UASB-SBR工艺处理硫酸新霉素废水试验研究
2020-03-24刘艳芳王凌霄李再兴
师 奇 ,刘艳芳 ,2,王凌霄 ,马 骏 ,李 宁 ,李再兴 ,2
(1.河北科技大学环境科学与工程学院,河北石家庄050018;2.河北省污染防治生物技术实验室,河北石家庄050018;3.河北科技大学建筑工程学院,河北石家庄050018)
硫酸新霉素是一种氨基糖苷类抗生素,主要用于治疗禽敏感的革兰氏阴性菌所致胃肠道感染,在畜牧业、水产养殖业应用广泛〔1〕。其生产过程中会排出大量有机废水,主要来自以葡萄糖和玉米浆等为原料的发酵、过滤、提炼、精制等过程排水及设备冲洗水〔2〕。 该废水 COD 高达 25~30 g/L,硫酸盐约 2.0~2.5 g/L,总氮约3.0~3.5 g/L,属难降解有机废水。若未得到妥善处理,会对人体健康和环境造成威胁。
目前,厌氧-好氧组合处理技术是处理抗生素废水的主流工艺〔3〕,其既克服了厌氧法出水不达标的缺陷,又避免了好氧法能耗高、运行成本大的问题,并可同步去除有机物和营养元素。厌氧处理工艺中应用最为广泛的厌氧反应器是上流式厌氧污泥床(UASB)〔4-5〕, 其具有有机负荷和去除率高、 不需搅拌、无污泥回流、水力停留时间短等特点,但抗生素类物质对产甲烷菌有较大的抑制作用,可能会对厌氧生物系统的运行和处理效能造成较大影响〔6〕。好氧处理工艺通常选用序批式活性污泥法(SBR),SBR处理工艺中,硝化和反硝化在同一池内进行,理论上脱氮率可无限接近于100%〔7〕。因此,针对硫酸新霉素废水水质特性,笔者采用“UASB-SBR”组合工艺处理硫酸新霉素废水,分析硫酸新霉素浓度对UASB工艺运行特性的影响,研究反应器的启动过程及UASB-SBR对废水的处理效果,以期为该类废水处理工程的设计、调试及运行提供参考。
1 材料与方法
1.1 试验用水
试验用水为河北省某制药公司排放的硫酸新霉素废水,废水 pH 3.5~4.5、COD 25~30 g/L、2.0~2.5 g/L、总氮 3.0~3.5 g/L、硫酸新霉素 550~600 mg/L,由于废水污染物浓度过高,需根据运行条件适当稀释。
1.2 试验污泥
UASB接种污泥取自某淀粉废水厌氧反应器中的颗粒污泥,接种体积占反应器有效容积的40%左右,反应器污泥接种量为27 gVSS/L。
SBR接种污泥取自某城市污水处理厂二沉池污泥。污泥呈黄褐色,SVI为82 mg/L。接种体积约为反应器有效容积的30%,反应器内污泥质量浓度4 000 mg/L。
1.3 试验装置
试验装置见图1。
反应器采用有机玻璃制成,其中UASB反应器有效容积3 L,反应区内径45 mm,高度1 000 mm,沉淀区内径150 mm,反应器内部设置三相分离器,气体从反应器上部收集;SBR反应器有效容积15 L,反应区内径160 mm,高度750 mm,反应器上方装有搅拌电机(HDM-1035,西化仪科技有限公司),可控制搅拌速度和搅拌时间,反应器底部装有曝气装置,采用鼓风曝气(转子流量计LZB-3WB,常州双环热工仪表有限公司),可调节曝气量。SBR反应器置于恒温水箱内,实现恒温(20±1)℃运行。
利用加热装置将废水预热到38~40℃后,通过蠕动泵(BL100,常州普瑞流体有限公司)将废水打入UASB底部,经过厌氧生物处理后的出水从顶部溢出到中间储水箱后,通过蠕动泵(BL100,常州普瑞流体有限公司)将中间储水箱废水打入SBR反应器。SBR反应周期为24 h,即每天运行1个周期。运行条件为进水5 min、缺氧反应6 h、好氧反应6 h、沉淀30 min、出水15 min,其余为闲置时间。缺氧和好氧条件分别由机械搅拌器和空气泵曝气来控制。SBR进水量3 L,排水比为0.4。UASB反应器产生的沼气从装置上部排出,经过水封后,接入湿式气体流量计(LML/LMF,天津凯隆仪表科技有限公司),记录产气量。
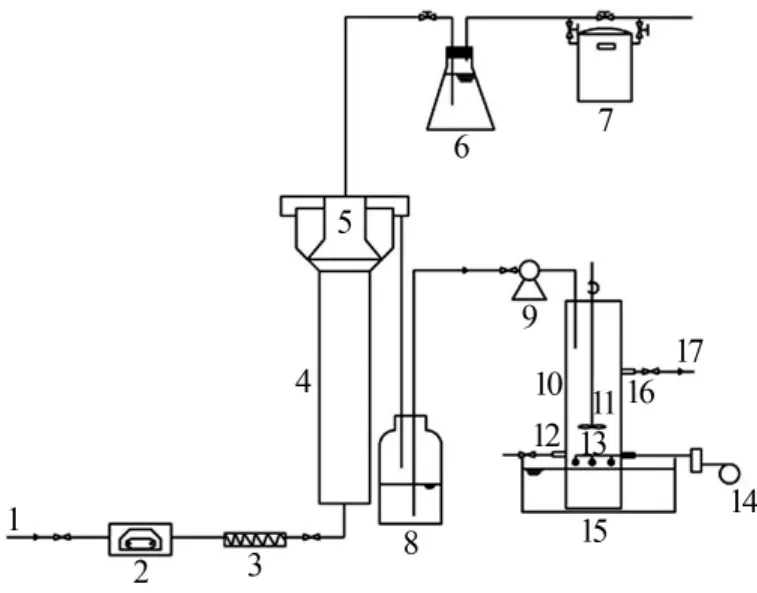
图1 试验流程
1.4 分析方法
硫酸新霉素浓度采用邻苯二甲醛(OPA)衍生化-高效液相法测定〔8〕。pH采用玻璃电极法测定,COD采用重铬酸钾法测定,总氮采用过硫酸钾氧化-紫外分光光度法测定,氨氮(NH3-N)采用纳氏试剂光度法测定,采用重量法测定。溶解氧(DO)使用JPSJ-605DO分析仪测定。
2 结果与讨论
2.1 硫酸新霉素浓度对厌氧抑制影响
利用营养液和硫酸新霉素配制硫酸新霉素质量浓度分别为 300、600、900、1 200 mg/L 的 4种模拟废水,采用全自动甲烷潜力测试系统(AMPTSⅡ,碧普华瑞环境技术有限公司),测定不同硫酸新霉素浓度废水厌氧产甲烷气量,分析硫酸新霉素浓度对厌氧反应的影响,结果见图2。
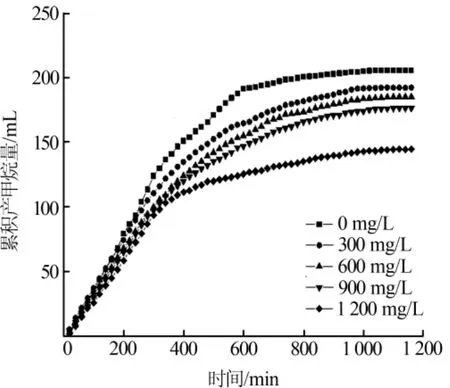
图2 硫酸新霉素浓度对厌氧反应的影响
由图2可以看出,随着硫酸新霉素浓度的增加,厌氧颗粒污泥最大产甲烷量逐渐减小,其中对照样品最大产甲烷量为205.8mL。与对照样品相比,硫酸新霉素质量浓度为 300、600、900、1 200 mg/L的最大产甲烷量分别降低了6.5%、9.9%、14.2%、29.7%。此外,不同硫酸新霉素浓度下最大比产甲烷速率(Umax)〔9〕,即1 gVSS(间接代表厌氧微生物量)厌氧污泥每日的最大甲烷产量也逐渐降低。对照样品Umax为242.5 mL/(gVSS·d),硫酸新霉 素质量 浓 度为 300、600、900、1 200 mg/L 时,Umax分别为 212.1、186.2、178.6、169.3 mL/(gVSS·d)。
为更清楚表示硫酸新霉素对厌氧消化的抑制程度,用相对活性(RA),即某时刻受试组甲烷累积产量与同时刻对照组甲烷累积产量比值,判断抑制程度的大小〔10〕。 硫酸新霉素质量浓度为 300、600、900、1 200 mg/L,在反应时间1 200 min时,相对活性分别为 93.5%、90.1%、85.8%、70.3%。一般认为 RA为75%~95%表示轻度抑制;RA为40%~75%表示中度抑制;RA<40%表示重度抑制〔11〕。 可见,废水中硫酸新霉素质量浓度在300~900 mg/L时,对厌氧消化产生轻度抑制影响,当硫酸新霉素质量浓度大于1 200 mg/L时,对厌氧消化产生中度抑制影响。
2.2 UASB反应器运行情况
UASB反应器启动过程共80 d,分为3个阶段:启动初期(第1天—第28天)、适应期(第29天—第53天)和稳定期(第54天—第80天)。进出水COD及COD去除率的变化见图3,容积负荷和水利停留时间(HRT)变化情况见图4。
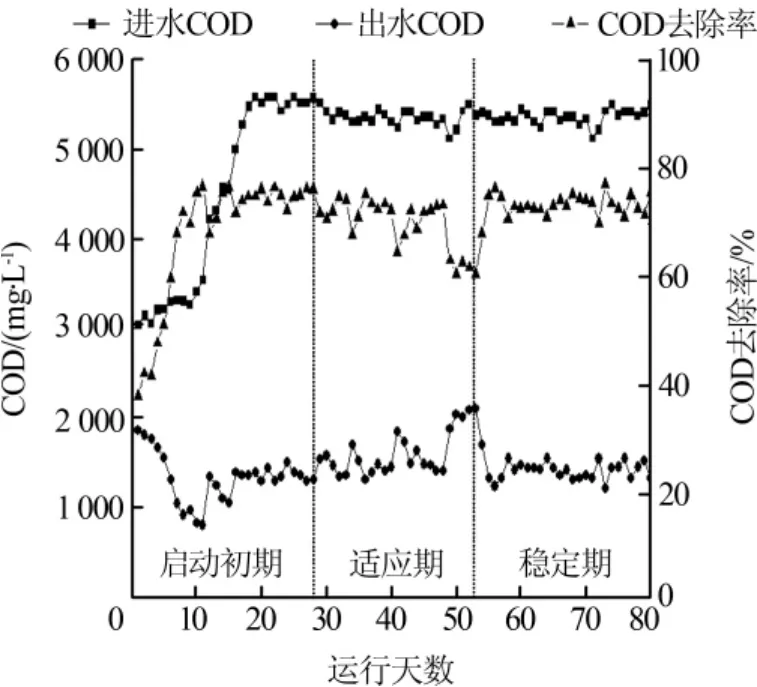
图3 UASB反应器运行情况

图4 UASB容积负荷及HRT变化
2.2.1 UASB反应器启动
UASB 的启动负荷为 1.0 kgCOD/(m3·d), 进水COD 为 3 000~3 200 mg/L,NH3-N 为 8~12 mg/L,硫酸新霉素为68~75 mg/L。启动初期需调节进水pH,因为厌氧反应器中产甲烷菌(MPB)对pH较为敏感,当环境pH超出其最适生长pH(6.8~7.2)时,会抑制其产甲烷过程,造成有机酸累积,严重时引起系统酸化〔12〕。 因此,启动初期用 Na2CO3调节进水 pH 7.0~7.5,并检测出水碱度。随着运行时间的延长,反应器内碱度不断升高,到第7天,反应器内碱度达到3 045 mg/L,说明反应器具备 pH 缓冲能力〔13〕,此后进水不需调节pH。启动第1天—第2天,考虑到厌氧颗粒污泥的适应性,采用间歇进水,此阶段COD平均去除率约40.3%,第3天—第12天,厌氧颗粒污泥逐渐适应水质,因此通过调节进水量提高反应器运行负荷,负荷提高幅度为 0.5 kgCOD/(m3·d)。 随着厌氧微生物活性增强,COD去除率逐渐增加,第8天—第12天,平均COD去除率达到72.0%。第13天—第28天通过提高进水浓度和提高进水量相结合的方式提高负荷,负荷提高幅度为0.5 kgCOD/(m3·d)。 第24天—第 28 天,运行负荷达到 2.76 kgCOD/(m3·d),进水 COD 5 575 mg/L, 出水 COD 1 322 mg/L,COD去除率稳定在70%以上,UASB启动完成。
2.2.2 UASB反应器运行负荷确定
UASB启动成功后进入适应期,此时控制反应器进水COD 5 000~5 500 mg/L,缩短HRT来提高运行负荷,具体控制条件:当COD去除率大于70%时,稳定运行3~4 d后,提高负荷,负荷提高幅度为0.5~1.0 kgCOD/(m3·d)。由图 3、图 4 上的适应期可见,第 41天—第47天,HRT缩短到24h,即运行负荷达到5.2 kgCOD/(m3·d),COD 去除率为 73.5%,出水 COD 为 1 356 mg/L,反应器沼气产量8.2 L/d;第48天—第53天,HRT缩短到20.57 h,即容积负荷提高到 6.3 kgCOD/(m3·d), 平均 COD 去除率为 59.9%, 出水的COD 2 233 mg/L,较运行负荷为 5.2 kgCOD/(m3·d)的COD去除率降低了13.6%。分析认为在厌氧消化过程中,在硫酸盐还原菌的作用下转化为硫化物,有机氮在水解阶段分解产生NH3-N,硫化物和NH3-N溶于废水对厌氧微生物有毒性作用,研究表明,游离的硫化氢对厌氧颗粒污泥的半抑制质量浓度约为250 mg/L,NH3-N质量浓度对厌氧颗粒污泥的半抑制质量浓度约为1000mg/L〔14〕。在UASB负荷提高阶段,当运行负荷为 5.2 kgCOD/(m3·d)时,出水中硫化物、NH3-N质量浓度分别为146、633 mg/L,而当运行负荷提高到 6.3 kgCOD/(m3·d), 出水中硫化物、NH3-N 质量浓度分别为253、755 mg/L,对厌氧微生物的抑制作用明显,COD去除效果降低。因此,UASB处理硫酸新霉素废水时运行负荷控制在 5.2kgCOD/(m3·d)。
2.2.3 UASB反应器稳定运行效果
在 UASB 反应器容积负荷 5.2 kgCOD/(m3·d)、HRT=24 h条件下运行20 d,UASB处理效果如表1所示。

表1 UASB处理效果
2.3 SBR运行情况分析
2.3.1 SBR反应器启动
启动阶段的主要任务是培养硝化细菌〔16〕,因此只进行好氧反应,溶解氧保持2.0~2.5mg/L。每个运行周期24 h,具体运行条件为进水5 min、曝气12 h、沉淀30min、出水15min,其余时间闲置。NH3-N的去除情况如图5所示。配水采用厌氧出水加自来水的方式,进水 pH 7.6~7.8、COD 283 mg/L、NH3-N 121 mg/L。由图5可以看出,到第18个运行周期,NH3-N去除率稳定在96%以上,SVI达到77 mL/g,说明污泥沉降性能良好,反应器启动完成。为保证启动阶段的良好运行,持续运行至第20个周期。
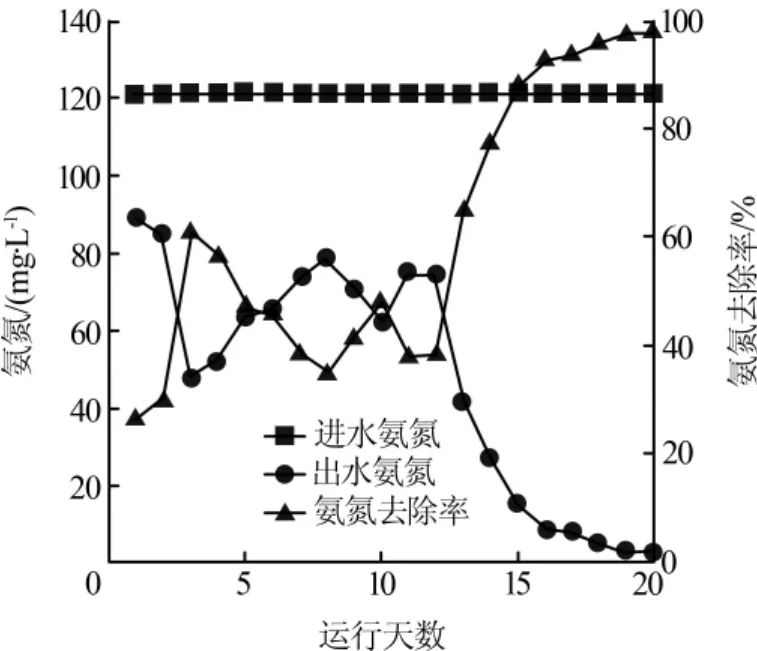
图5 SBR启动阶段NH3-N去除情况
2.3.2 COD及NH3-N的去除情况
SBR反应器启动完成能够稳定运行后,逐步提高进水浓度,即提高容积负荷,实现UASB出水直接进入SBR反应器,并考察SBR反应器对COD及NH3-N的去除情况,结果如表2所示。
由表2可以看出,随着反应器进水COD从(262±11)mg/L 提升到(1 309±60)mg/L,反应器出水COD 也相应地上升,从(96±3)mg/L 提升到(450±18)mg/L,这是由于进水中不可生物降解物质的累积和负荷的提高所致,COD去除率基本稳定在60%以上,微生物对废水已有较好的适应性。运行到第41 天—第 45 天时,COD 容积负荷 5.818 kg/(m3·d),NH3-N 负荷达到 0.036 kg/(kgMLVSS·d),COD去除率保持65%以上,NH3-N去除率保持95%以上。反应器运行稳定,出水COD及NH3-N达到《发酵类制药工业水污染物排放标准》(GB 21903—2008)规定的间接排放要求。

表2 负荷提高阶段COD及NH3-N去除情况
2.4 组合工艺对废水的处理效果
UASB-SBR组合工艺对废水的处理效果见表3。连续运行14 d,COD去除率达到91.8%,出水COD<500 mg/L、NH3-N<20 mg/L,可满足当地污水厂排入要求。
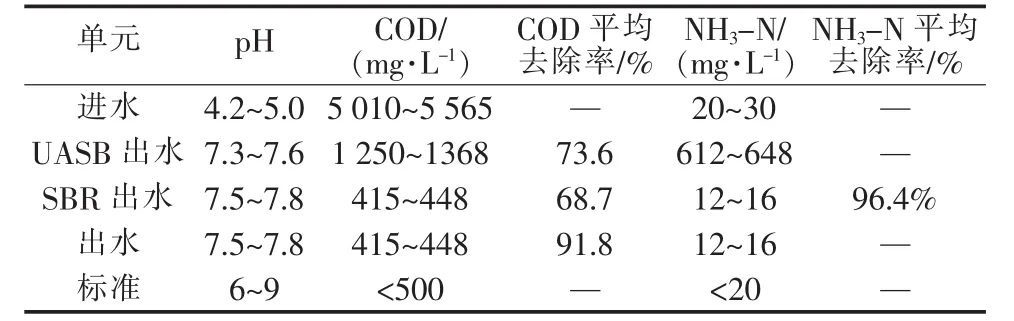
表3 组合工艺对废水的处理效果
3 结论
(1)废水中硫酸新霉素质量浓度在300~900 mg/L时,对厌氧消化产生轻度抑制,当硫酸新霉素质量浓度大于1 200 mg/L时,对厌氧消化产生中度抑制。
(2)在进水 COD 5 010~5 565 mg/L、610~655 mg/L、总氮712~800 mg/L、硫酸新霉素质量浓度103~129 mg/L、容积负荷 5.2 kgCOD/(m3·d)、HRT=24 h条件下,UASB反应器稳定运行,出水COD为1 250~1 348 mg/L、15~20 mg/L、NH3-N 600~650 mg/L,硫酸新霉素质量浓度为0.12~0.2 mg/L。COD去除率稳定在73.0%左右,沼气产气量为8.0~8.5L/d。
(3)采用SBR工艺处理硫酸新霉素废水UASB厌氧反应器出水时,在MLSS为3 500~4 000 mg/L时,COD 容积负荷为 5.818 kg/(m3·d),NH3-N 负荷 0.036 kg/(kgMLVSS·d),出水 COD、NH3-N 分别为 412~488、12~16 mg/L,平均去除率分别为 67.0%、97.4%。
(4)UASB-SBR组合工艺处理硫酸新霉素废水,出水可满足《发酵类制药工业水污染物排放标准》(GB 21903—2008)间接排放要求。
