伟达,高赛,等. Outer Barrel Partial Lost Restoration of Translating Sleeve for V2500 Engine Thrust Reverse V2500发动机反推平移门外筒局部缺失修复 [J]. 航空维修与工程,2018,321(3):52-54.
[4] 王贺平. V2500发动机反推平移罩分段线区域结构损伤浅析 [J]. 航空维修与工程,2016,301(7):82-84,85.
[5] 刘小青,张守臣,邱运朋,等. V2500发动机反推复合材料结构修理粘接工艺质量验证 [J]. 航空维修与工程,2018,321(3):54-56.
[6] V2500 Nacelle Structural Repair Manual Publication Reference:(RDN 600) Revision 38 [Z]. 2019,2,1.
[7] V2500 A1 and A5 Thrust Reverser Component Maintenance Manual(RDN 607) Revision No. 39 [Z]. 22019,2,1.
[8] 王晓春. 金属飞机结构的胶接修理技术研究 [D]. 南京:南京航空航天大学,2008.
[9] 游敏. 金属结构胶接 [M]. 武汉:武汉水利大学出版社,2000.
[10] 阎超,王哲峰,邱运朋,等.磷酸阳极化工艺对铝合金粘接质量的影响 [J]. 机械工程与自动化,2019(2).
[11] 赵海洋,刘学凯,阎超,等. V2500发动机反推C涵道局部有孔蒙皮更换方案设计 [J]. 航空维修与工程,2019,341(11):85-87.
[12] 张小波,王威,赵海洋,等.V2500发动机反推格栅典型损伤修理技术研究 [J].航空维修与工程,2018,321(3):57-59.
[13] Yeh H Y. Mixed Mode Fracture Analysis of the Lap Shear Specimen Test Per ASTM D1002 [J]. Journal of Reinforced Plastics & Composites,2005,24(8):839-853.
[14] 白尨,劉月平. 复合材料胶接结构技术问题及合格审定考虑 [J]. 燃气涡轮试验与研究,2015,(2):57-62.
[15] 郑祥明,王维斌,史耀武. 胶接接头的耐久性及其无损评价 [J]. 甘肃工业大学学报,2002(4):48-52.
作者简介
蔡长海,资深高级工程师,从事复合材料维修技术研究工作。