桥梁涂装红外热成像技术检测用试板设计应用
2020-04-02高昊张运入姚腾
高昊,张运入,姚腾
(1.中国铁路上海局集团有限公司南京铁路枢纽工程建设指挥部,南京 210018;2.江苏法尔胜材料分析测试有限公司,江苏 江阴 214445)
1 引言
五峰山长江大桥是公铁两用大桥,桥梁涂装面积很大,同时所处运营环境比较恶劣,桥梁长期暴露于大气环境之中。在多种外界因素耦合作用下,钢结构防腐涂层的物理及化学性能随时间推移逐渐衰变失去保护性能,导致防护涂层部分或全部失去对基体的保护作用,因此,保障钢结构涂层质量对后期桥梁的运营意义重大。
常规涂装检测方法如漆膜厚度、涂层附着力的检查均在施工完成后进行破坏性检查,然后对破坏区域进行涂装修复,并且常规检测手段受位置、结构、构件尺寸的影响。红外热成像技术以间歇式辐射加热的方式进行涂层的吸热/放热特性分析,并形成图像,对钢结构涂层进行检测。从理论上来说,红外热成像技术可以弥补桥梁钢结构涂装常规检测手段对于复杂结构以及破坏性检测手段的不足,因此,很多学者对红外热成像技术应用于桥梁的涂装检测的可行性展开了大量研究[1~3]。
桥梁钢结构涂装的缺陷包括各种喷涂工艺下的涂层缺陷以及各种涂装失效形态,根据桥梁钢结构涂装缺陷设计制作缺陷试板,采用红外设备进行试验检测,根据试验试板的检测结果研究钢结构涂层相关工艺。
2 红外热成像设备
检测设备采用Thermal Stare公司生产的IR-CIS涂装红外系统,系统主要由摄像头、主机及控制器构成。控制器进行检测过程的控制,通过摄像头对检测物体热激及图像采集,经过主机系统完成处理并在控制器显示数字图像以及红外图像。
当物体存在缺陷时,不同的导热系数对热传导过程的影响不同,热流在物体内传导的过程会反映在物体表面温度的差异上。红外热成像技术原理是通过电子装置探测器将物体表面的发热与散热部位的温度分布情况进行采集,通过系统处理后形成代表物体温度分布的热图像,热图像中不同的颜色代表着物体不同的温度显示状况,可以根据红外图像中显示的不同颜色识别被检物体中存在的缺陷。
3 涂装红外检测试板设计
设计制作红外热成像检测试板采用钢材料,预留6个区域预埋缺陷,缺陷位置分布及编号如图1所示。试板尺寸为L×B×H=180mm×120mm×5mm,设置同一行缺陷面积相同,即A1、B1、C1 缺陷边长为 15mm,A2、B2、C2 缺陷边长为 20mm,横排缺陷之间的距离为40mm。每列孔洞缺陷的深度相同,3列缺陷深度分别为1mm、1.5mm和2mm。每列缺陷之间的距离为45mm。设计制作试板的俯视图如图1所示。
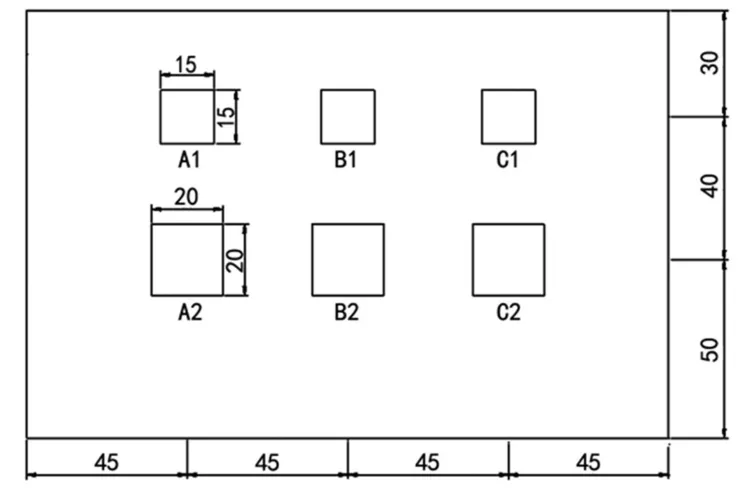
图1 试板俯视图
4 涂装红外检测试板制作
涂装红外检测试板设计制作的目的是为了解决上述背景问题中提出的涂装红外检测在实际桥梁钢结构涂装应用的可行性,桥梁钢结构涂装缺陷包括涂料和基体之间的结合不良、涂料之间的结合不良,因此,设计制作涂装缺陷试板包括无缺陷、细砂+胶带、涂料未干透+细砂+胶带、涂料未干透+锈蚀+细砂+胶带。预制完成的缺陷试板如图2所示。
试板的制作步骤分别为:
1)制作试板尺寸L×B×H=180mm×120mm×5mm,在试板上预留 3个面积为 15mm×15mm(A1、B1、C1)和 3个面积为20mm×20mm(A2、B2、C2)的区域,位置如图 1所示。除 C1、C2区域外,试板表面喷砂后刷涂环氧富锌底漆,主∶固(主剂∶固化剂)=19∶1,C1、C2区域用水及化学试剂喷洒,等待生锈。
2)待试板表面涂刷的底漆完全干燥后,测得干膜厚度约为 120μm,然后刷涂环氧云铁中间漆,主∶固=6∶1。在 A1、A2 处采用胶带下面铺细沙制作缺陷,待中间漆完全干燥后,涂刷氟碳面漆。无缺陷处试板干膜厚度约为250μm,A1、A2区域因布置缺陷厚度不均匀,干膜厚度在250~350μm。
3)B1、B2区域底漆未完全干透前,刷涂环氧云铁中间漆,主∶固=6∶1。同样在B1、B2区域布置胶带下面铺细沙制作缺陷,待中间漆完全干燥后,涂刷氟碳面漆。因布置缺陷底漆厚度未干以及布置缺陷厚度不均匀,干膜厚度在300~650μm。
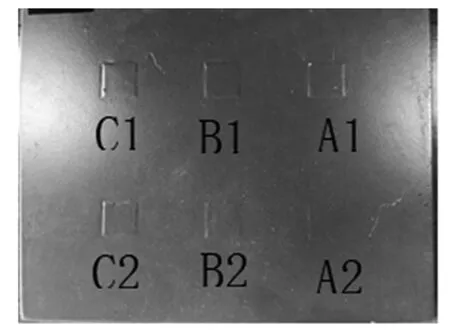
图2 预制完成的缺陷试板
4)待C1、C2区域表面发生锈蚀后直接涂刷底漆,主∶固=19∶1,底漆未完全干透前,刷涂环氧云铁中间漆,主∶固=6∶1。同样,在C1、C2区域布置胶带下面铺细沙制作缺陷,待中间漆完全干燥后,涂刷氟碳面漆。试板因布置缺陷厚度不均匀,干膜厚度在 350~750μm。
5 涂装红外试板检测应用
当系统状态及摄像头测试完成后,点击测试图标即可完成一次涂装的红外热成像检测,控制系统将会在自动完成设定次数的间歇辐射后拍摄红外和数字图像。由于获得的涂装红外图像是经过主动热激励源的数次间歇辐射,表征钢结构涂装的吸热、放热特性,采用红外热成像系统对试制的缺陷试板进行试验。
由试板红外检测试验结果照片可知,照片中存在鲜明的颜色对比,未设置缺陷区域图像为蓝色,设置缺陷的区域为黄色或红色,缺陷位置与预制缺陷位置基本相同;A1、A2区域的缺陷为胶带+细砂,缺陷厚度较浅,检测图像显示颜色较浅,B1、B2区域的缺陷为底漆未干+胶带+细沙,检测图像显示有明显的缺陷,缺陷深度加深;C1、C2的区域为基体锈蚀+底漆未干+胶带+细沙,检测图像同样显示有明显的缺陷。由此可见,缺陷深度越大,颜色显示越深,缺陷面积越大,缺陷越容易识别。
6 结语
综上所述,得出以下结论:
1)对设计制作的缺陷试板的红外设备检测试验结果进行分析可得,红外热成像技术能够检测出试板预制的缺陷,且不同缺陷的红外图像结果对比明显。表明红外热成像技术可以应用于桥梁涂装缺陷的检测。
2)钢结构涂装内部存在缺陷时,缺陷区域的温度与无缺陷区域差异性明显,即无缺陷区域的图像为蓝色,缺陷区域的图像颜色为黄色甚至红色,颜色越接近红色和红色区域越大表示涂装缺陷越严重。
3)涂装缺陷面积不同,试件表面产生温度异常的范围越大,红外显示的颜色差异明显,缺陷深度越深,热量不易扩散,红外图像颜色越深。
