基于光电自动验布机视觉系统的织物疵点检测
2020-03-23董康乐
董康乐,陈 姗,高 鑫,张 康,韦 星
(1.西安工程大学,西安 710048;2.陕西长岭纺织机电科技有限公司,陕西 宝鸡 721013)
1 研究背景
疵点检测对织物质量控制至关重要,生产中可通过修复或消除织物疵点来提升质量和使用价值,有报道称织物疵点会使其价格减少45%~65%[1]。传统人工检测织物疵点效率低、漏/误检率高,织物质量和企业利润难以保证。统计发现,当一个熟练验布师的验布速度为15 m/min~20 m/min、检测织物幅宽为0.8 m~1.0 m时,其仅可识别出约70%的瑕疵[2-3]。
随着自动化技术进步、用工成本的不断上升,纺织厂对自动验布机的需求强劲。当前,自动验布机以以色列EVS公司的IQ-TEX系统最为先进[4],但其价格昂贵,国内市场销售较少;在国内,已有企业开始研发自动验布机,但未有成熟产品进入市场。
一种基于机器视觉的FS220型光电自动验布机及其织物疵点检测系统的研究对纺织业的快速发展具有深远意义和价值。为此,笔者对该机的工作原理及2类主要织物疵点的识别方法进行了研究。
2 FS220型光电自动验布机的工作原理
FS220型光电自动验布机采用机器视觉系统和图像处理技术,实现织物疵点的自动检测与识别。该验布机主要由布面牵引系统、视觉系统、图像处理系统、控制系统和标记系统组成,其关键系统是机器视觉系统和图像处理系统。机器视觉系统主要包括高亮LED光源、高频CCD相机、镜头和图像采集卡。图像处理系统采用多线程处理技术,对多组CCD相机采集的织物图像进行并行图像处理、分析和识别,检测出的疵点即在人机界面显示疵点信息、存储、统计和评分,并通过控制系统在布面采用纸标签或可消色墨水进行疵点布边标记,方便修布工人对疵点进行修理,其工作原理如图1所示。
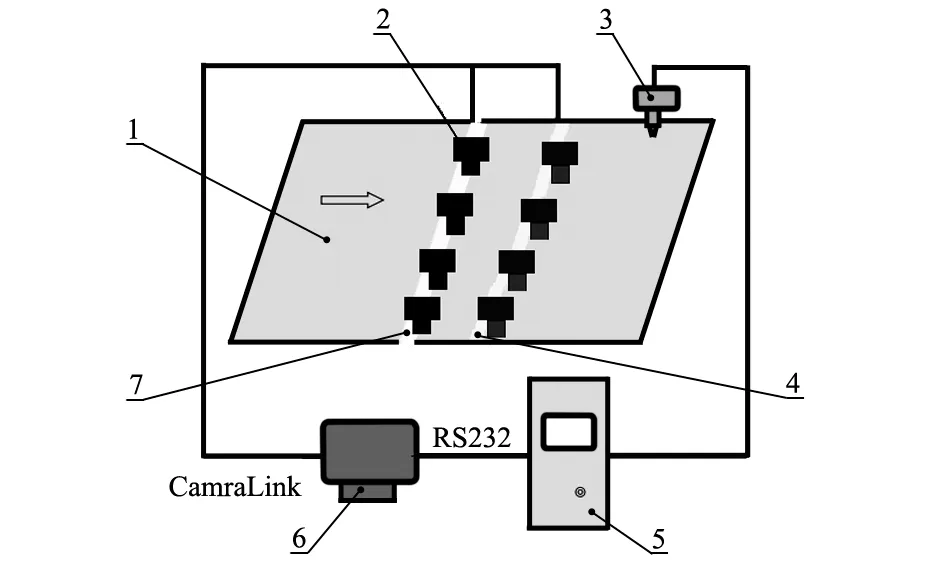
1—织物;2—CCD相机;3—贴标式打标系统;4—上光源;5—控制系统;6—工控机(含图像采集系统);7—下光源。图1 FS220型光电自动验布机原理框图
3 织物疵点检测算法
织物图像处理分析软件采用多CCD相机多线程技术,对采集到的织物图像并行进行图像处理、识别等,织物图像识别系统的核心是疵点的检测和识别。检测过程包括织物图像采集、图像预处理、图像分析和特征值提取。一般情况下,正常织物的纹理具有一致的周期性和统一的色彩分布,但当织物的纹理遭到破坏产生疵点时,这种周期性和统一性也就会被破坏;因此,织物疵点的检测主要通过提取织物的纹理信息来判断织物疵点是否存在。
我国纺织标准定义的织物疵点类型有55种,且疵点形状差异较大,加之织物种类设计各异、类型多样,都导致了织物疵点检测的难度较大[5]。因此,在实际织物疵点的识别过程中,应采用多种疵点检测算法相混合的方式。目前,将织物疵点分为2大类并制定相应的检测方法。
3.1 特征明显疵点的检测
特征明显疵点的检测识别流程,包括图像采集、图像分割、构造滤波器、图像傅里叶变换、滤波器和傅里叶图像进行卷积、图像傅里叶反变换、图像二值化、形态学处理、特征提取、疵点识别。图像识别的流程如图2所示。
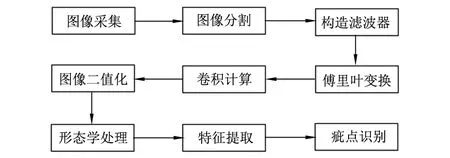
图2 图像识别流程
其具体步骤如下:
a) 图像采集:每个CCD相机采集到的每帧图像尺寸为4096 px×512 px;
b) 图像分割:为了便于处理,将采集的图像分割为256 px×256 px的小图像;
c) 构造滤波器:分别构造标准差为10和3的高斯滤波器,并对2个高斯滤波器相减作为最终的滤波器;
d) 图像傅里叶变换[6]:使图像从空间域转换为频域;
e) 卷积操作:采用构造滤波器与图像傅里叶变换进行卷积操作;
f) 图像傅里叶反变换[6]:使图像从频域转换到空间域,进行图像的平滑处理,降低噪声干扰,突出疵点特征;
g) 图像二值化:根据布面各类疵点图像的直方图,设计合适的阈值,对疵点图像进行二值化处理;
h) 形态学处理:通过开运算、闭运算等加强疵点的轮廓特征;
i) 特征提取与疵点识别:提取图像形态学处理后的面积、周长、长度、宽度和角度等轮廓特征,针对各类疵点的不同特征实现疵点的识别与分类。
该流程适用于常见的、特征比较明显的疵点检测,如棉球、油污、竹节、杂物、双纬、破洞、结头、麻丝、拖纱等。图3展示的是部分疵点相应的检测结果,而图4则展示了图3中c)杂物疵点的检测过程。

a) 竹节 b) 油污 c) 杂物
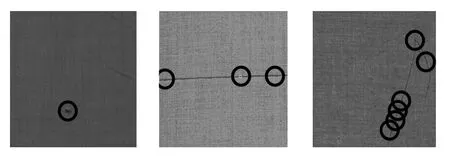
d) 棉球 e) 双纬 f) 拖纱

a) 构造滤波器 b) 傅里叶变换 c) 卷积计算
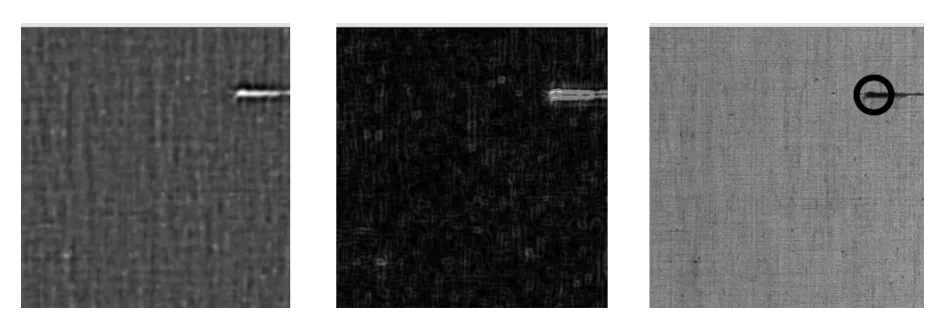
d) 傅里叶反变换 e) 图像二值化 f) 检测结果
3.2 特征不明显疵点的检测
在纺织厂实际测试过程中,发现傅里叶变换与高斯滤波相结合的检测算法并不能适用于特征不明显的稀路、密路、条影、筘路等疵点的检测。观察图5所示的稀密路疵点可看出,织物的稀密路是一种视野相对较大的疵点分布,必须从一帧图像的整体来观察,布面上仅是较窄的一片区域内出现暗条阴影,其灰度值对比正常图像仅有1~3个数值差,采用图2的疵点识别流程无法检测出。考虑到稀密路是分布较大的、区域性疵点,小范围的分析对稀密路的提取比较困难,故须直接检测4096 px×512 px大小的图像。加之,稀密路与背景纹理无明显区分,必须先加强稀密路的特征,突出疵点与背景的差异性,再通过Sobel算子和Laplace算子加强稀密路特征后进行检测识别,结果如图6所示。

a)

b)

a)

b)
该检测使用的算子如下:
cvSobel(SrcImg,SobelImg,0,1,3) ;
cvLaplace(SobelImg,LaplaceImg,3)。
根据灰度直方图统计规律发现,若图中存在稀密路疵点,则稀密路的位置必然在灰度统计值最小行附近。所以,通过统计图6中灰度最小的一行,并通过一定的阈值限定便可准确识别出稀密路疵点。
FS220型光电自动验布机基于以上2大类疵点的检测方法,采用多算法混合的方式进行织物疵点检测,有效地提高了疵点的正检率,减少了疵点的误判率。
4 试用结果分析与经济效益
4.1 试用结果分析
为了验证FS220型光电自动验布机的有效性,使用该自动验布机在国内某纺织企业对织物进行检测。在运行速度为30 m/min和60 m/min的情况下,自动验布机对大量织物(主要是纯棉和涤棉)进行疵点检测。通过上位机界面疵点图像显示,观察分析各项指标(运行时间、疵点个数、幅宽、长度等)、疵点种类和个数的统计、布面打标,并对比人工验布结果,对该验布机的正检率、误判率和机台稳定性等指标进行综合分析。不同种类的织物疵点正检率见表1。

表1 不同种类的织物疵点正检率 单位:%
由表1测试结果可知,FS220型自动验布机的杂物识别率为100%,棉结、断经、双纬、断疵的检出率达到90%以上,竹节、三丝、拖纱的检出率达到80%以上,稀路的检出率达到65%,且检出率基本不受车速影响。
4.2 经济效益
调研陕西纺织企业实际使用情况发现,一般织造车间的落布长度为109.7 m/卷,一个熟练验布工的验布速度为10 m/min~15 m/min,单台人工验布机的验布任务为56卷/d~60卷/d(2人/班),即单人的验布任务为28卷/d~30卷/d。
当自动验布机的车速为60 m/min时,其验布速度为4 min/卷,可验布360卷/d,相当于26名验布工每天的工作量。按月工资为2000元/人计,自动验布机每月可省人工费用为48万元。
综上所述,使用FS220型光电自动验布机进行织物疵点检测的一致性好、效率高,又可替代大量的人力,对提高纺织企业织物质量水平、增进企业经济效益、提升企业竞争力有不小的作用。
5 结语
FS220型光电自动验布机采用傅里叶变换与高斯滤波相结合、Sobel算子与Laplace算子相结合的疵点检测算法,代替单一疵点识别算法,有效地提高了疵点识别和分类的准确率,减少了因单一检测算法引起的漏检和误检率,提升了自动验布与纺织厂整理车间工艺流程的对接,为光电自动验布机完全代替人工验布提供了更高的可能性。使用该光电自动验布机可有效缓解纺织企业招工难、人力管理成本大的问题,对纺织企业织物疵点检测的数字化、智能化发展和进一步提升纺织企业的织物质量水平有重要的意义。
