变厚度熔覆层沉积成形工艺与性能研究
2020-04-08周显新巩亚东
辛 博, 周显新, 巩亚东
(东北大学 机械工程与自动化学院, 辽宁 沈阳 110819)
送粉式激光熔覆沉积成形以高能激光为热源,逐道逐层熔化粉材后成形零部件[1],对比其他金属增材制造技术,其灵活性高,能打印复杂曲面金属件[2].但采用等厚度熔覆层堆积成形斜坡结构零件时易产生阶梯效应[3],影响成形件几何精度.因此变厚度熔覆层沉积成形被提出并广泛研究,主要成果有:通过改变熔覆工艺参数制造变厚度熔覆层,包括:送粉量[4]、离焦量[5];Song等[6]提出多轴增减材交变递进方法精确成形变厚度熔覆层; Song[7]通过激光熔覆工艺参数的闭环控制实现变厚度熔覆层,沉积成形曲面薄壁件;Shi等[8]通过自动调整熔覆头的倾角成形复杂金属薄壁件.综上,现有研究基本实现了扫描方向的高度自适应变化,打印复杂薄壁件,但利用变厚度熔覆层实现几何体多方向高度差仍鲜有研究.
本文首先建立变厚度切片模型,通过扫描速度的自适应调节形成变厚度熔道,并将多熔道进行不等高搭接,获得变厚度熔覆层.实验中以斜坡长方体为例对比分析等厚度及变厚度熔覆成形工艺与性能,包括成形件的微观组织和硬度.
1 实 验
1.1 实验条件
实验采用SVW80C-3D五轴增/减材复合加工中心沉积成形316L合金零件(基板:Q235),其化学成分见表1.
1.2 实验方案
本文使用的主要实验参数如下:激光光斑直径2.4 mm,激光功率1 kW,送粉速率12 g/min,离焦量为0.为验证变厚度熔覆层沉积成形工艺,建立以下实验:1)通过单因素试验,建立扫描速度与单道熔覆层高度间的线性映射fH-V,扫描速度变化范围:4~8.7 mm/s,得到的映射结果为
H=-0.135v+1.82.
(1)
2)以斜坡薄壁件和楔形块为例验证扫描及搭接方向成形策略的精度;并以斜坡长方体为例,验证等厚度、变厚度熔覆成形件的表面质量.

表1 316L钢的化学成分(质量分数)
3)探究斜坡长方体在横、纵截面的晶粒形貌和硬度分布规律.采用王水溶液(30 mL HCl +10 mL HNO3)腐蚀实验件,分别观测微观组织及硬度.观测仪器包括:OLS4100 3D激光共聚焦显微镜、HVS-1000M显微维氏硬度计(载荷:1 kN;保载时间:10 s;卸载时间:3 s).
2 变厚度切片成形模型
2.1 假设条件
1)熔道的宽度等于激光的直径,当扫描速度在选定的范围内变化时,忽略熔覆过程中熔道宽度的变化.
2)离焦量控制为常量,忽略离焦量对熔覆层高度的影响.
2.2 成形策略
对零件的实体模型采用斜面切片方法,得到变厚度熔覆层;且随着层数的增加,斜面倾斜角度递增.由于光栅扫描路径缺陷较少,且路径规划简单,因此,本文基于光栅模式,探究变厚度切片模型成形策略.如图1所示,首先基于斜坡长方体的理论三维模型,提取顶部表面模型Mtop,并获取X,Y方向的高度差,将高度差最大的方向设为扫描方向,另一方向作为搭接方向,所需的层数N由整体的高度差求出:
(2)
式中:[HST,HSB]为成形件最大高度,最小高度;[hmin,hmax]为最优扫描速度下的高度范围.
2.2.1 搭接方向成形策略
采用圆弧等效熔覆层截面轮廓[9]方法,对于不等高搭接方法,将厚度不等的熔覆层搭接在一起,熔覆层顶部的斜面如图2所示,调整中心距保证相邻熔覆层高度的变化,熔覆层截面的面积ABead表示为

(3)
式中:W为熔覆层高度;H为熔覆层宽度.

图1 斜面切片原理
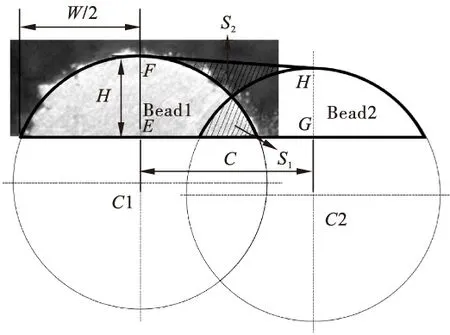
图2 不等高搭接方法
为确保搭接顶部表面的平整度,重叠面积S1等于凹陷面积S2,则梯形SEFHG面积可由相邻熔覆层面积表示,推得中心距C:
C=2(ABead1+ABead2)/(hEF+hGH).
(4)
根据所分的层数,求出搭接方向每一层最大、最小高度:
(5)
式中:[hOt,hOb]为每一层搭接方向两端的高度;HOT为斜坡长方体最高点高度;HOB为斜坡长方体最低点高度.
如图3所示,以搭接起始熔道中点为原点,建立平面坐标系X-Z,根据高度hOt,hOb求解顶部熔道线AB的方程.相邻熔覆层高度可由第一层高度和其中心距表示,且点(C1,h1)满足熔道线AB的方程.联立方程解得相邻熔覆层高度和中心距C1.以此递推可解得成形件宽度范围内任意相邻熔道的中心距(C1…Cn),递推公式为
(6)
式中:L0为成形件宽度;n为搭接道数.

图3 搭接方向的熔覆层横截面
Fig.3Cross section of multiple cladding layers in the overlapping direction
2.2.2 扫描方向成形策略
理论上,通过连续改变扫描速度可实现熔道高度的自适应变化.但实际熔覆过程中,扫描速度分段离散变化,熔道轨迹呈锯齿状(图4).多层沉积时,下层的扫描轨迹是上层的高度变化曲线,以避免离焦量的自愈合作用.为提高熔覆层表面平滑度,根据单位长度下的理论与实际面积误差EH,推得单熔道所需最小段数m为
(7)
式中,HMtop表示顶部表面的高度函数.
通过搭接和扫描方向成形策略,求出每条熔道轨迹的段数以及对应的高度值.如图5所示,点P表示单段熔道,则熔道任意段的扫描速度为
v(k,t)=fH-V-1(HMtop(tLS/m)/N),(k=1…n,t=1…m).
(8)

图4 熔覆头在扫描方向上的移动轨迹

图5 单层熔覆的熔道及其段数分布
Fig.5 Cladding segment and pass distribution in a layer
3 成果与讨论
3.1 成形实验
为验证变厚度熔覆方法的成形精度及表面质量,分别采用扫描与搭接方向成形策略生成实验件.其中,斜坡薄壁件和楔形块的截面见图6a, 6b.结果表明,变厚度熔覆层熔覆成形斜坡薄壁件和楔形块的顶部高度连续变化,测量其高度差分别为:扫描方向上每100 mm的变化量为17.28 mm,搭接方向上每15 mm的变化量为4.46 mm,与其理论高度差的偏差分别为0.58,0.84 mm,相对百分比分别为4.3%,8.3%,低于目前送粉式激光熔覆平均成形精度10%[10-11].如图6c所示,通过超景深显微镜测量楔形块顶部的平面度为116 μm,优于文献[12]中等高搭接方法成形的132 μm.
等厚度、变厚度熔覆成形的斜坡长方体见图7,可观察到等厚度熔覆成形件的阶梯效应明显,其表层平面度高达613 mm.而变厚度熔覆方法能完全消除阶梯效应(虚线),成形件表层更平滑.但由于熔覆头在成形件端部的扫描速度方向的变化,引起成形件两端的轻微凸起.
3.2 微观组织
两种沉积方法下,斜坡长方体横截面微观组织分布一致,相邻熔道堆积处和搭接处的微观组织见图8.横向搭接相邻熔道时,搭接区的基体为已成形熔道的边界曲面.相邻熔覆层间,激光能量的高斯分布引起熔池边界弯曲,中部重熔深度明显高于熔池边缘(图8a).如图8b所示,相邻熔道交叉构成搭接区域.液体熔池下半部分与凝固金属接触,形成较大的温度梯度,因此在边界(白色虚线)上方易出现定向生长的细长柱状晶,并沿温度梯度最大的方向择优生长,且垂直于熔池边界,晶粒指向熔池中心.已凝固的熔覆层由于与高温的熔池边界相接触,该区域的晶粒尺寸受二次加热作用影响显著,边界下方的等轴晶粒尺寸明显小于其他区域.

图6 成形件的三维形貌

图7 斜坡长方体的熔覆层堆积

图8 横截面微观组织
变厚度和等厚度熔覆成形件的纵截面中部与顶部微观组织分布见图9.连续移动的熔池沿扫描轨迹凝固,且激光束的扫描移动引起熔池在反复重熔、凝固的周期性变化中前进,在熔道内形成清晰的移动界面.其中,变厚度熔覆产生的熔池边界较明显.熔池凝固过程中,熔池左侧以相邻已凝固熔池的弧面为界面,熔池底部与已熔覆层的上表面相接触.由于热量主要通过边界散失,使得晶粒沿熔池边界生长,熔池顶部的晶粒生长方向比底部更加倾斜.
此外,等厚度熔覆成形件中部与顶部的边界曲率和晶粒生长方向均未发生显著变化.而变厚度熔覆的成形初期,熔池底部与已熔覆层通过充分的热传导,使熔池的热量向底部已凝固的部分扩散.此处的温度梯度较大,使得纵截面的晶粒倾斜角度较小,见图9c.当熔覆至成形件顶部时,熔池边界的曲率上升使得熔池的热扩散面积增大,大部分热量沿熔道方向通过对流传递至相邻熔池,凝固方向趋于水平,晶粒倾斜角度增大,见图9d.

图9 变厚度熔覆和等厚度熔覆的纵截面微观组织
3.3 硬度
斜坡长方体不同位置的硬度测量点和变化趋势见图10,图11.结果表明:在扫描和搭接方向,成形件边缘处的硬度小于中部.对比等厚度熔覆,变厚度熔覆成形件横、纵截面的硬度最高点均在高端附近,与低端的硬度平均相差40 HV.该现象可解释为:在同一高度,变厚度熔覆成形件两端的累积层数不同,且高端的层数小于低端,导致低端累积更多热量,冷却速率降低,延长了晶粒形核的生长时间,因此硬度降低.而对于等厚度熔覆,随着层数的增多,熔道长度逐渐缩短使得高端的热量积累、冷却速率降低,因此最大硬度出现在低端附近.
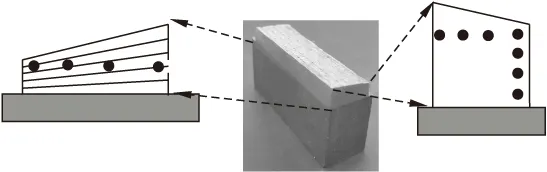
图10 硬度测量点

图11 硬度变化对比
由图11c可知,堆积方向上两种成形件的硬度变化趋势一致,硬度随熔覆层数的增多非均匀上升.其原因为:每产生新的熔覆层会使已凝固的熔覆层经历一次升温和降温,可等效为对底部的熔覆层进行了回火处理.因此成形件底层的热循环次数最多,硬度值较低,并从底部往顶部呈现出递增趋势.
4 结 论
1)本文提出的两种成形策略可实现成形件在搭接和扫描方向的高度变化,通过变厚度熔覆层堆积成形的斜坡长方体,消除了阶梯效应,提高了成形精度.
2)在斜坡长方体的横截面,熔池边界处存在定向生长的细长柱状晶以及细小的等轴晶,且生长方向指向熔池中心.在纵截面,不同于等厚度沉积方式,随着变厚度熔覆层数增多,高度差的变化使相邻熔池边界的曲率增大,从而改变晶粒生长方向.
3)在扫描和搭接方向,两种沉积方式均导致了硬度的不均匀分布,变厚度熔覆成形件的硬度高端大于低端;在堆积方向,两种沉积方式下硬度变化趋势相同,随着熔覆层数的增多逐渐增大.