WK-55电铲铲斗前壁结构改进及焊修加固工艺
2020-03-25董新
董 新
(神华准格尔能源有限公司 设备维修中心,内蒙古 鄂尔多斯 010300)
WK-55系列电铲铲斗外形接近正方体,主要由斗体、提梁、斗底、开斗杠杆和连接组件构成。其中铲斗是直接用来挖掘、收集、搬移和卸出物料,在工作过程中承受着较大的冲击载荷与剧烈的磨损。铲斗斗体主要由斗前壁与斗后壁2大部位构成,其中斗后壁上主要为一些连接组件中的耳座,与电铲的铲杆进行连接,要求其要有足够的强度和刚度,支撑整个斗体。斗前壁主要由3个主要部件构成,分别为斗唇、主体母板、斗栓插座。由于斗前壁需直接插入料堆,故要求其材质应具备较高的强度和耐磨性。斗唇主要用于安装铲斗斗齿。主体母板主要用于承载物料和构成铲斗主体。斗栓插座主要用于开斗栓销的定位,固定斗底。
WK-55电铲在黑岱沟和哈尔乌素两矿生产投入运行使用过程中,WK-55铲斗频繁发生裂纹损坏,需停机焊修或停机拆卸后进行整体焊接修复,严重降低了WK-55电铲的出动率,制约了岩土的剥离效率,同时焊修工作的投入,不仅增加了检修人员的工作量,也增加了生产检修成本。
1 铲斗损坏原因
对损坏铲斗进行裂纹频发部位的统计,发现其裂纹频发部位主要为斗前壁的主体母板,及其背部纵向拉筋,磨损开裂部位主要为斗前壁的斗栓插座及其周边对接焊缝。
WK-55系列电铲铲斗的斗容为58 m3,最大提升力达2 890 kN,故匀速情况下,提升力近似约294.9 t[1]。黑岱沟露天煤矿和哈尔乌素露天煤矿,若按照一般矿岩松散密度为1.9~2.4 t/m3计算,故满载时岩土质量110.2~139.2 t,铲斗(带斗门)质量约84 t,斗门约重20 t。由于斗前壁为主要承载部件[2],(不涵盖斗唇)斗深3 465 mm,宽约4 900 mm,故其面积大致为17 m2,对其进行静载受力分析。
铲斗斗前壁的材质接近于Q345,杨氏模量值约为206 000 N/mm2,此母板取值210 GPa,则变形时变形力约105 t,此种情况适用于钢板两侧存在支点,与斗前壁结构相符。故由此推断铲斗满载时仅物料重便大于其变形力临界值。随斗前壁背部存在纵向加强筋板,但其主要起到了对纵向变形的抵抗强化作用,在横向上作用不大。推断铲斗在装载卸料过程中斗前壁主体母板不断受力发生横向为主的挠度变形,最终导致斗前壁主体母板材质出现疲劳裂纹,裂纹拓展后发生较大裂纹损坏。对于更换过斗栓插座的铲斗,引起对接焊缝变宽,且焊缝的强度远低于母板材质强度,导致短期内在对接焊缝处便会出现新的裂纹损坏,符合目前铲斗在更换新斗栓插座后的使用寿命仅40 d左右的实际情况。
通过以上的推理分析,基本确定导致WK-55铲斗斗前壁裂纹频发的原因为铲斗斗前壁原设计结构存在一定的缺陷,背部加强筋板布局存在不足,无法抵消受力时产生的挠度变形。
2 铲斗斗前壁结构改进
2.1 斗前壁斗栓插座结构改进方案
在进行斗栓插座的焊接更换过程中,由于对接部位的多次开裂和反复焊接,其进行裂纹清根后,导致刨削量增加,对接焊缝增宽,焊缝宽度值约为150~ 200 mm,斗栓插座的材质为高锰钢,主体母板材质为低合金高强度钢板。
由于异种钢对接焊缝的力学性能要明显低于母材,故焊缝的宽度值增加[3],也提高了对接焊缝再次受力时的裂纹发生几率,降低其使用寿命。针对斗栓插座的更换提出以下改进方案:
1)增加斗栓插座两侧翼的长度。两边各增加约100 mm,用以缩减对接焊缝宽度。
2)若购进新斗。建议制造厂家将斗栓插座的结构进行改进,让其外形成梯形结构,尽量避免两侧翼过大,缩小斗栓插座的整体体积。
3)目前斗栓插座为铸钢件,若购置成本相似,建议将其改成锻件结构,以提高其力学性能和对接更换时的焊接性。
2.2 斗前壁主体母板结构强化及维修方案
通过对已发生损坏的用铲斗进行以上结构数据的测量和分析,初步确认导致斗前壁拉筋断裂、斗栓插座频发裂纹损坏的原因,主要为斗前壁主体母板材质较为单薄,背部纵向加强筋数量较少,且间距较大,很难起到较好的强化作用,又因铲斗在装载、卸料的工作过程中,不仅要承受物料的磨损作用,而且还需要不断承受冲击及交变载荷的作用[4],促使斗前壁主体发生反复的挠度变形,且伴随运行时间的增加,变形程度逐渐增加,最终降低了斗前壁结构的强度和刚度,导致结构件本体钢材内部或外部裂纹频发;因钢材内部裂纹无法观察发现,或外部微小裂纹未被及时发现,将导致裂纹的延展,最终致使结构件发生裂纹损坏,严重磨损变薄等现象的发生。为强化斗前壁的强度和刚度,采取以下方案进行修复:
1)针对现有WK-55铲斗共有8根纵向拉筋,拉筋长2500 mm,均高85~90 mm,宽约70 mm,纵向拉筋间隔490 mm。增加其斗前壁主体母板处纵向拉筋,宽100 mm,高70 mm,增加横向拉筋,宽150 mm,高70 mm。因增加的纵向及横向筋板促使铲斗约增重2.4 t。依据铲斗匀速情况下的最大提升力载重能力为294.9 t,增加筋板后铲斗及物料自重达226 t <294.9 t,对铲斗提升运行无影响。
2)新增横向、纵向拉筋高度要求低于原始纵向拉筋,焊接方式选择多层多道角缝焊接,焊缝形成圆弧过渡,增加纵向、横向拉筋的斗前壁主体如图1。
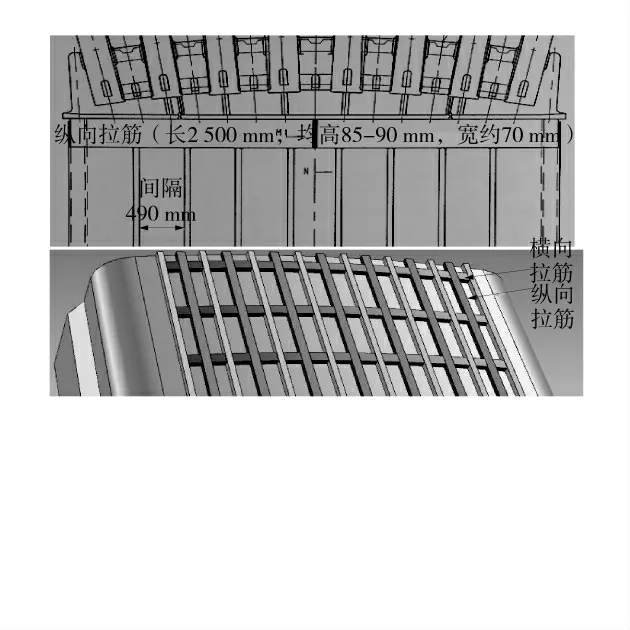
图1 增加纵向、横向拉筋的斗前壁主体
3 铲斗结构改进焊接工艺
3.1 斗栓插座焊接
斗栓插座是材质为高锰钢ZGMn13Mo的铸件,与斗体为低合金刚强度钢的材质对接,属于异种钢焊接,故选择焊接填充材料为E309LT-1的φ1.6 mm不锈钢药芯焊丝。在进行斗栓插座对接焊接过程中要严格按照以下几点工艺进行焊接操作:
1)施焊前将斗栓插座及斗前壁部位的泥土等杂质进行清理,利用碳弧气刨焊进行坡口的加工,且利用角向磨光机将斗栓插座及斗前壁主体母板对接焊缝坡口及其周边100 mm,范围内进行打磨,至少要磨削掉1 mm,直至漏出金属光泽[5]。坡口处理结束后应对其进行周边范围的探伤检查,确认是否依然存在碎裂纹。
2)焊缝两端设立引弧板。将焊缝预热至38 ℃左右,采用多层多道焊,单道焊缝宽度小于焊丝直径的3倍[6],且当前焊缝应将前道焊缝重新熔覆宽度的1/3~1/2,斗栓插座对接焊缝如图2,焊接过程中及时清渣,随时用风铲锤击焊道,以降低焊接应力。严格将层间温度控制在120 ℃左右,焊接操作结束后用石棉布保温,缓慢冷却。

图2 斗栓插座对接焊缝
3)焊接操作过程中,焊道间的起弧点、收弧点应相互错开[7]。起弧点、收弧点不允许设在焊缝拐角处。若焊接过程中,出现气孔、夹杂等焊接缺陷,应立即清除干净后再继续施焊;焊后利用角向磨光机将焊缝表面余高进行打磨平整、光滑过渡,控制余高0 mm,对焊缝进行无损探伤检查,保证焊接质量。
4)斗栓插座焊接结束后,在其背部焊接加强筋板或耐磨板。
3.2 斗前壁主体母板加强筋板的焊接
根据斗体斗前壁主体母板的材质和用于强化的加强筋板材质,选择加强筋板的角缝焊接填充材料为81Ni的φ1.6 mm不锈钢药芯焊丝。
1)横向与纵向加强筋板钧利用氧乙炔自动切割机在δ=70 mm的钢板完成,要求切割边缘光滑,无错边等缺陷,且切割过程中保障筋板无变形。
2)加工好的纵向、横向筋板要进行角缝的焊接,因为加强筋板与斗前壁主体母板进行结构焊接,且主体母板厚度约为40 mm左右,故依据钢结构的设计要求,其焊件焊脚尺寸不小于最薄件厚度值,确定加强筋板的焊脚尺寸L≥40 mm,且确保筋板角缝为弧形过渡。相关焊缝的焊接示意如图3。
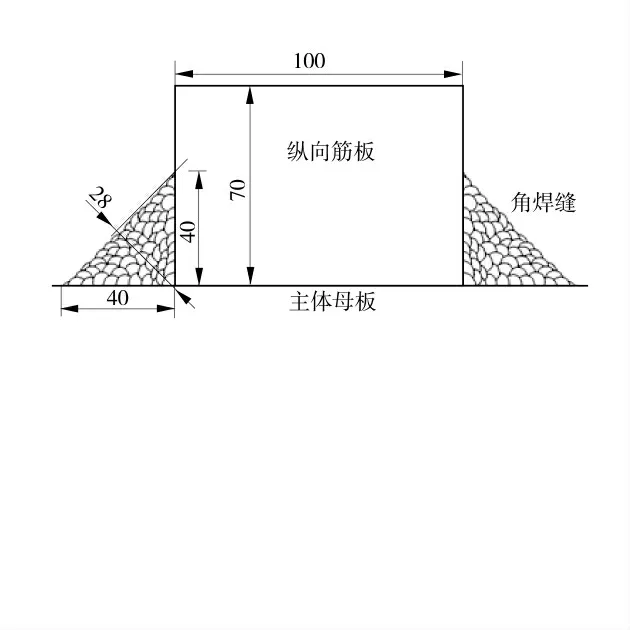
图3 增加筋板角焊缝
3)横向与纵向筋板的交接处要焊满,且禁止存在夹杂等缺陷。
4 改进后的应用跟踪及效益分析
4.1 改进后的应用跟踪
先后完成了2件WK-55电铲铲斗前壁结构的改进和焊修加固。修复后的铲斗,其中1件于2016年2月25日在黑岱沟装4#WK-55电铲运行使用,1件于2016年6月10日在哈尔乌素装2#WK-55电铲运行使用,2件修复后的WK-55铲斗均运行使用情况良好,未出现裂纹损坏故障,电铲铲斗故障大大降低,斗栓插座的使用寿命得到了有效延长。
4.2 效益分析
2015年4#WK-55电铲的铲斗斗前壁及斗栓插座的焊修记录为:①铲斗碎小裂纹焊修:停机时间16 h;②铲斗更换下机整体焊修:停机时间29 h42 min;③铲斗碎小裂纹焊修:停机时间91 h40 min;④铲斗更换下机整体焊修:停机时间29 h4 min;⑤铲斗碎小裂纹焊修:停机时间25 h51 min。2016年4#铲斗斗前壁及斗栓插座的焊修记录为:①铲斗碎小裂纹焊修:停机时间12 h21 min;②更换结构改造和焊修加固铲斗:停机时间32 h3 min;③铲斗碎小裂纹焊修:停机时间3 h25 min。通过对比分析,可知2015年4#WK-55电铲坑下停机焊修铲斗斗前壁及斗栓插座的碎裂纹总工时为133 h31 min,全年4#WK-55电铲因斗前壁及斗栓插座的更换和焊接检修设备停机约192 h,平均每月因铲斗斗前壁及斗栓插座的焊修导致设备停机约17 h30′min。而结构改造和焊修加固铲斗斗前壁及斗栓插座在4#WK-55电铲装机后,截止2016年8月31日,因铲斗斗前壁及斗栓插座的碎小裂纹焊修设备停机约3 h25 min,平均每月因铲斗斗前壁及斗栓插座的焊修导致设备停机时间仅为34 min,且铲斗斗前壁及斗栓插座尚未发现较大裂纹,无需更换下机整体焊修。2016全年较2015年减少WK-55电铲停机时间为204 h。
一般情况下1台WK-55电铲每8 h装830E卡车120车计算[8],且830E卡车均车装105 m3岩土,则平均每年单台WK-55电铲因缩短铲斗停机焊修时间而增加的岩土剥离量约为32.13万m3。
5 结语
通过结构改进和焊修加固后的铲斗在4#WK-55上的有效运行记录,可以确认对铲斗的结构改进和焊修加固方案取得了预期效果,有效解决了WK-55电铲铲斗裂纹频损坏的故障难题,为矿山其他大型结构件的裂纹频发检修及焊修强化提供了可参照的经验。