一种碳纤维气瓶自动安装工装杆机械手的设计与研究
2020-03-26田会方吴迎峰
田会方,盛 强,吴迎峰,汪 健
(武汉理工大学机电工程学院,武汉 430070)
0 引言
碳纤维气瓶具有着优越的性能,其气密性好,耐腐蚀,可靠性高,同时由于碳纤维缠绕层结构,其密度小、刚性好、抵抗变形能力强,因高速碰撞而破坏时不会形成危险性碎片,碳纤维气瓶优越的性能使其广泛应用于航空、航天和民用众多领域[1-2]。缠绕成型工艺是碳纤维气瓶生产中的重点工序[3],缠绕加工前,需把气瓶工装杆安装拧紧于气瓶口上,目前的碳纤维气瓶缠绕生产线采用人工对气瓶安装工装杆,人工劳动强度大,生产效率低,造成了碳纤维气瓶缠绕生产线生产效率低下,严重影响了其生产效益。
根据目前碳纤维气瓶缠绕生产线情况,本文设计了一种自动对气瓶安装工装杆的机械手装置,并将安装好工装杆的碳纤维气瓶输送往下道工序。
1 整体结构设计
1.1 机械手工作流程
自动安装工装杆机械手装置由机械手、气瓶、工装杆定位小车、输送机和气瓶安装工位组成,其整体结构如图1所示。

图1 碳纤维气瓶安装工装杆机械手整体结构图
首先由人工对气瓶定位小车进行气瓶上料,设置2个气瓶定位小车轮番上料,同时,对工装杆定位小车进行工装杆上料并推送至指定位置处定位。机械手在气瓶定位小车处抓取气瓶,将其搬运到气瓶安装工位后释放气瓶,然后气瓶安装工位夹紧气缸夹紧,此时机械手移动至工装杆定位小车位置,抓取工装杆搬运至气瓶安装工位上方,机械手C轴电机旋转将其拧紧于碳纤维气瓶上。过程流程图如图2所示。
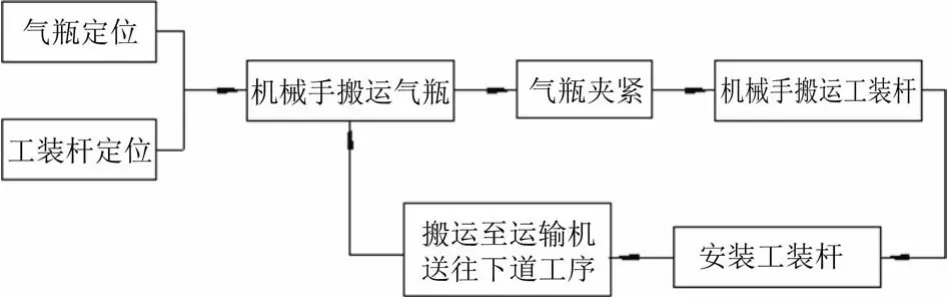
图2 机械手安装工装杆工作流程图
为了提高人工对气瓶上料的易操作性,定位圆筒设计为喇叭口形状,小车前端焊接2个定位销,角铁固定于地面,角铁垂直面开有2个销孔,气瓶上料完成后,将小车前面的定位销推向角铁的定位销孔,达到对气瓶定位的目的。工装杆的定位采用定位圆柱定位,在铁板上安装有50个定位圆柱,可对50个工装杆进行定位,对定位小车的定位采用同样方式,小车上有2个定位销,与固定于地面的角铁上的定位孔配合达到对工装定位小车定位的目的。工装定位小车上的全部工装杆抓取安装完毕后,人工更换工装小车重新供给机械手的抓取。
运输机用于将安装好工装杆的气瓶输送出去,供下道工序机械手直接抓取。由于需要对气瓶进行准确定位,输送机采用伺服电机与滚珠丝杆驱动,输送机上方设置3个喇叭口定位圆筒,当机械手完成3个气瓶的工装杆安装时,伺服电机动作并将其输送到输送机的另一端,等待下道工序机械手抓取,抓取完成后,伺服电机再次动作,将空的圆筒运回,如此循环。
1.2 机械手详细结构设计
1.2.1X、Y、Z轴结构设计
机械手X、Y、Z轴结构如图3所示。

图3 机械手X、Y、Z轴结构图
机械手的机构类型可以划分为关节坐标型、球坐标型、圆柱坐标型、直角坐标型、平面关节型和并联型,其中,直角坐标型精度和刚度高,运动学求解简单[4],本文选择直角坐标型进行设计。根据需要,机械手在搬运气瓶及工装杆的过程中需完成平面内的移动,需要2个自由度,由于气瓶和工装杆的高度不一致,以及机械手移动时的让位,需要1个竖直方向上的自由度,在将工装杆拧紧于气瓶上时,需要夹紧工装杆并做旋转运动,故还需要1个旋转自由度,因此机械手一共需要4个自由度,即X、Y、Z轴的平移运动和C轴的旋转运动。由于抓取时需要获取精确的位置,电机均采用交流伺服电机[5],X、Y、Z轴传动方式均采用直线导轨加滚珠丝杠,把电机的旋转运动转换为丝杠螺母的直线运动。为了保证机械手受力的平衡性,Z轴采用了双电机同步驱动[6]。伺服电机通过联轴器与滚珠丝杠相连接,丝杠螺母用螺栓与Y轴横梁连接固定,以实现Y轴横梁的上下运动。Y轴电机通过连接件固定于Y轴横梁下方,设置滚珠丝杆进行传动,实现机械手沿Y轴方向的平移运动,设置连接件1,通过螺母带动连接件1运动,连接件1与X轴横梁通过螺栓连接,X轴横梁一端设置连接件固定X轴电机,并设置丝杆传动实现机械手沿X轴方向的平移运动。
1.2.2C轴结构设计
机械手C轴结构如图4所示。

图4 机械手C轴结构图
设计连接件3,与连接件2用螺栓固定,连接件3下端做成L型,旁边安装C轴伺服电机。连接件3下方安装蜗轮蜗杆减速器,以降低转轴转速,转轴竖向放置,上端用挡板和螺栓固定,防止轴向下窜动,下端用轴肩固定,防止轴的向上窜动。转轴下方与末端执行器通过锁紧螺母锁紧。
末端执行器气缸采用双作用气缸,气缸杆伸出时,六杆机构带动夹爪放松,气缸杆缩回时,六杆机构带动夹爪夹紧。为了增大夹爪与气瓶口之间的摩擦系数,在夹爪内侧面覆盖一层聚氨酯材料。
1.2.3 末端执行器设计
末端执行器的结构简图及受力分析如图5所示。

图5 末端执行器结构简图及受力分析图
末端执行器由六杆机构构成,气缸杆缩回时,夹爪夹紧气瓶口。气缸缩回时拉力为F0,六杆机构为对称机构,故一边的作用力:

将力F1沿杆3方向分解为2个分力,分力F35为杆3对杆5的作用力:

则末端执行器夹爪对气瓶口的夹紧力为:

综合(1)(2)(3)各式,可得:

2 关键零部件有限元分析
2.1 横梁、支撑柱的轻量化设计
机械手的横梁与支撑柱采用方管和矩管制作,不同型号的方管和矩管有不同的重量和力学性能,需选择合适的型号的管材既能满足机械手运行要求,又使得机械手最为轻便。
对于X轴横梁而言,X轴横梁水平放置,查阅相关资料可知,导轨的直线度误差在水平面内允许差值为0.3 mm。当末端执行器运行到电机一侧的极限位置时,X轴横梁将发生最大变形。初选X轴的方管型号为150,在Creo软件中建立方管模型,并转换格式导入到Ansys work⁃bench中进行有限元分析[7]。分析X轴横梁的受力,X轴横梁中间部位被上部连接件固定,为固定支撑,电机侧受到末端执行器、碳纤维气瓶及C轴电机,减速器等的总重量,计算可得为737 N。对X轴横梁施加以上载荷及约束,可得出X轴横梁的最大变形及最大应力如表1所示。按照以上分析方法,依次在Ansys workbench中分析方管型号为130、100、80时的变形及最大应力,分析结果如表1所示。

表1 X轴横梁各型号方管最大变形及最大应力
由表1可见80~150的方管有限元分析所得的最大变形,其中100 mm方钢的最大变形刚好在0.3 mm范围以内。最大应力随方管的减小有增大趋势。考略到方管的型号尺寸越小,质量越轻,以及最大应力、变形的情况,本次设计采用100 mm×100 mm的方管,厚度为8 mm。
对于Y轴横梁而言,受载类型与X轴相同,其导轨直线度误差允许差值在水平面内为0.3 mm。当X轴横梁与末端执行器均运行到Y轴横梁的中间位置时,会发生最大变形。为了便于Y轴横梁两侧安装丝杆螺母,Y轴横梁选用矩管制作,初选矩管的型号为160×65,在Creo中建模,并在横梁上部设计加强筋结构(图1)。将设计的模型转换格式导入Ansys workbench中,然后将两侧丝杆螺母孔位置施加固定约束,横梁中间施加竖直向下的载荷,大小为Y轴横梁及其下部构件的总重量,计算可得为2 696 N。用同样的方法,分别对型号为150×50、120×40矩管做同样的有限元分析,分析结果如表2所示。

表2 Y轴横梁各型号矩管最大变形及最大应力
由表2可见,随着方管的尺寸的减小,其最大变形有增加的趋势,矩管尺寸为150 mm×50 mm时,其最大变形刚好在0.3 mm以内。结合变形、应力及方管质量轻便上的考虑,此次设计采用150 mm×50 mm的矩管,厚度为8 mm。
对于Z轴支撑柱而言,Z轴支撑柱竖直放置,查阅相关资料可知,导轨在竖直平面内的直线度允许差值为0.02 mm。两侧的两个支撑柱均摊机械手总的重量。结合以上对X轴、Y轴横梁的确定,可求得中间机械手部分的总重量为2 048 N,均分到一侧,并加上一侧丝杠、导轨、电机的重量,一侧立柱所受载荷为1 317 N。初选方管的型号为200,在Ansys workbench中添加载荷和约束,可求得最大变形及最大应力如表3所示。用同样的方法,求得方管型号为160、120、100时的最大变形及最大应力如表3所示。

表3 Z轴支撑柱各型号方管最大变形及最大应力
由表3可知,随着方管尺寸的减小,Z轴支撑柱最大变形有增大趋势,最大应力逐步增大,其中200 mm的方管尺寸最大变形刚好在0.02 mm以内,故Z轴支撑柱采用200 mm×200 mm的方管,厚度为10 mm。
2.2 末端执行器的有限元分析
末端执行器需要进行有限元分析,确认其在夹取及搬运气瓶过程中变形及最大应力在合理范围之内。末端执行器连杆及气缸架采用Q235结构钢制作,Q235结构钢的材料力学性能如表4所示。

表4 Q235结构钢材料力学性能
在Creo中对末端执行器进行建模,转换格式并导入Ansys workbench中,对末端执行器的气缸架施加固定约束,气瓶质量为7 kg,对末端执行器夹爪处施加竖直向下的载荷68.6 N,可求得末端执行器的最大变形及最大应力,如图6、7所示。

图6 末端执行器总变形云图

图7 末端执行器应力云图
从图中可看出,末端执行器的最大变形约为0.084 mm,末端执行器工作时,不影响对工装杆的夹紧及安装。末端执行器的最大应力约为10.8 MPa,远小于Q235结构钢的屈服强度235 MPa,其最大变形及最大应力在合理范围之内,故设计合理。
3 机械手运动仿真
通过对机械手进行运动仿真,得出机械手运行时的位移、速度曲线,可确定机械手搬运气瓶时运行的稳定性。机械手搬运气瓶时涉及X、Y、Z轴的平动,在安装工装杆时涉及C轴的旋转运动,仿真时,可以让机械手4轴一起运动,若此时机械手运行稳定,则结构稳定可靠。由于计算机性能的限制,在将模型导入Adams前,可对机械手做相应简化。去掉各个横梁、支撑柱上的电机、导轨滑块,增加相应的重量的重块以保证重力不变。末端执行器夹紧气瓶后,与气瓶连接为一体,可对末端执行器做相应的简化,并保证重量的不变。将机械手简化并保存为parasolid格式导入Adams中[8]。对机械手的X、Y、Z轴添加滑移副,对C轴添加旋转副,并在各运动副上添加相应滑移驱动和旋转驱动。点击仿真按钮,可见机械手夹紧气瓶沿着X、Y、Z、C轴平移及旋转运动。添加气瓶在运动时的位移及速度曲线,可得到仿真结果,如图8所示。
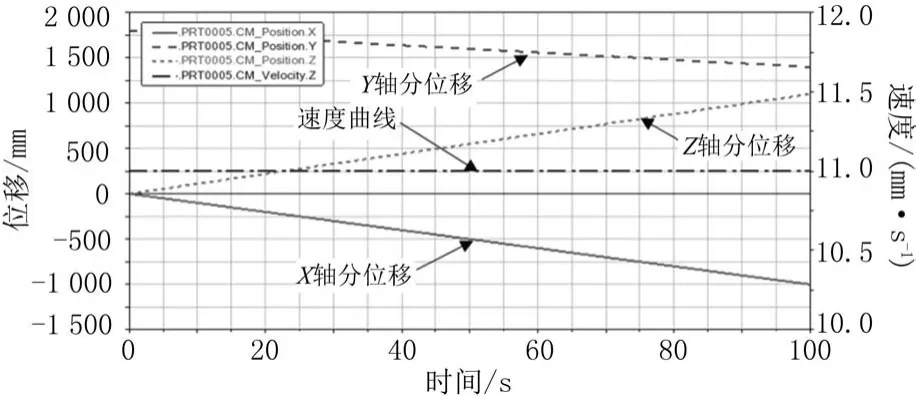
图8 机械手速度、位移曲线
由图中可见,机械手搬运气瓶运行时,气瓶速度曲线稳定不变,各轴位移分量匀速变化,故设计的机械手机构能平稳的运行,满足设计要求。
4 结束语
本文对碳纤维气瓶缠绕生产线自动安装工装杆机械手进行了详细的结构设计,对安装流程进行了说明,并介绍了双电机同步控制的控制方法。对机械手中的重点零部件,各横梁、支撑柱进行了Ansys有限元分析和讨论,分析结果表明设计的机械手满足强度要求,并对机械手进行了Adams运动学仿真,仿真结果表明所设计的机械手运行平稳,满足设计要求。
