Zr65Al7.5Ni10Cu17.5非晶合金激光熔凝的热效应模拟
2020-04-10葛亚琼
陈 星,葛亚琼
(太原科技大学 材料科学与工程学院,太原 030024)
引 言
块体非晶合金有着优异的力学性能、良好的物理、化学、电化学性能及良好的加工性能等,可应用于航空航天、精密机械制造、生物医学等诸多领域,但其传统制备方法——如铜模铸造法、喷射吸铸法等有着明显的尺寸缺陷,限制了非晶合金应用的发展。因此,寻找能够突破尺寸限制的制备方法,是研究块体非晶合金的一个重要课题[1]。
激光增材制造技术有着快速升温-冷却的特点,满足了非晶态组织产生的外部条件,这为探索块体非晶合金的制备方法提供了新思路。YE等人[2]制备了具有高非晶相体积分数且无裂纹的 Zr65Al10Ni10Cu15块体非晶合金复合材料。PAULY等人[3]通过激光选区熔化(selective laser melting,SLM)技术制备了具有复杂几何结构的Fe74Mo4P10C7.5B2.5Si2块体非晶合金。随后,JUNG等人[4]研究了SLM工艺参量对微观组织演变和材料热、磁性能的影响。LI等人[5]利用优化后的线扩散函数(line spread function,LSF)技术成功制备出了尺寸达∅35mm×5mm的致密Zr52.5Ti5Cu17.9Ni14.6Al10块体非晶合金齿轮零件。ZHANG等人[6]研究了不同粒度粉末在LSF中的晶化规律。晶化率是目前激光增材制备块体非晶合金的主要研究内容之一,在块体非晶的制备过程中,复杂的热历史和热影响区结构弛豫的累积是导致晶化率上升的主要原因[7]。
激光熔凝作为激光增材制造的基础过程,有着与其相似的热循环过程,因此研究激光熔凝Zr65Al7.5Ni10Cu17.5(以下简称Zr65)非晶合金,对探究激光增材制备过程Zr65非晶合金中的热效应、晶化规律以及组织演变规律有着重要的意义。而激光熔凝Zr65非晶合金的过程中,高能量激光的高升温和冷却速率,使得熔池存在时间很短且尺寸很小,无法在实验中直接观测[8]。本文中选用数值模拟的方法对激光增材制备的基础过程-激光快速熔凝Zr65非晶合金的温度场进行模拟[9-10],分析激光单点熔凝和单道熔凝非晶合金过程中的温度场变化,计算熔池和热影响区的冷却速率,探讨激光熔凝非晶合金过程中不同部位的晶化问题。
1 数值模拟过程
本文中设计了激光单点熔凝Zr65非晶合金和激光单道熔凝Zr65非晶合金两个模拟实验。分析激光单点和单道熔凝非晶合金过程中熔池和热影响区的热历史和组织变化。重点模拟了在单道熔凝过程中,后置位的熔池成形对先置位熔池和热影响区的热效应,研究再升温引起的非晶合金的晶化效应。
为了方便模拟计算,在一定程度上对模型提出以下假设:(1)假设材料为各向同性;(2)忽略熔池流体的流动作用;(3)忽略材料的汽化作用;(4)忽略材料相变潜热。
模型的建立如下。激光功率P=3200W,光斑直径D=3mm,对流换热加载在除激光辐照面的其余表面上。对于单点熔凝实验,模拟总时长为1s,热源加载3ms,然后自然空冷。对于单道熔凝实验,模拟总时长为6s,激光扫描速率v=180mm/min,激光行走18mm。
1.1 几何模型建立和参量选择
图1是用DesignModeler软件建立的有限元模型。几何尺寸为50mm×20mm×5mm,越靠近热源位置的网格越细。模拟计算采用的Zr65非晶合金材料性能如表1所示[11]。
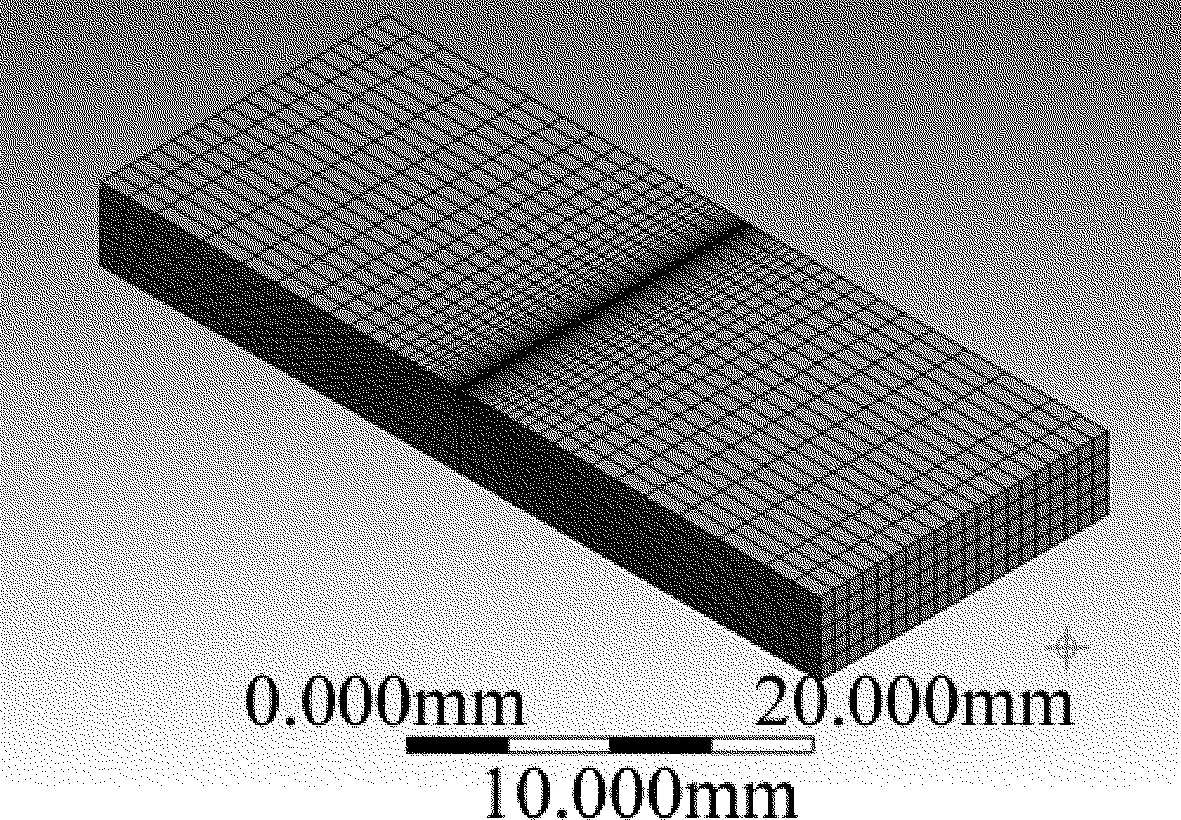
Fig.1 Finite element model

Table 1 Material property parameters of amorphous alloys
1.2 热源模型
采用高斯热源模型,材料表面激光辐照的功率密度为[12]:
(1)
式中,P为入射激光功率,w为高斯形式的光束半径,r为其余点离加热斑点中心的距离。
材料表面受激光辐照处的温度分布为[13]:

(2)
式中,κ为传导率,ρ为材料密度,c为材料比热容,T为温度,t为时间,Q为加热速率。
2 模拟结果的分析讨论
2.1 激光单点熔凝模拟
图2是激光单点熔凝Zr65合金分别在3ms(见图2a)和4ms(见图2b)的温度场。可以看出,受激光光斑中心辐照区的温度最高,距离光斑中心越远,温度越低;在激光辐照3ms时,材料表面中心最高温度达到2210.05K;4ms时,由于在3ms时激光已停止辐照,材料表面温度开始迅速下降。以升温速率为10K/s的Zr65非晶合金的组织转变温度作参考[14],将峰值温度高于Tm的区域定义为熔池,峰值温度在Tm和Tg之间的区域定义为热影响区,峰值温度低于Tg的区域定义为热稳定区,激光单点熔凝实验中,熔池宽为3.17mm,熔深为0.24mm。

Fig.2 Simulation of temperature distribution of Zr65 amorphous alloy by laser single point melting at different time
a—after 3ms irradiation b—after 4ms irradiation
选取了图2a中A,B和C3点绘制激光单点熔凝过程的温度-时间曲线(见图3),A点和B点位于熔池,C点位于热影响区。图中可知,越靠近激光光斑中心的位置,升降温速率越高。计算得A点从Tm到Tg的平均冷却速率为6.5×104K/s,B点的平均冷却速率为6.3×104K/s,C点的平均冷却速率为1.4×104K/s。Zr65非晶合金的临界冷却速率为1.5K/s,铜模铸造时合金的中心平均冷却速率为2×103K/s[15],故A,B,C3点的冷却速率远大于铜模铸造冷却速率和Zr65非晶合金的临界冷却速率,所以在激光单点熔凝非晶合金时,热影响区可能会避免晶化。
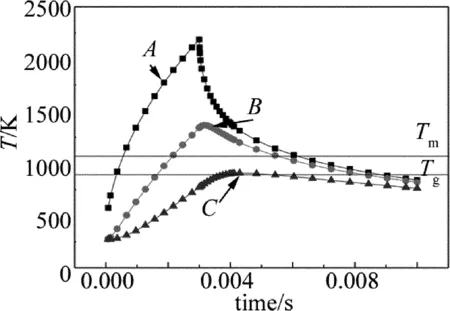
Fig.3 Time-temperature curves at A, B and C shown in Fig. 2a
由于熔池侧面和下方的散热条件不同,导致熔池侧边和熔池底部的冷却速率产生一定的差异。图4为熔池下方和熔池侧方的热影响区的温度-时间曲线。

Fig.4 Temperature-time curves of side and bottom of molten pool with the same peak temperature of 777K
选取峰值温度均为777K的两点进行比较。可以看出,熔池侧边的平均冷却速率为1.2×105K/s,而在熔池正下方的冷却速率为4.3×104K/s。熔池侧边的冷却速率明显高过熔池下方的冷却速率,所以熔池侧边的晶化程度相对熔池下方应该要小一些。
2.2 激光单道熔凝模拟
图5为激光辐照2s后的纵截面温度云图。中心温度达到2256.65K,周围温度依次降低,温度曲线为椭圆状。图6显示了激光辐照2s后的横截面温度云图。激光单道熔凝中熔宽5.34mm,熔深1.98mm。
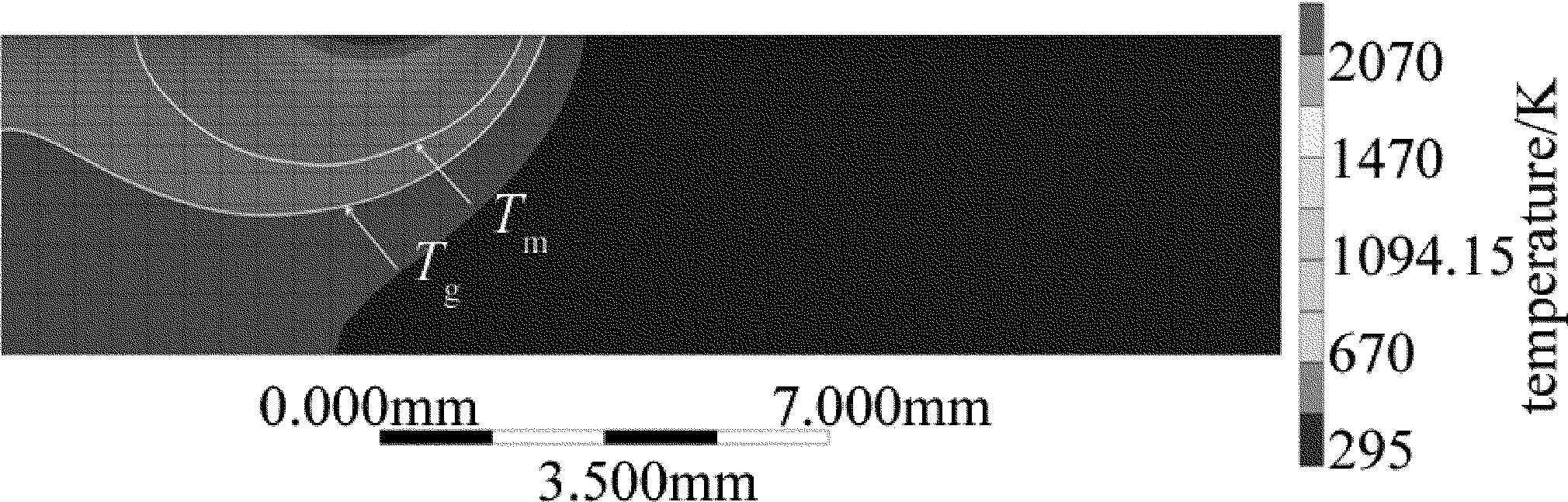
Fig.5 Temperature profile of longitudinal section after 2s laser irradiation
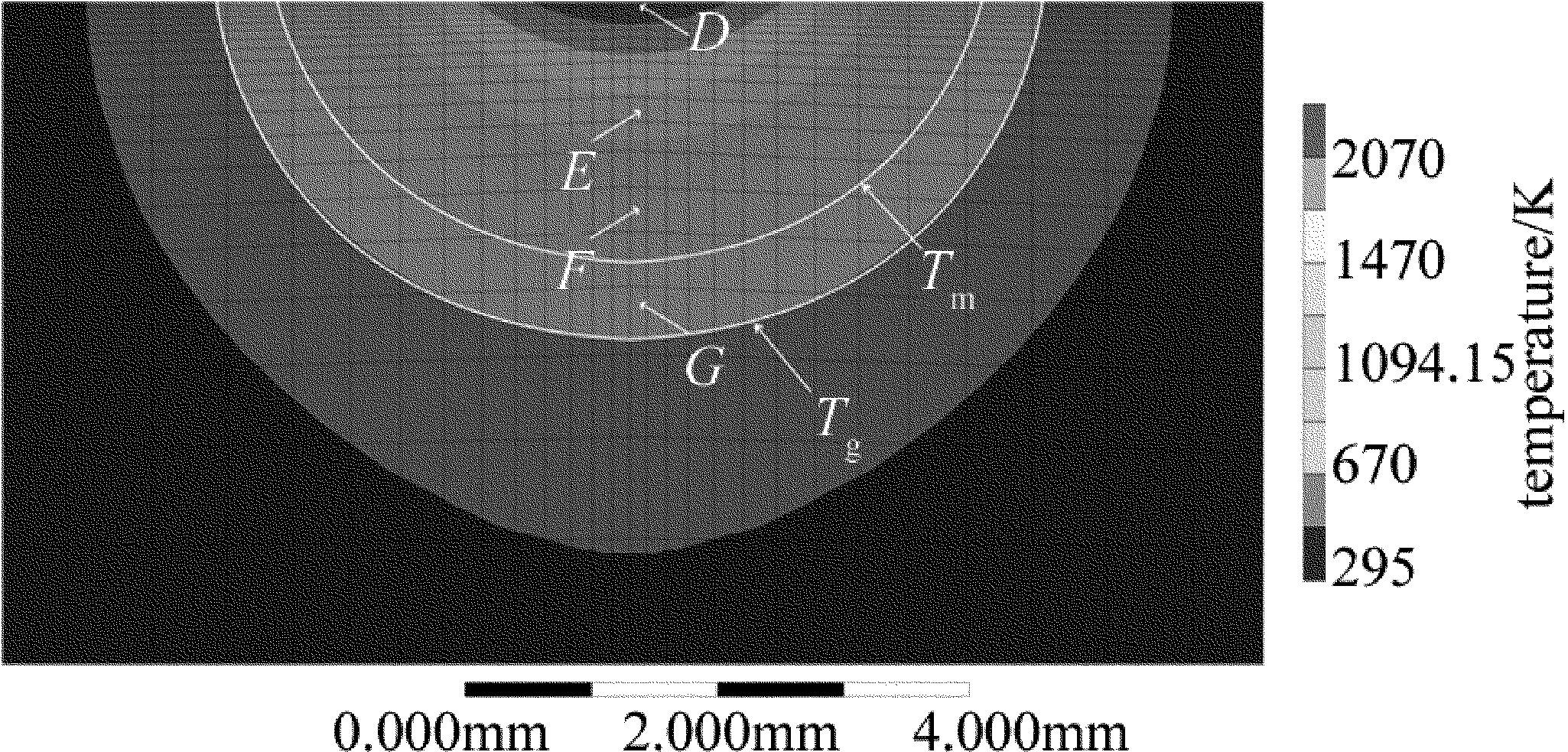
Fig.6 Cross section temperature cloud map after 2s laser irradiation
图7是图6中E,D,F和G4个点的温度变化曲线图。E点、D点和F点位于熔池,G点位于热影响区。E点的平均冷却速率为2.75×102K/s,D点的平均冷却速率为2.65×102K/s,F点的平均冷却速率为2.11×102K/s,G点的平均冷却速率为74K/s。可以看出,无论是熔池还是热影响区,其冷却速率远低于单点熔凝的冷却速率,略高于Zr65非晶合金的临界冷却速率。当温度降到Tm以下时,熔融态的非晶合金转为过冷液相,过冷液相会在出现显著晶化之前产生初生相或利于晶化的结构弛豫[16-18],由于冷却速率较低,非晶合金在过冷液相转变为非晶态的时间较长,产生了较多的初生相和结构弛豫,导致更多晶化相的产生。在峰值温度高于Tg低于Tm的热影响区,升温过程中产生的结构弛豫无法被破坏[19-20],在冷却的过程中,与新的弛豫累加起来,导致更严重的晶化倾向。因此热影响区更易产生晶化。
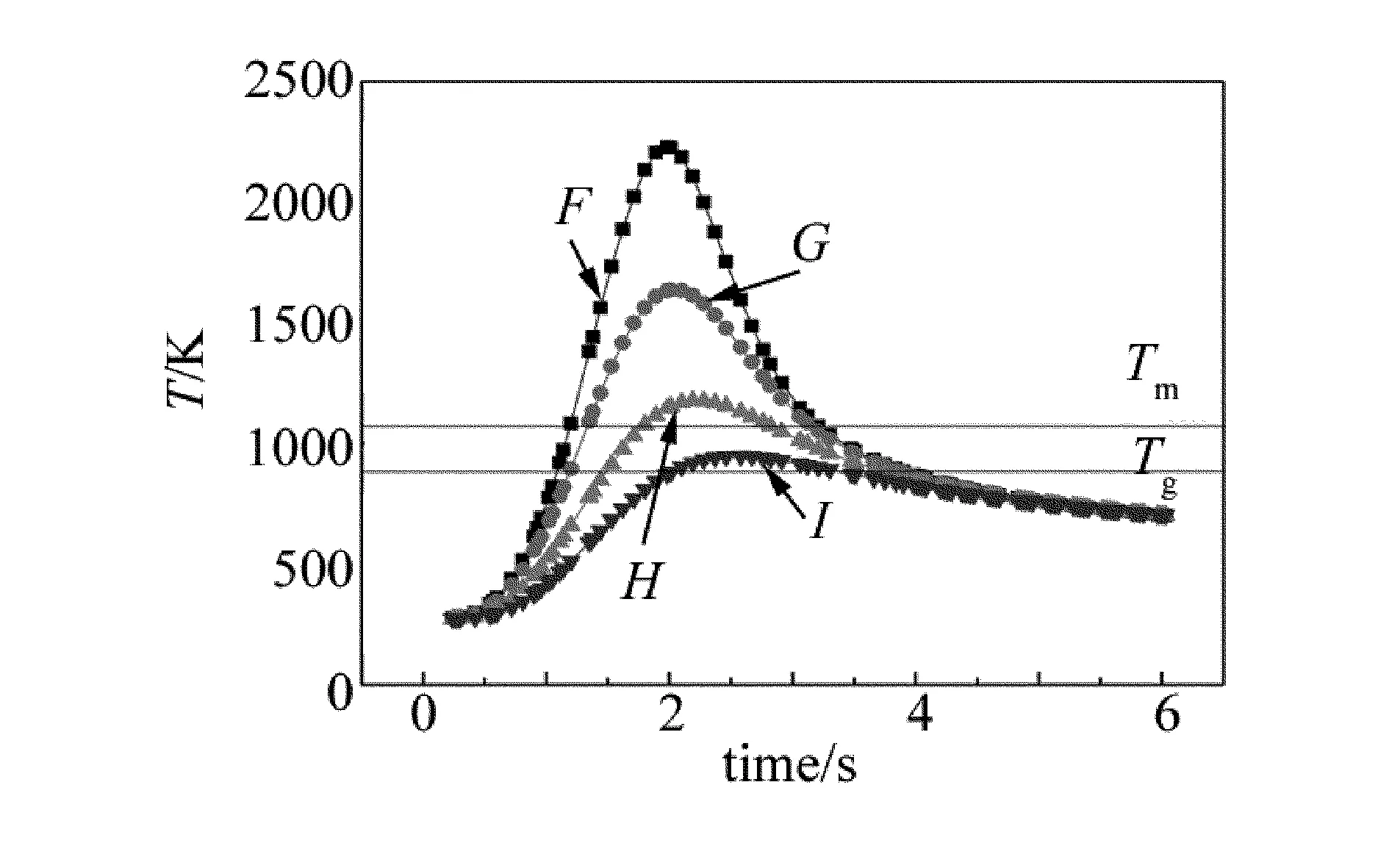
Fig.7 Time-temperature curves at E,D,F and G shown in Fig.6
3 结 论
(1)激光单点熔凝模拟实验中,熔池的冷却速率为6.3×104K/s,热影响区为1.4×104K/s,都远高于铜模铸造法的冷却速率2×103K/s,也都远高于Zr65非晶合金的临界冷却速率1.5K/s,热影响区在过冷液相区停留时间短,难以生成稳定长大的晶核和结构的弛豫。因此,理论上激光单点熔凝可以制备出无晶化的高纯度非晶合金。
(2)激光单点熔凝非晶合金过程中,熔池下方的冷却速率4.3×104K/s,小于熔池侧边的冷却速率1.2×105K/s,因此熔池侧边相比下方更难发生晶化。
(3)激光单道熔凝非晶合金过程中,熔池冷却速率为2.11×102K/s,热影响区冷却速率为74K/s,都小于铜模铸造法冷却速率。热影响区在过冷液相存在时间较长,可能会形成晶核并生长,复杂的热历史又会导致结构弛豫的累积,从而发生晶化。
