广东省D市花生油小作坊食品安全监管研究
2020-04-08赖君智
赖君智
摘 要:本文通过总结分析文献的方式,结合广东省D市小作坊生产花生油的现状,对食品安全监管方案展开研究。本文对花生油小作坊黄曲霉毒素防治难点进行分析,总结出难点集中在原料管控难、加工脱毒难和成品检测难3点。针对这些防治难点提出3个监管审查重点,分别是原料采购监管、仓储监管和精炼加工监管,以期对减少D市小作坊花生油黄曲霉毒素污染及总体的食品安全监管提供参考。
关键词:小作坊;花生油;黄曲霉毒素;食品安全监管
Abstract:In this paper, the Food Safety Management was studied by summarizing and analyzing the past literature, combining with the current situation of peanut oil production in individual workshop in D city. This paper analyzes the difficulties in the control of aflatoxin which producing in the productive process. The difficulties are summarized as follows: difficult control of raw materials, difficult of detoxification, and difficult testing of finished products. In view of these difficulties, three key points of supervision review are proposed, namely raw material procurement supervision, storage supervision and refining supervision. Through the analysis of this article, and provide some reference for reducing the pollution of aflatoxin during producing in individual workshop, as well as the food safety management in D city.
Key words:Individual workshop; Peanut oil; Aflatoxin; Food safety management
中圖分类号:TS201.6
食品安全与每个人的生活息息相关,同时也考验着当地政府的执行力和公信力。小作坊是一种传统而简单的食品加工方式,特指有固定生产场所,从业人员较少,生产加工规模小、生产条件和工艺技术简单,生产加工传统、特色食品的生产经营者。对消费者来说,小作坊生产的食品价格低廉,品种多样,购买方便,有其存在的积极意义;对生产者来说,有制作工艺简单,设备简易,准入门槛低的天然优势,是一种较易实现的经营手段。然而,由于从业人员知识水平不高,导致质量管理薄弱,是食品安全的高风险点。小作坊数量多,分布广,有的作业场所隐蔽,伴有一定的流动性,导致监管成本大大增高。
花生油是我国广东省地区的消费者偏爱的食用油脂,截至2018年初,广东省食用植物油行业登记在册的就多达549家,其中小型企业占87%,全省各市均有分布。在分布广泛的同时,也给监督管理带来较大的压力,与花生油生产相关的食品安全事件时有发生,其中以2015年5月中央电视台《焦点访谈》报道的肇庆市“问题花生油”事件最为著名,事件中,全省共发出《责令整改通知书》720份,立案查处违法生产经营单位88家,抽样送检花生油769批次,给广东省油脂生产企业的名誉带来负面影响,由此可见花生油生产监管任务艰巨,意义重大[1]。本文以广东省D市花生油小作坊生产现状为例,对花生油小作坊的监管方案展开探讨研究。
1 花生油主要污染类型
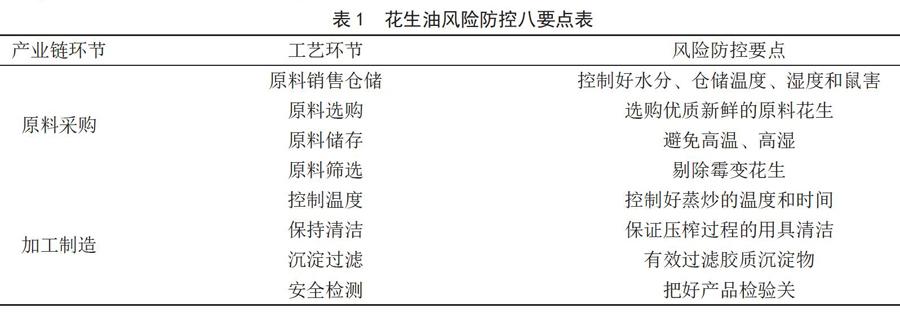
广东省食品药品监督管理局在大量调研的基础上,针对花生油小作坊生产加工的特点,总结压榨花生油产业环节包括原料采购、存储、加工制造、运输、销售、回收6个环节,对其中的原料采购、加工制造两个环节,又提出了花生油风险防控八要点[2],见表1。笔者以现场调研为基础,结合新闻、文献进行分析,认为目前D市花生油小作坊最主要的污染类型为黄曲霉毒素污染。
2 黄曲霉毒素污染现状
关于广东省花生油黄曲霉毒素污染的现状在近10年中已多见报道。黄湘东等[3]研究表明,2005—2006年广东地区市售花生油中黄曲霉毒素B1超标率17.6%,检出率35.3%。张维蔚等[4]也曾调研,结果显示2009—2013年广州地区市售花生油黄曲霉毒素B1超标率4.39%,检出率63.16%。2015年广东地区花生油黄曲霉毒素B1超标率8.5%[5]。宋美英等[6]学者的研究表明,2017年广东地区小作坊花生油黄曲霉毒素B1超标率为11.8%,检出率56.9%,同时指出高消费人群中,由花生油中黄曲霉毒素B1引发肝癌的风险相对较高。说明广东地区花生油中黄曲霉毒素污染水平一直较高,尤其是小作坊花生油,且未得到明显控制。黄曲霉毒素之所以被频繁检出,既有难以发现的原因,也有难以消除的原因。
3 黄曲霉毒素防控难点分析
3.1 黄曲霉毒素污染源管控难度大
人们通常仅凭肉眼对待加工的花生进行筛选,这种方式耗时长、生产效率低。目前大型食品生产企业主流的挑选方式是使用色选机进行筛选,色选机具有高效、准确、无损筛选的特点,最具代表性的国外色选机公司有日本的佐竹公司和瑞士的布勒公司,但价格颇为昂贵[8],即便是国产色选机也需10万起步。花生油作坊每日供货量小,利润不高,虽然后续设备维护费用不高,但这笔初始投入对花生油小作坊来说无疑是难以承担的。
3.2 黄曲霉毒素脱毒工艺复杂
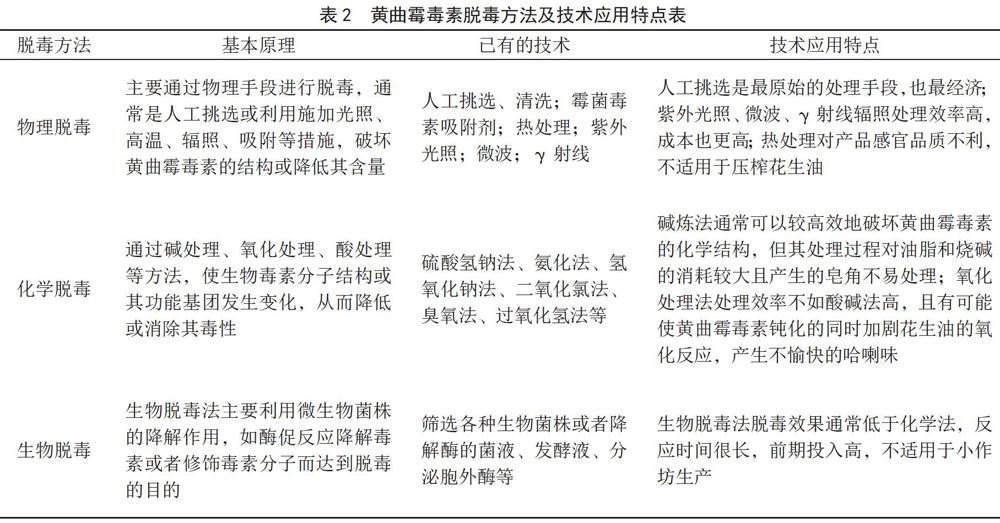
针对黄曲霉毒素脱毒的研究,前人已经积累了比较丰富的研究成果,主要可分为物理脱毒法、化学脱毒法和生物脱毒法,其各自的原理及特点见表2所示。通过分析各种技术的应用特点可知,化学脱毒法和生物脱毒法对应用条件要求较高,前期投入较多,不适用于小批量、价格敏感的小作坊生产。在小作坊压榨花生油领域,比较有应用前景的还是物理脱毒法。
3.3 黄曲霉毒素检测费用昂贵
目前,花生中黄曲霉毒素的检测主要借鉴和沿用对谷物中黄曲霉毒素的检测方法,主要有薄层色谱法(TLC)、高效液相色谱法(HPLC)和免疫化学方法等[7]。这3种方法中,定量效果最好的是HPLC法,成本最低的是免疫化学法。HPLC法和薄层色谱法检测成本高,送检程序复杂,主要是企业生产或检测中心检测使用,不适用于小作坊对自己的产品进行检查。目前市面能购买到,能用于家用检测或小批量生产检测的主要是快速检测试纸条。以比较著名的广东达元绿洲食品安全科技股份有限公司和深圳芬德生物技术有限公司的产品为例,检测成本大约在10~30 元/次,虽然检测成本已相对较低,检测程序已大大简化,然而这些检测手段对价格相当敏感的小作坊来说同样是难以承担的,故有部分未经黄曲霉毒素残留检测的产品流入市场。
4 监管方案讨论
监管方案通常需覆盖整个生产链条,包括原料采购、存储、加工制造、运输、销售。针对黄曲霉毒素风险,监管过程中应更加注重原料采购、存储和加工制造这3个环节。
4.1 原料采购监管
小作坊由于对价格较敏感,通常不会把采购关注重点放在原料花生的检验合格报告上。这导致了用于生产的原料花生良莠不齐,甚至有一部分原料花生在买回来时已有霉变迹象,但仍然用于生产。所以在对小作坊进行监管时,应重点审查其原料来源是否具有相应的合格证。除此之外,通过大数据分析对各个花生供应商建立信用评级,建立较为可信的供应商清单,为生产者的原料采购提供信息和技术指导,这有助于降低大规模的黄曲霉毒素污染发生的风险。
4.2 存储监管
D市处于我国南方地区,已有较多的研究文献表明我国南方和北方花生黄曲霉毒素污染有明显的差别,南方污染较重,北方污染较轻[9-12]。花生的污染风险受温度、湿度的影响较大,所以在监管时应重点针对花生储存环境的温度、湿度环境进行评估,一般储存温度不超过25 ℃,湿度不高于70%,堆垛底应离地、离墙不小于10 cm[13]。即便满足以上储存环境,花生仍不宜长时间保存。即便是晒干后的花生,在储存的过程中也会在湿度较高的储存环境中發生水分再平衡作用,随着储存时间的延长,花生水分含量会明显上升。Waliyar等[14]研究认为,去皮花生水分含量应控制在7%以下,才能有效抑制黄曲霉生长和产毒。苏祥等[15]研究结果表明,经过晾晒的花生在储存
1~3个月即会出现霉变。所以,除了环境温湿度外,在监管时应尤其注意花生的储存时间,建议不要超过3个月。
4.3 加工制造监管
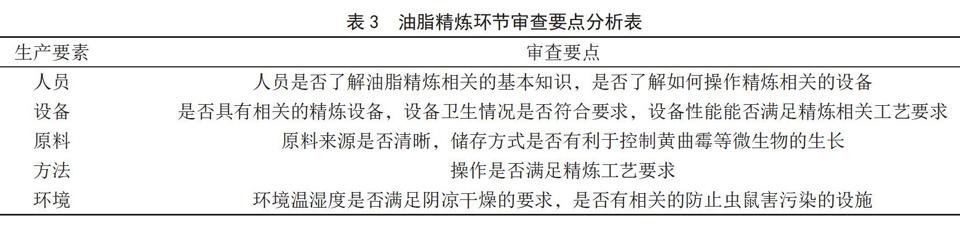
目前,我国花生油加工制造环节的相关标准仍不全面,具有全国范围适用性的标准仅有农业行业标准《低温压榨花生油生产技术规范》,具有参考意义的标准有中国粮油学会发布的团体标准《花生油质量安全生产技术规范》和广西壮族自治区地方标准《食品安全地方标准——小油坊压榨花生油黄曲霉毒素B1控制规范》。无论是小作坊生产还是地区监管人员,都受困于缺乏明确的标准作为参考。笔者参考前人的研究成果,认为在加工制造环节应重点针对压榨原油精炼环节进行管控。刘晓丽等[16]在对压榨花生油生产过程进行危害分析时认为,油脂精炼时最容易去除油脂中的有害物质,包括黄曲霉毒素,也是最后一个可以实施的加工环节,完成精炼后将不再有其他手段能对油脂中的黄曲霉毒素造成影响。所以在实施监管时应重点针对油脂精炼环节进行审查,审查要点如表3所示。
5 展望
综上所述,目前对黄曲霉毒素进行去除、破坏、降解的处理方式及其机理研究得比较透彻,这对未来相应工艺或设备的设计具有非常积极的指导意义。但与此同时应注意存在的2个问题:①大部分研究更侧重于如何高效地使黄曲霉毒素脱毒,却较少针对其应用场景作出相应的研究。②部分已经付诸应用的脱毒手段对设备有较高的要求,通常所需的设备价格昂贵,更适用于大企业规模化生产,而对小作坊这种对设备价格相对敏感的生产模式则不太适用。
未来食品行业的发展方向是规模化、集约化,这样有利于降低成本,提高品质。小作坊作业只是生产力发展过程中的一个过渡性选择,在国民消费升级的大背景下,必然会逐步被大型生产企业蚕食生存空间。在这种小作坊生存空间逐步减少的趋势下,很难有专门针对小作坊适用的新技术得到进一步研究,小作坊监管前景不容乐观。相应的监管部门应有意识地拓展服务平台,提升服务水平,更加重视技术在实际生产场合的应用,为小作坊提供相应的生产技术指导,并有意识地建设有示范作用的小作坊,利用坊间交流整体提升生产水平。
参考文献:
[1]张伟津.广东省食品安全事故应急管理机制研究[D].广州:华南理工大学,2018.
[2]广东省食品药品监督管理局.关于征求《广东省食品药品监督管理局关于花生油小作坊生产加工的指导意见》(征求意见稿)意见的公告[EB/OL].(2017-08-25)[2019-10-01].http://mpa.gd.gov.cn/zwgk/gzwj/content/post_1841499.html.
[3]黄湘东,龙朝阳,梁春穗,等.广东省市售大米、花生及其制品中黄曲霉毒素污染水平调查[J].华南预防医学,2007(3):62-63.
[4]张维蔚,何洁仪,李迎月,等.2009—2013年广州市市售粮油食品黄曲霉毒素B1调查[J].中国食品卫生杂志,2015,27(3):291-294.
[5]刘 辉,张 燕,熊 波,等.食用油中黄曲霉毒素B1的污染调查[J].广东化工,2015,42(4):29-30.
[6]宋美英,乐丽华,罗钰珊,等.广東小作坊生产花生油中黄曲霉毒素B1膳食暴露及风险评估[J].中国油脂,2019,44(4):96-101.
[7]王叶群,姚 刚,张绍英.污染黄曲霉毒素花生的检测及分选技术研究进展[J].农业工程,2014,4(6):59-63.
[8]李雅丽,刘 阳.霉变花生光电分选技术应用现状及发展趋势[J].农业机械,2012(12):50-53.
[9]马皎洁,邵 兵,林肖惠,等.我国部分地区2010年产谷物及其制品中多组分真菌毒素污染状况研究[J].中国食品卫生杂志,2011,23(6)481-488.
[10]王守经,祝清俊,胡 鹏,等.花生及其制品的黄曲霉毒素污染与防控措施[J].中国食物与营养,2010(3):14-16.
[11]邱文倩,傅武胜.福建省市售花生及花生制品中4种黄曲霉毒素污染调查[J].中国卫生检验杂志,2012,22(10):2446-2448.
[12]蔡 梅,吉文亮,刘华良,等.江苏地区市售花生和玉米中黄曲霉毒素总量监测结果分析[J].中国卫生检验杂志,2013,23(11):2504-2505.
[13]广西壮族自治区卫生与计划生育委员会.
DBS45/045-2017食品安全地方标准 小油坊压榨花生油黄曲霉毒素B1控制规范[S].北京:中国标准出版社,2017.
[14]Waliyar F,OSiru M,Ntare B R,et al.Post-harvest management of aflatoxin contamination in groundnut[J].World Mycotoxin Journal.2015,8(2):245-252.
[15]苏 祥,刘建伟,韩小敏,等.山东临沂部分县区花生收获前后黄曲霉毒素B1污染情况研究[J].食品安全质量检测学报,2015,6(9):3551-3555.
[16]刘晓丽,吴克刚,柴向华,等.压榨花生油生产过程中HACCP安全体系的构建研究[J].安徽农业科学,2012,40(20):10603-10605.
