浅析双轮煨制伴热管道施工技术
2020-04-01李立红朱金侠
李立红 朱金侠
(中化二建集团有限公司,山西 太原 030021)
1 概述
中国能源消费结构中,煤炭一直以来并将在今后相当长的一段时间内占据主导地位,中国煤炭探明可采储量约为1 145亿t,世界排名第三,且在逐年增加,大力发展煤化工能充分发挥我国煤炭优势,保障我国能源结构安全。近年来随着环境问题愈发突出和国家对环保的重视,大力发展煤炭清洁高效利用技术势在必行。我国从“十五”期间开始,不断进行新型煤化工技术的研究,开发和建设了一大批煤制油、煤制烯烃、煤制二甲醚、煤制乙二醇、煤制天然气等新型煤化工和石油化工项目。由于这些项目工艺流程非常复杂,使得在这些项目中工艺管道的布置纵横交错,伴热管道系统作为一种有效的管道保温和防冻措施,对保证上述装置的正常运行发挥着不可替代的作用。伴热管道系统的重要作用决定了其只能依附于工艺管道进行布置,需要在工艺管道施工完后才能开始施工,由于煤化工项目中工艺管道布置非常复杂,使之安装和布局更加复杂化,需要结合现场工艺管道的具体布置情况进行预制和安装,大大增加了现场施工难度,伴热管道施工正成为施工人员普遍感到棘手的问题。本文正是基于此背景下,对煤化工项目中伴热管道的施工技术进行了研究。
2 工程概况
我单位施工的某煤制天然气项目为我国首个大型煤制天然气示范项目,设计规模为年产40亿m3天然气。其一期核心装置:加压气化和煤气水分离中共计约15万m φ15的不锈钢伴热管道,施工过程中我项目人员结合该装置中工艺管道的布置情况,积极进行技术攻关,首次对双轮煨弯技术施工伴热管道进行了实验性应用,取得良好的效益。
3 工艺流程及施工技术要点
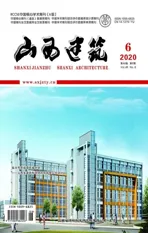
3.1 工艺流程
工艺流程见图1。
3.2 制作要点
现场自制的双轮煨弯系统由大轮、小轮、手柄三部分组成。工作时,将需要煨弯的伴热管安放在大轮一侧,大轮侧设有一个固定点,将手柄插入大轮的中心,利用小轮的转动并依靠摩擦力带动伴热管平稳缓慢运动,从而煨制出需要的弧度。
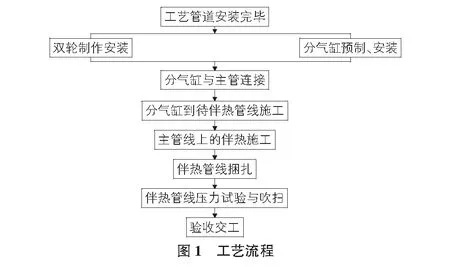
3.2.1双轮制作
选用σ=30 mm钢板作为制作大小轮的材料,在大小轮的中心开DN25的孔,轮外侧机械加工出DN25的槽用于煨制伴热管,如图2,图3所示。
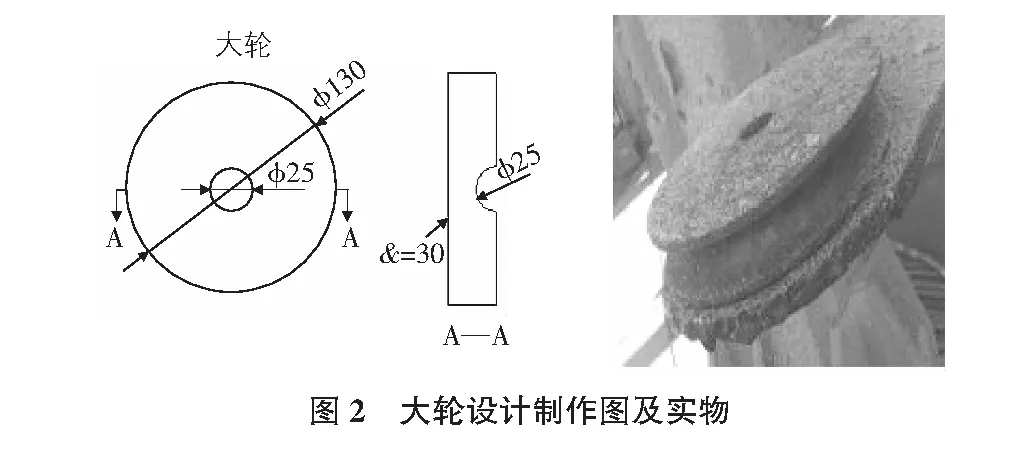

3.2.2煨弯手柄的制作
选取DN40的无缝碳钢管道2 m长,在一端焊接M25×30的螺栓,以大轮半径+伴热管的外径确定小轮固定位置M,即:
M=R+W。
其中,M为小轮与螺栓之间的距离,mm;R为大轮的半径,R=65 mm;W为伴热管的外径,W=21.3 mm。
则小轮的固定位置M=65+21.3+12.5=93.8 mm,如图4所示。
3.3 关键技术控制
3.3.1双轮煨弯操作要点
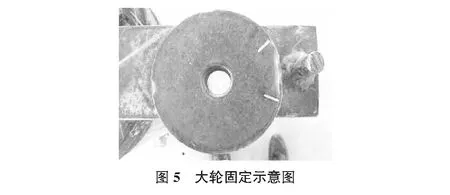
1)选取σ=20 mm厚,长×宽=300×100的钢板一块,将大轮焊接到钢板上,距钢板一端150 mm,在大轮外侧焊接一个固定螺栓(M25×30),距离大轮为伴热管的外径,将其整体焊接在一个便于操作的平台端部,如图5所示。
2)大轮固定和手柄制作完成后,开始正式进行伴热管线的煨制,首先将伴热管道放到大轮和固定点之间,然后将手柄插入大轮中心的预制孔内进行煨弯,弧度根据实际需要确定。90°的煨弯过程如图6,图7所示。
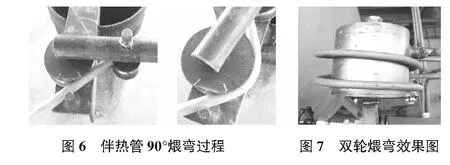
3)采用双轮煨弯可煨制出30°,45°,90°,180°等多种不同弯曲角度的弯管,生产效率高,成型美观。
3.3.2分气缸的预制安装
1)分气缸的布置应按设计文件要求进行安装,同时应考虑操作空间和伴热管线的布置情况,合理布置分气缸。
2)分气缸的固定要牢固,所有分气缸周边的操作阀门应布置在利于操作的高度和方向上。
3)分气缸与主管连接时应考虑其引出支管位置,可依据现场实际情况进行调整,以便于伴热管道安装。
4)分气缸的分支管应标明所伴热的主管的管线号并设计标牌,如图8所示。

3.3.3伴热管的铺设
1)被伴管为水平敷设时,伴管应安装在被伴管下方一侧或两侧。
2)被伴管为垂直敷设时,伴管不少于3根时宜围绕被伴管均匀敷设。
3)如果伴管和被伴管管线材质不同,应在伴管和被伴管线之间设置隔离垫,以防止不同材质直接接触产生腐蚀。隔离垫采用软质石棉板,规格5 mm厚,40 mm~50 mm宽,伴热管道与被伴热管道之间填抹导热胶泥。伴热管用导热胶泥时,应先采用钢带,将其固定在管上后,再填抹导热胶泥,导热胶泥采用有机导热胶泥。
4)伴热管道经过阀门、法兰、管件时,应沿其外形敷设,且宜避免或减少“U”形,以防止产生气阻和液阻,见图9。

3.3.4伴热管道捆扎
伴热管道应牢固的绑扎在被伴热管线上,捆扎间距为1.5 m左右。对碳钢及低合金钢主管,伴热管道的绑扎材料采用镀锌钢带,规格:20 mm×0.5 mm,对不锈钢主管,伴热管道的绑扎材料采用软质不锈钢带,规格:15 mm×0.4 mm。绑扎时,伴热管道与被伴热管之间的距离应为10 mm。伴热管线引出点到伴热主管的部分要支撑合理充分,支撑点间距应不大于1.5 m。
3.3.5施工注意事项
1)所有的伴热管道的煨弯应符合标准规范的要求,禁止煨扁。
2)伴热管线的布置要合理,阀门的布置要利于操作。
3)伴热管道的焊接工作必须符合设计文件要求及相关规范标准规定。伴热管道的膨胀弯设置间距不应大于30 m或按照设计文件要求进行设置。
4)伴热管道应安装在主管的下部±45°以内。当设置有多根伴热管道时,伴热管道之间必须采取有效的定位措施。
5)伴热管道应在同一装置内采用相同的布局型式。施工中应预先设置一套标准施工样板,进行样板引路。
6)伴热管材使用前,应逐根进行吹扫,保证管内部清洁。
4 实施效果
我单位在本工程中应用上述施工方法共完成15万m φ15的不锈钢伴热管道施工,项目完工后试运行一次合格,一次性通过了施工质量验收,得到业主、监理的一致好评,经测算为我单位节约成本15万元,节约工期25 d,为我单位继续承揽后续工程奠定了坚实的基础。目前该项目达产达标,正在给我国北方供应着源源不断的清洁天然气,助力我国打赢“蓝天保卫战”。
5 结语
煤化工及石油化工装置中工艺管道布置复杂,管道纵横交错,操作空间狭小,极大的增加了伴热管道施工的难度。本文利用自行设计制作的双轮煨弯系统进行伴热管道的施工,不会造成煨弯、煨扁的现象,且具有成型美观、施工容易、质量可靠、适用性强等优点。与传统方法相比可节约工期、人工和材料,经测算对于不同类型的装置,可节省约10 d~30 d的工期,节约成本约5万元~20万元。双轮煨弯系统的成功运用为今后同类型的压力容器的腐蚀修复工程提供了一定的借鉴。