A/C轴双摆头C轴限位技术研究
2020-03-27梁艳超王刚
梁艳超, 王刚
(沈阳机床(集团)设计研究院有限公司, 沈阳 110142)
0 引 言
五轴联动机床是加工复杂曲面零件的主要加工设备,其中旋转轴主要有三种布局方式:1)AC轴转台;2)AC轴摆头;3)A轴摆头,C轴摆台。当工件较大,台面直径超过1 m时,多采用第2种布局方式。A/C轴双摆头是该类五轴联动加工中心的核心功能部件,应用于大型模具、飞机制造业、发电设备、船舶、军工等行业所需的五轴联动加工中心。其主要用于加工飞机的机身结构件、风力发电机的叶轮、叶片等具有复杂曲面的大型精密零件。A/C轴双摆头在五轴联动加工中心中占有重要的地位,通常占到主机整机成本的30%左右。因此,A/C轴双摆头一直是中大规格五轴联动加工中心市场竞争的焦点之一[1]。
目前,国内市场的A/C轴双摆头基本上被国外产品垄断,Cytec、Tramec和Technai等专业双摆头生产厂家的产品,价格昂贵,供货和维护周期长。国内只有极少数机床厂家可以生产A/C轴双摆头,技术处于逐渐完善阶段,产业化程度有限,A/C轴双摆头国产化的市场前景广阔。
A/C轴双摆头涉及的主要关键技术包括A/C轴双电动机串联驱动技术、C轴自动交换技术、A/C轴限位技术、液气电联合控制技术等[2-7]。本文主要研究A/C轴双摆头的C轴限位技术。
1 A/C轴双摆头的C轴结构
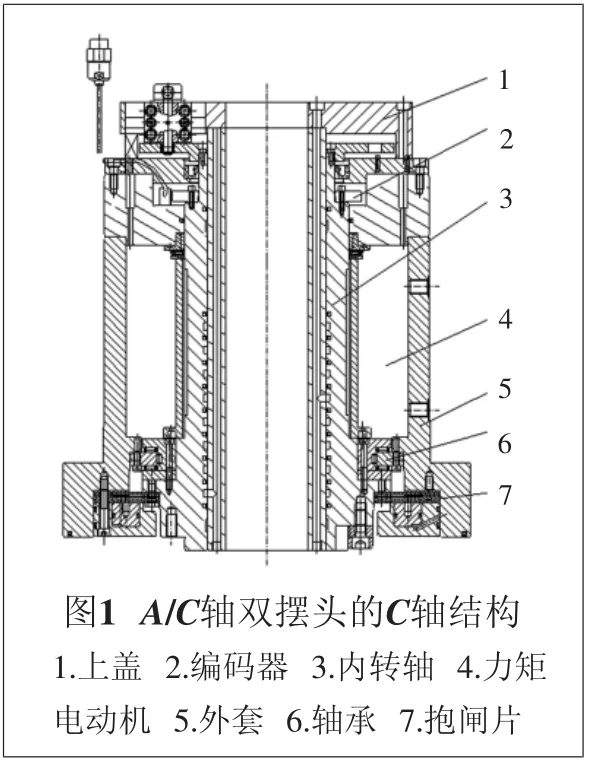
A/C轴双摆头上面C轴部分绕机床的Z轴旋转,通常由力矩电动机或齿轮减速机驱动,下面A轴绕机床的X轴旋转。A轴和C轴的电缆、液压管路、气管及其他信号线均通过C轴的中间孔连接至机床的上方。图1所示为A/C轴双摆头的C轴结构。
从C轴结构可以看出,C轴转动部分为中心的轴和力矩电动机的转子,中间孔内的电缆及管路随轴一起转动。因此C轴必须设计安全限位来避免C轴失控时连续转动而绞断线缆。常见的安全限位机构有螺旋限位机构、蜗盘限位机构、减速机限位机构等,各限位机构均需要行程开关来触发到位信号[8-10],对于要求C轴n×360°不限位的情况,目前国内外的应对措施为使用导电滑环结构。
2 螺旋限位机构与蜗盘限位机构
2.1 螺旋限位机构
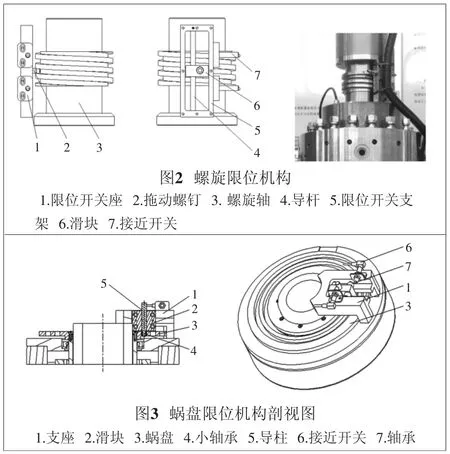
图2为螺旋限位机构的限位原理。导杆4垂直安装在限位开关座1上,滑块6随导杆4上下滑动,拖动螺钉2安装在滑块6上,卡在螺旋轴3的螺旋沟槽内。当螺旋轴正向或反向旋转到±365°的极限位置时,拖动螺钉带动滑块运动至接近开关7的感应位置,触发限位信号。
2.2 蜗盘限位机构
图3所示为蜗盘限位机构的限位原理。蜗盘3为螺旋的两圈沟槽,滑块2在支座1内滑动,小轴承4、导柱5安装在滑块2上,蜗盘3随C轴转动时,蜗盘沟槽驱动导柱5将C轴的转动转化为滑块的左右滑动,通过调整前后两个接近开关6的位置实现C轴的限位。
3 减速机限位机构
3.1 皮带减速限位机构
皮带减速限位机构如图4~图6所示,由主轴上方带轮驱动从动轮,通过恰当的减速比来达到角度放大的目的。该结构通过一个双点限位开关来实现C轴的±185°限位。

C轴旋转通过小带轮1、同步带11驱动带轮2,带轮2上凸轮撞块10撞击限位开关9实现C轴的±185°限位。限位开关9(型号为BNS 819-B02-R08-40-10)有上下两个触点,撞块10的撞点左右两个上下交错,根部夹角±32°的带轮齿数比值为48:60。从动带轮2限制位置为±148°,算出C轴实际限位为±185°。极限位置如图7所示。

3.2 齿轮减速机限位机构
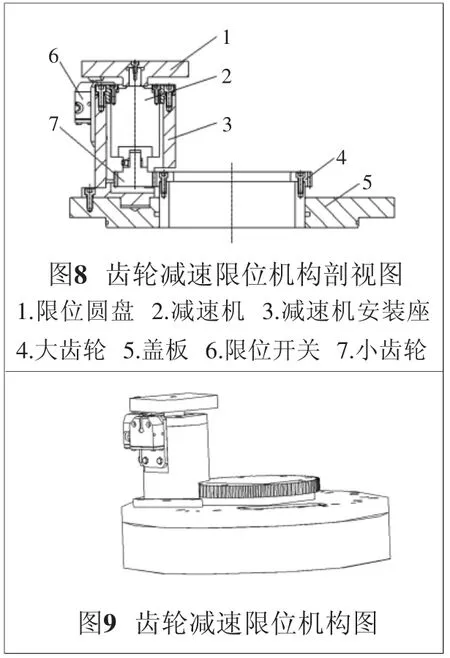
齿轮减速限位机构如图8~图9所示。
大齿轮4连接在C轴转动轴上, 减速机2通过安装座3固定在盖板5上,当C轴旋转时带动大齿轮4驱动小齿轮7转动,通过减速机2减速, 限位圆盘1下方有一条凸齿, 转动时分别碰撞前后两个限位开关6达到C轴限位的目的。其中大小齿轮的齿数分别为80和20,减速比为i1=0.25,减速机型号为德国WITTENSTEIN-LP50S-MF-20-1B1,减速比为i2=20,两个限位开关位置夹角β=±74° ,可计算出C轴限位角度α=β×i1×i2=±74°×0.25×20=±370°。
4 各限位机构优缺点分析
各限位机构优缺点如表1所示。
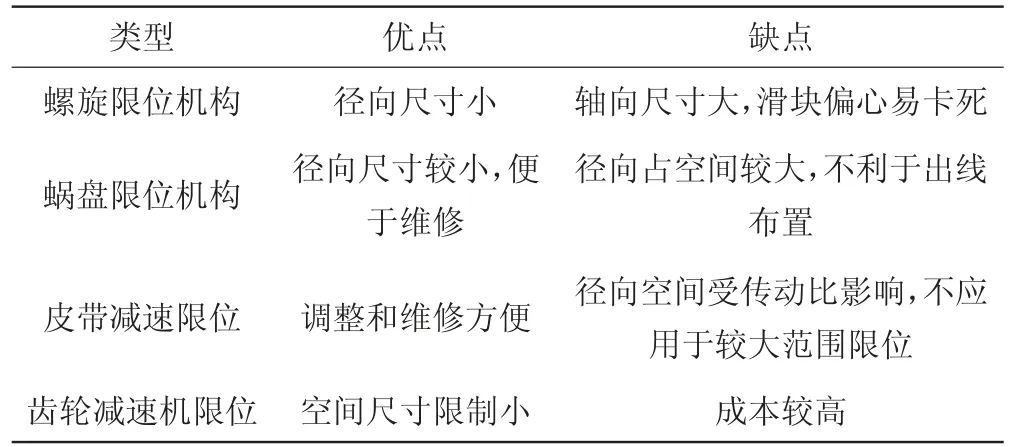
表1 限位机构优缺点
5 结 论
在分析C轴基本结构的基础上,研究了双摆头C轴的限位机构工作原理。设计了螺旋限位机构、蜗盘限位机构、带轮减速限位机构和齿轮减速限位机构。为双摆头C轴安全限位设计提供了解决方案。
从以上结构可以看出,在双摆头的限位机构设计中,受结构空间的限制,通常把C轴的旋转运动转化或者通过减速将C轴的多圈转动降至一圈以内,通过限位开关达到C轴的软限位。
