碳包覆磷酸铁锂/石墨烯正极材料的制备及电化学性能
2020-03-24王振廷王彦霞张永柯
王振廷, 王彦霞, 郑 芳, 张永柯
(黑龙江科技大学 材料科学与工程学院, 哈尔滨 150022)
0 引 言
当今社会,随着化石能源的减少,人们越来越多地将关注对象转移到了清洁能源上。动力电车、医疗电子设备、娱乐电子设施等广泛出现在广大人民群众的视野中。锂离子电池具有质量轻、成本低、无记忆效应、电压平台长、对环境友好等特点[1],作为动力电车不可或缺的组成之一,其重要性不可忽视。常用的锂离子电池正极材料有钴酸锂、镍酸锂、镍钴酸锂、磷酸铁锂和镍钴锰酸锂三元材料(NMC)来做活性物质。磷酸铁锂以其良好的循环性能和安全性广泛用于与锂离子电池材料中,其理论放电比容量为170 mAh/g,但它的电子导电率和离子导电率都很低,故急需寻求一种方法来改善锂离子电池正极材料的性能。碳包覆磷酸铁锂/石墨烯与传统的碳包覆相比,容易在复合材料中形成三维网络结构,且石墨烯高石墨化程度有效提高了电子电导率,降低了Li+在扩散过程中的各向异性[2]。叶芳霞等[3]采用共沉淀法制备的LiFePO4/C在0.1 C下首次充放电比容量为140.8 mAh/g,G.Wang等[4]采用溶胶-凝胶法制备出碳包覆磷酸铁锂和镍掺杂磷酸铁锂,提高了锂离子电池的电化学性能。杨洪等[5]采用高温固相法制备出磷酸铁锂/石墨烯复合材料,在0.1 C下首次放电比容量为146.51 mAh/g 。C.Fu等合成Mg2+掺杂的Li[Ni0.6Co0.2Mn0.2]1-xMgxO2,在5 C下,首次放电比容量为155 mAh/g[6-7]。王连邦等[8]采用高温热分解法制备的LiFePO4/C复合材料,其首次充放电比容量达到137 mAh/g。黄帅等[9]通过简单的水热和气相沉积法制备出的碳包覆磷酸亚铁锂/石墨烯复合材料在10 C的倍率下仍有115 mAh/g的容量。邓凌峰等[10]通过喷雾干燥高温固相原位还原法制备锰酸锂/石墨烯复合正极材料,在0.5 C下放电比容量为133.0 mAh/g。朱蕾等[11]采用两步干混-球磨方法制备了石墨烯掺杂改性的锂离子电池LiFePO4/LiNi0.8Co0.15Al0.05O2复合正极材料,3 C时放电容量仍然可保持在160.5 mAh/g。
文中通过固相合成法先后制备了LFP@C及LFP@C/G正极材料,并比较不同石墨烯质量分数对锂离子电池电化学性能的影响,以期减少Li+在磷酸铁锂中的各向异性,增加Li+嵌入和嵌出的有序性,从而增加离子导电率。
1 实验材料与方法
1.1 材料与设备
实验材料:石墨烯(实验室制备),N-甲基毗咯烷酮(哈尔滨市泽源化工市场),铝箔,聚偏四氟乙烯(天津化学试剂中心),葡萄糖(高品化工仪器超市),碳酸锂(南昌依科实验总店),磷酸二氢铵(亚泰联合化工耗材),草酸亚铁(云中心化学试剂店)。
实验设备:SIGMA-500型扫描电子显微镜,X-Pert1型X射线衍射仪,电化学工作站(CS350),手动纽扣电池封口机(MSK-110),真空手套箱(Labstar-10),电池测试系统(CT-ZWJ-4S-T-10),球磨罐,管式炉。
1.2 试样制备
(1)LFP@C的制备。以一定的化学计量比称取碳酸锂、草酸亚铁、磷酸氢二胺进行配制,并称取磷酸铁锂实际理论质量20%的葡萄糖混合,将上述混合固体粉末置于球磨罐中,加入适量无水乙醇作为助剂,设置转速为400 rad/s,球磨时间为8 h。将球磨后的流变体置于真空干燥箱下干燥10 h,设置温度为80 ℃。用研钵将干燥之后的粉末研制成均匀细小粉末状态,置于高温管式炉中,在N2气氛下,300 ℃下保温3 h,之后升高温度至750 ℃保温10 h,即合成碳包覆纯相磷酸铁锂。记为LFP-C-G0。在烧结过程中,高温时活性炭会产生还原气氛,可避免发生Fe2+变为Fe3+。化学反应方程式为
FeC2O4·2H2O+NH4H2PO4+Li2CO3+C6H12O6·
(2)LFP@C/G的制备。称取磷酸铁锂理论质量5%、10%、15%的石墨烯,分别先与葡萄糖进行超声处理2 h,然后按上述步骤合成碳包覆磷酸铁锂/石墨烯,将制备好的复合材料分别记为LFP-C-G5、LFP-C-G10、LFP-C-G15。制备方程式为
FeC2O4·2H2O+NH4H2PO4+Li2CO3+C6H12O6·
(3) 锂离子电池制备。将上述制备的复合正极材料、石墨烯、PVDF按8∶1∶1的质量比在研钵中均匀混合,涂覆于铝箔上,在真空环境中干燥12 h,压片,在温度为室温下、水氧为体积分数均小于0.5×10-6且充满氩气的的手套箱中进行组装电池,金属锂片为对电极。
1.3 组织与性能测试
采用SIGMA-500型扫描电子显微镜、X-Pert型X射线衍射仪和透射电子显微镜对制备好的正极材料进行表面形貌、物相结构和高分辨相分析。用电化学工作站(CS320)对制备的材料进行循环伏安及电化学阻抗测试。CV扫描速度为2 mV/s,EIS测试频率,10-1~105Hz,交流振幅5 mV。电池测试系统(CP-ZWJ-4S-10)对制备的正极材料进行首次充放电及循环稳定性测试,测试范围均为2.4~4.2 V。
1.4 锂离子电池的工作原理
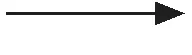
锂离子电池实际上是锂离子在正负极两个极板之间来回嵌入嵌出的过程,故又称做“摇椅式电池”。如图1所示,充电时,锂离子从正极,经过隔膜、电解质到达负极,此时负极处于富锂状态;放电过程则相反,正极处于富锂状态。锂离子电池在充放电过程中只会引起正极材料层间距的变化,而不会改变材料自身的固有特征,这也是锂离子电池寿命长的原因。
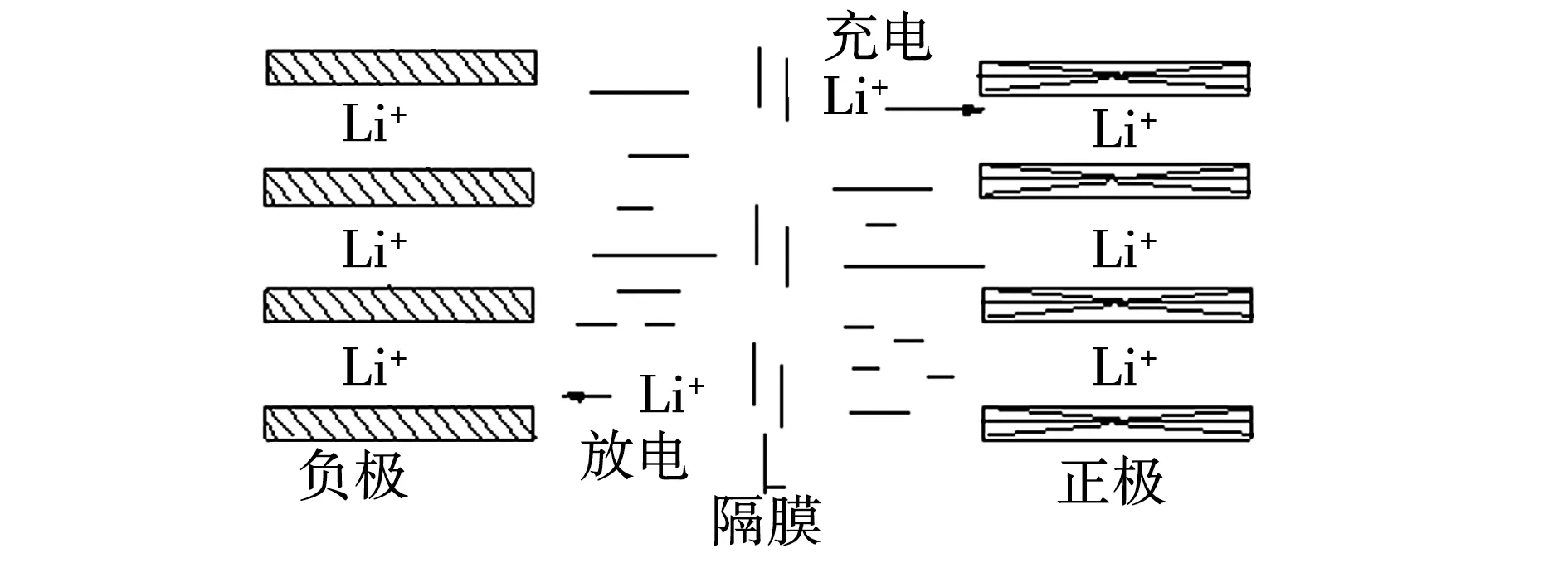
图1 电化学性能的微观机制
2 结果与分析
2.1 XRD表征
以X-Pert型X射线衍射仪对其进行物相结构的研究,图2为不同石墨烯质量分数下的复合材料XRD图谱。由图2可知,四种正极材料都有相似的峰值,且峰值尖锐,峰值出现的位置也相同,背底平整,晶型结构完整,都体现出了磷酸铁锂典型的橄榄石结构,属于正交晶系的Pmnb空间群。这是由于碳是以无定形态或者非晶态存在,同时也说明少量石墨烯的加入没有改变材料的晶型。
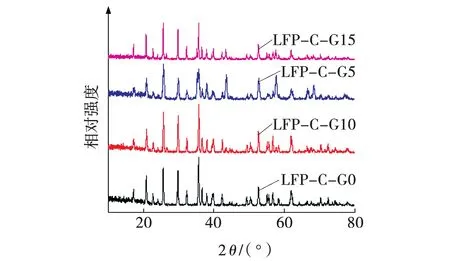
图2 不同复合材料的XRD图谱
2.2 SEM表征
图3为不同石墨烯质量分数的正极材料照片。由图3可知,石墨烯质量分数对复合正极材料的微观结构有很大的影响,当石墨烯质量分数为0时,复合材料颗粒之间有规整的形状,但有结块现象产生,随着石墨烯质量分数增多,复合材料粒径逐渐均一且较大程度地减轻了结块现象,当石墨烯质量分数为10%时效果最佳。图3d为石墨烯质量分数15%时的图片,可见颗粒模糊,石墨烯加入过多,在高温反应过程中发生团聚。综上所述,当石墨烯质量分数为10%时更有利于锂离子电化学性能的提高。
图3 不同石墨烯质量分数的SEM照片
2.3 TEM表征
图4为石墨烯质量分数为10%的复合材料的TEM照片。从图4可知,磷酸铁锂颗粒外表面被碳层及石墨烯包覆,有效抑制了磷酸铁锂的生长,加速了在电子迁移过程中的速度,且粒子与粒子之间通过无定形碳层和石墨烯连接,彼此之间形成了独特的三维网络导电结构[12]。经过计算发现,该晶格条纹对应于橄榄石型LiFeP04的(210)晶面[13]。
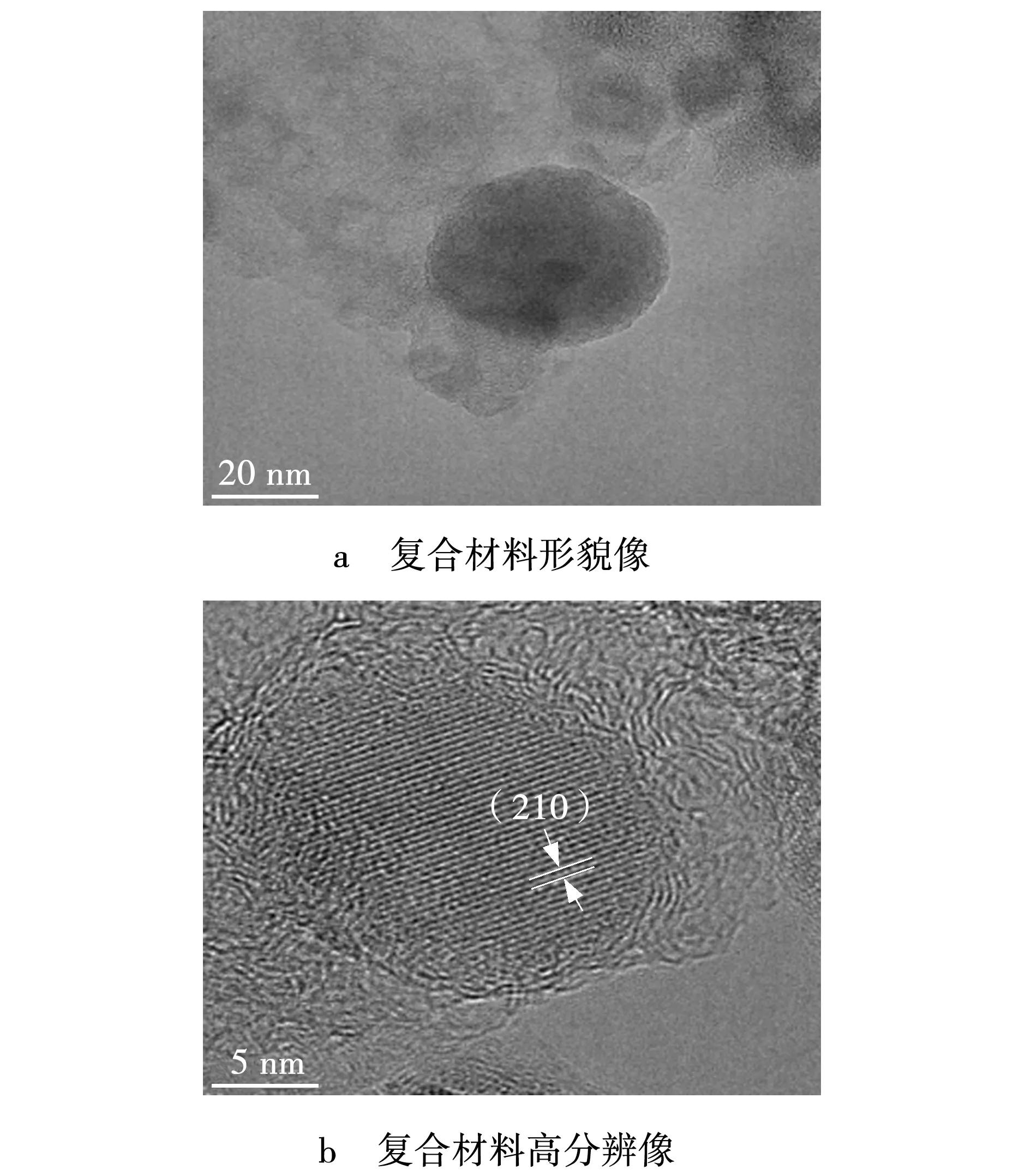
图4 复合材料TEM照片
表1为石墨烯质量分数为10%时,复合正极材料在高角环形暗场像扫描下各元素分别为C、O、P、Fe(图5)的质量分布数据。由表1数据可得,C元素的质量占42.49%、O元素的质量占31.46%、P元素的质量占12.27%、Fe元素的质量占13.78%,C元素所占比例达到最高,与图4结论保持一致。
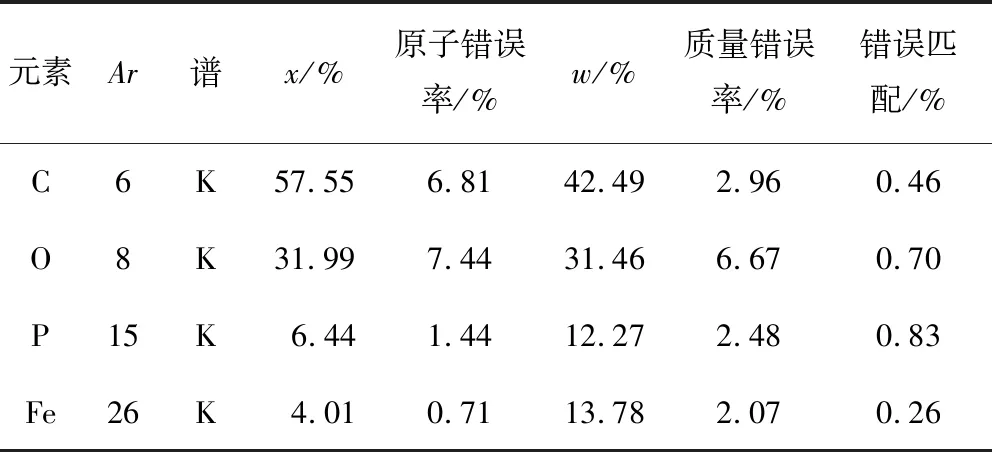
表1 各元素质量分数
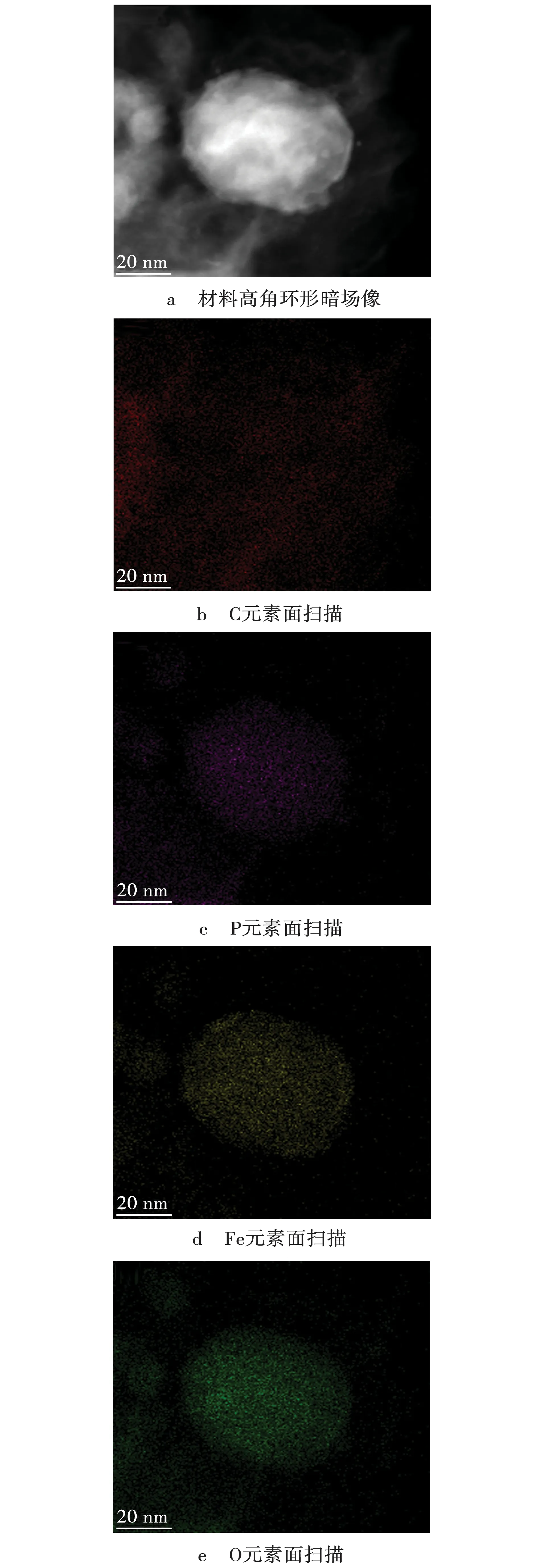
图5 元素面扫描照片
2.4 首次充放电性能测试
恒电流充放电测试是用以检测电极材料的比容量及循环性能研究中重要的实验方法。通过电池测试系统记录,可得到电池充放电过程中电量Q[14]:
并根据活性物质LiFeP04质量m计算材料的比容量q0:
图6为在0.1 C下,不同石墨烯质量分数下正极材料的首次充电、放电曲线。从图6中可以明显看出,不同石墨烯质量分数对锂离子电池电化学性能提高有很大的影响。当石墨烯质量分数为0时,首次充电比容量可达132.45 mAh/g,放电比容量为95.78 mAh/g。随着复合材料中石墨烯质量分数的增加,放电比容量先增后减,当石墨烯质量分数达到10%时,锂离子电池的充放电性能达到最好,首次充电比容量可达169.07 mAh/g,放电比容量为144.12 mAh/g,且其具有更长更窄的平台,电位间隔在40 mV,极化小,但当质量分数达到15%时,首次充电比容量降为143.31 mAh/g,放电比容量为100.67 mAh/g,充放电比容量分别下降25.76、43.45 mAh/g。这是因为加入石墨烯使复合材料粒子与粒子之间更有效地接触,缩短了锂离子在扩散过程中的扩散通道,提高了电子电导率。
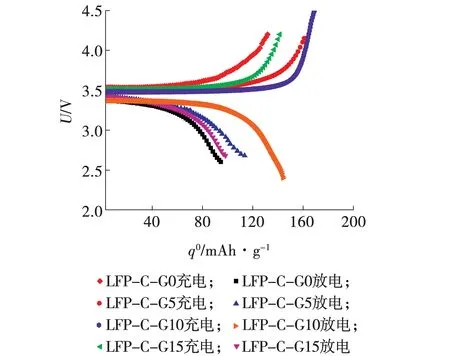
图6 不同复合材料的首次充放电性能测试
2.5 循环伏安测试
图7为在扫描速率0.2 mV/s下,不同石墨烯质量分数下各复合材料循环1圈的循环伏安曲线。由图7可知,当石墨烯质量分数为0时,复合材料的氧化峰为3.81 V,还原峰为3.23 V。峰间距为580 mV。随着复合材料中石墨烯质量分数的增加,石墨烯质量分数达到10%时,锂离子电池的充放电性能达到最好,其氧化峰为3.60 V,还原峰为3.32 V。峰间距为280 mV,峰间距降低了300 mV。但当石墨烯质量分数继续增加至15%时,氧化峰变为3.68 V,还原峰变为3.22 V,相较于石墨烯质量分数为10%时,峰间距增大为180 mV。这是由于加入适量的石墨烯,结合葡萄糖形成的无定形碳减弱了锂离子在扩散过程中的各向异性,锂离子电池在充放电过程中,制备出的复合正极材料构建出了一个良好的三维导电网络结构,Fe3+/Fe2+的氧化还原反应过程更容易进行,减少了电池极化,减弱了氧化还原峰,使电荷在粒子与粒子之间的嵌入与嵌出更加顺利。

图7 不同复合材料的循环伏安曲线
2.6 循环稳定性测试
图8为在0.1 C下,在石墨烯质量分数不同的情况下,循环200圈之后的各复合材料的循环稳定性曲线。
由图8可知,当石墨烯质量分数为0时,锂离子放电比容量为111.33 mAh/g,循环200圈之后为108.20 mAh/g,随着石墨烯质量分数的增多,放电比容量也逐渐增多,当石墨烯质量分数达到10%时,锂离子电池的循环稳定性能达到最好,但并非石墨烯质量分数越多电化学性能越好,其质量分数为15%时,放电比容量下降为127.99 mAh/g,循环200圈之后下降为124.48 mAh/g。这是由于随着石墨烯质量分数的增加,石墨烯与磷酸铁锂之间形成更有效的三维导电网络,更有利于离子在电解液和集流体之间扩散,而当石墨烯质量分数过多时,石墨烯特有的立体位阻效应[15]阻碍了锂离子的扩散。
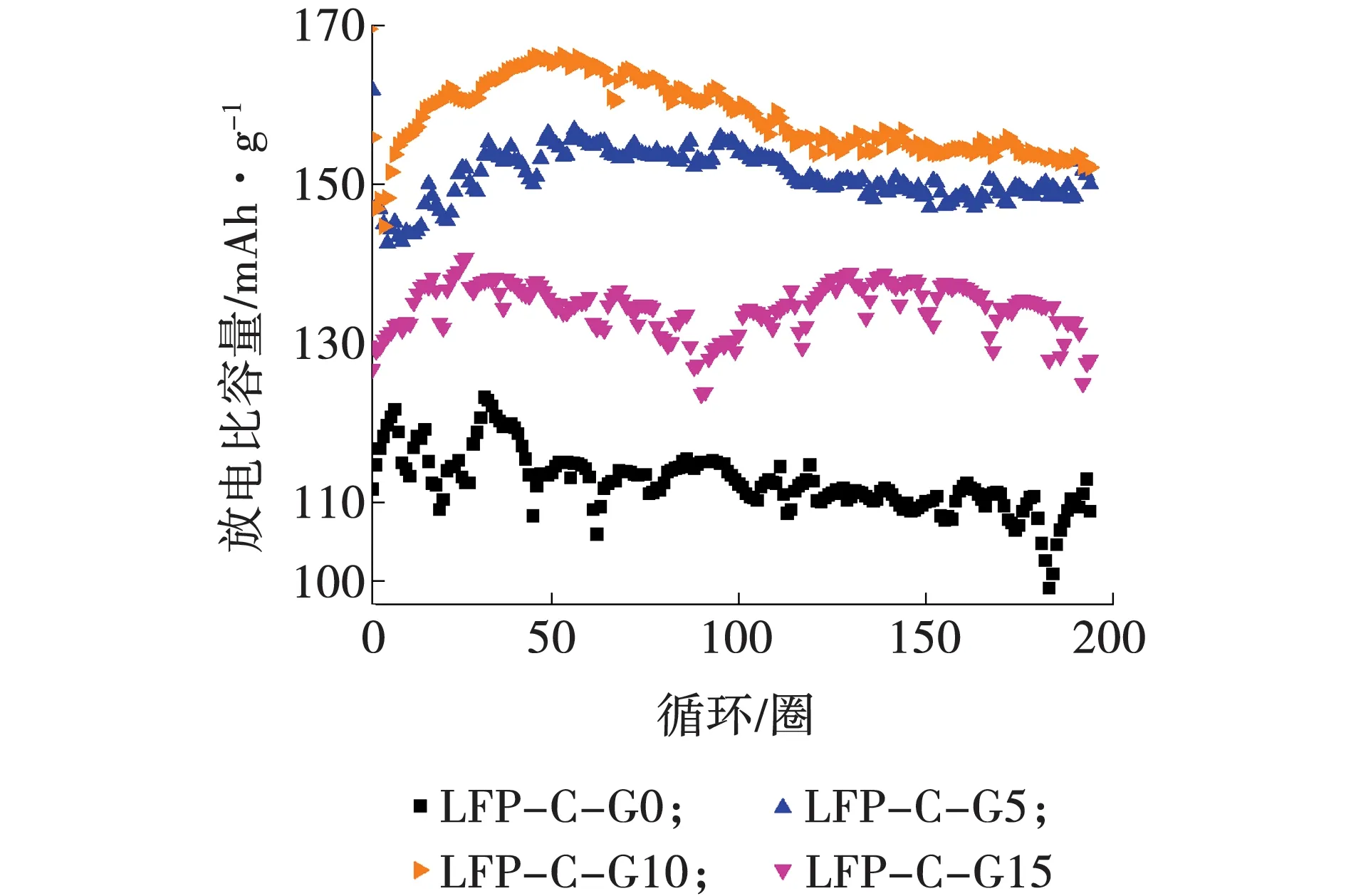
图8 不同复合材料的循环稳定性性能测试
2.7 倍率性能测试
图9为在不同倍率下,当石墨烯质量分数不同时,各种复合材料的倍率性能测试。
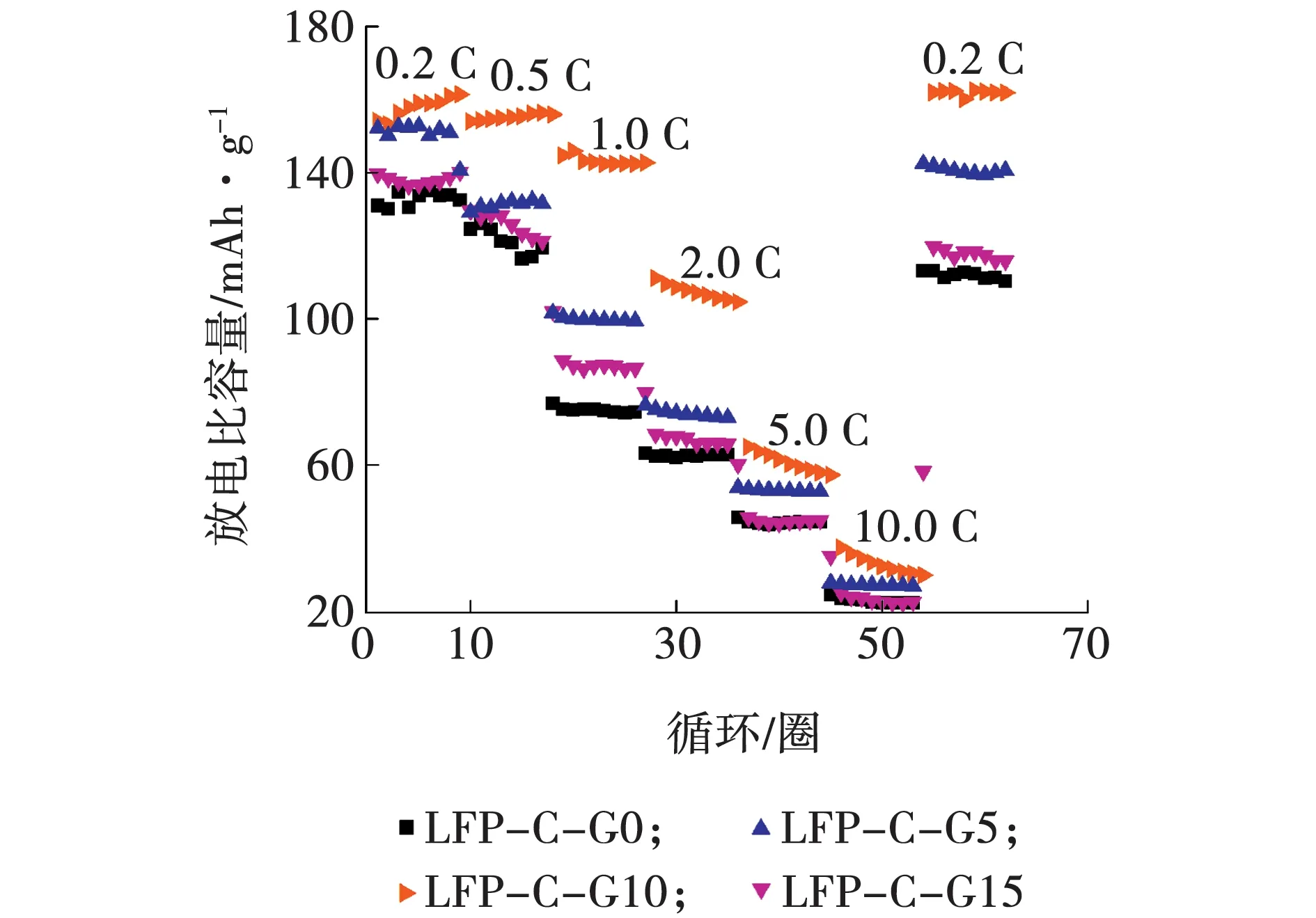
图9 不同复合材料的倍率性能测试
由图9可知,当石墨烯质量分数为0时,在0.2、0.5、1.0、2.0、5.0和10.0 C,最后再次回到0.2 C时的放电比容量分别为131.59、123.32、77.65、62.40、45.80、24.24和113.36 mAh/g。随着石墨烯质量分数的增加,锂离子电池的倍率性能先增后减,当质量分数为10%时,在0.2、0.5、1.0、2.0、5.0和10.0 C,同样最后再次回到0.2 C时的放电比容量分别为155.12、154.02、145.69、112.25、66.01、38.34和162.87 mAh/g。同比增长分别为23.53、30.70、68.04、49.85、20.21、14.10和49.51 mAh/g。但当石墨烯质量分数为15%时,同比放电比容量反而下降。这是因为加入适量的石墨烯可以快速地存储和释放电荷,提高了复合材料的离子导电率和电子电导率。
2.8 电化学阻抗谱测试
图10、11为添加的石墨烯质量分数不同时,复合材料在锂离子电池中的电化学阻抗图谱。测试频率范围为10-1~105Hz,交流振幅为5 mV。由图10可知,Rct为电荷转移的阻抗,电子元件Rs表示双电极之间的液间电阻,CPE1表示双电层电容,Zw表示Warburg阻抗。经过一定的数学推导,可以得出该模型的Nyquist图,所对应的交流阻抗谱如图11所示。
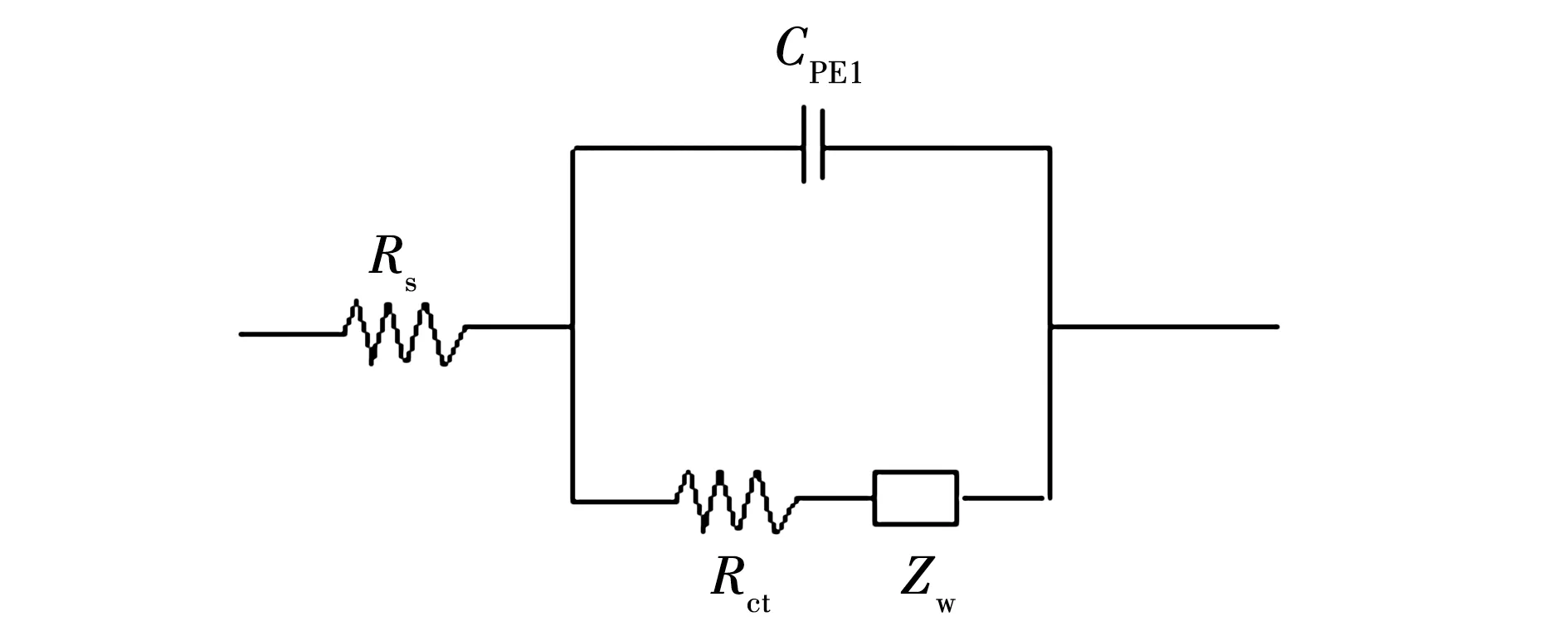
图10 等效电路
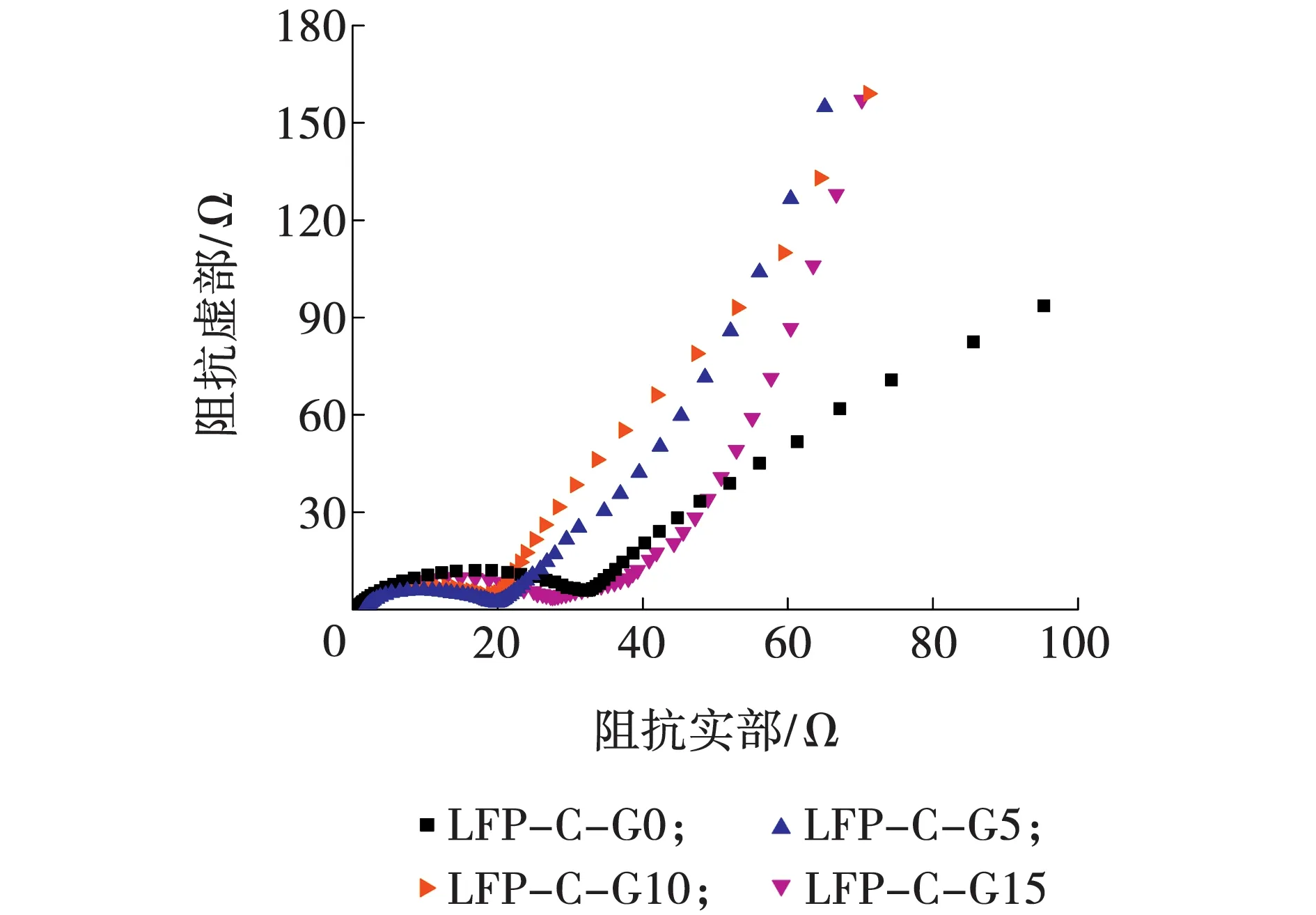
图11 不同复合材料的阻抗谱性能测试
图11是由高频区的半圆、低频区的斜率组成。当石墨烯质量分数为0时阻抗最小,随着石墨烯质量分数的增多,锂离子电池电化学阻抗呈现先减后增的趋势。当石墨烯质量分数为10%时,此时阻抗最小,极化最小。这是由于石墨烯的加入,能够与磷酸铁锂形成有效导电通路,使锂离子在嵌入嵌出的过程中速率增加,促使电池内阻减小,而当石墨烯质量分数过多时,石墨烯片层结构阻碍了电子转移通道,阻抗增大,进而影响锂离子电池电化学性能。
3 结 论
(1)石墨烯质量分数对复合正极材料的微观结构有很大的影响,在质量分数为10%时效果最明显,且石墨烯质量分数不同时,制备的复合正极材料晶型结构完整,都体现出了磷酸铁锂典型的橄榄石结构。
(2)随着复合材料中石墨烯质量分数的增加,放电比容量呈现先增后减的趋势,石墨烯质量分数达到10%时,在0.1 C下,锂离子电池的充放电性能达到最好,首次充电比容量可达169.07 mAh/g,放电比容量为144.12 mAh/g。在0.2、0.5、1.0、2.0、5.0和10.0 C,同样最后再次回到0.2 C时的放电比容量分别为155.12、154.02、145.69、112.25、66.01、38.34和162.87 mAh/g,石墨烯使复合材料粒子与粒子之间更有效地接触,缩短了锂离子在扩散过程中的扩散通道,提高了电子电导率。
(3)石墨烯质量分数达到10%时,锂离子电池的充放电性能达到最好,其氧化峰为3.60 V,还原峰为3.32 V。峰间距为280 mV,峰间距降低300 mV,减小了电池极化,减小电池内阻,有效提高了锂离子电池性能。
