叶轮5轴加工方法及制造工艺研究
2020-03-18叶卫文
叶卫文
广东科技学院机电工程学院(广东东莞 523000)
1 引言
冷战时期的前苏联,国防技术一直落后于西方国家,特别是当时最惧威胁的潜艇部队,由于技术原因,水下噪音问题一直无法有效解决。
前苏联潜艇噪声之所以过大,除了设计水平低,还跟加工技术较差有关,前苏联使用落后的设备和工艺来加工制造军事装备,致使装备产量小质量不佳的问题始终无法得到有效的解决。而潜艇的噪音主要来源是螺旋桨转动与海水磨擦产生噪音。要解决这个噪音就要用到5轴联动加工设备,这样才能获得新型螺旋桨所需的极低形位公差和高光洁度曲面质量。前苏联当时就是缺少这样的装备和先进的加工制造技术。
就因为这样,前苏联军工企业高层下了很大的决心要解决这个严重问题,而要解决这个问题最快的方法便是从西方国家手里获取先进的加工装备和技术。
到了1980年,前苏联农产品及消费品等产量陷入困境,需要进口大批机械设备来扩大产量。而刚好想开拓前苏联市场的日本东芝机械公司,无意中在一次莫斯科的政府酒会上探听到苏联正要采购一批用于制造大型船舶推进器的数控机床的消息。后来东芝公司与苏方达成了以35亿日元的高昴价格出售4套当时拥有业界最新技术的5轴联动数控机床的协议。
此后从1982年到1983年间,先后把4台MBP-110S 5轴数控机床陆续运抵苏联北部军港列宁格勒,后被安装在了波罗海造船厂。1984年,苏联和日本又签订了一份备件合同,为苏联提供了12个铣刀头和大量的机床备用配件,并为他们的数控系统升级了扩展功能,可以实现更多的附加加工功能。
本来事情就这么结束了,可纸终究包不住火,原本就前苏联自身加工水平造出的潜艇,在美国海军面前,要追踪它们是很简单的事情,就算在几百海里也能追踪到它们。慢慢地,美国人奇怪地发现苏联潜艇的噪音变小了很多,越来越难追踪,有时在身边都没发现,直到了1986年发生了美国和苏联潜艇相撞事故,事情随着当事人熊谷独的揭发和美国情报人员的调查,终于东窗事发,美国勃然大怒,东芝公司遭到了欧盟制裁并把东芝机械公司高管也关进了监狱。
通过这件事件可以看出,5轴联动高端数控机床对一个国家整体的工业制造能力乃至国防安全都起着至关重要的作用。
2 5轴联动数控机床的概述
以往,在没有5轴机床可以利用的情况下,都是通过设计多套夹具,进行多次安装、定位、锁紧,进行多次的3轴加工来进行多面结构铣削,这样的加工方法让零件加工时间大大的延长,加工质量大大的降低。
一直到现代,精密数控加工日趋普遍。实现精密加工的高档数控机床、模具处于制造产业链的最前端,而模具产品质量的高低在很大程度上又受制于数控设备。在激烈的市场竞争中,制造业要求更短的生产周期、更高的加工质量以及更快的产品改型能力和更低的制造成本。要满足这些条件,越来越多的制造企业采用了高端的5轴数控加工机床。5轴数控机床按照主轴的位置关系可分为两大类。
2.1 立式5轴数控联动机床
工作台回转的立式5轴加工中心,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30°~-120°。工作台的中间还设有一个回转工作台,并环绕Z轴回转,定义为C轴,C轴都是±360°回转。这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的5个面都可以由立式主轴进行加工。A轴和C轴最小分度值般为0.001°,这样又可以把工件细分成任意角度,加工出倾斜面和倾斜孔等特征。A轴和C轴如与X、Y、Z 3条直线轴实现联动,就可加工出复杂的空间曲面,当然这需要高档的数控系统、伺服系统以及软件的支持。这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低,但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于或等于90°时,工件切削时会给工作台带来很大的承载力矩。
另一种是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360°,称为C轴,回转头上还带可环绕X轴旋转的A轴,一般可达±90°以上,实现上述同样的功能。这种设置方式的优点是主轴加工非常灵活,工作台也可以设计得非常大,适合加工汽车车身、大型发动机等。
2.2 数控卧式5轴联动机床
传统的工作台回转轴式5轴加工中心,设置在床身上的工作台A轴一般工作范围+20°~-100°。工作台的中间也设有一个回转台B轴,B轴可双向360°回转。这种卧式5轴加工中心的联动特性比较好,常用于加工大型叶轮的复杂曲面。回转轴也可配置圆光栅尺反馈,分度精度高,当然这种回转轴结构比较复杂,价格也昂贵。
3 5轴数控加工的功能和特点
3.1 加工复杂自由曲面
可以加工出3轴数控机床所不能加工的产品,如航空发动机和汽轮机的叶片,舰艇用的螺旋推进器,以及许多具有特殊曲面和复杂型腔、孔位的壳体和模具等。
3.2 可使用更短的刀具加工深长型腔零件和高陡峭壁的凸模零件
在零件加工过程中,使用的刀具越长,刀轴的偏摆量越大,容易导致凸模欠切、凹模过切的情况,零件加工质量就会显著降低。对于台阶零件,在3轴机床上,必须选用刀柄和刀刃都足够长的刀具才能切削成型。而使用5轴加工机床能在加工相同对象时,通过摆动刀轴角度实现使用短刀具加工出深长型腔或高陡峭壁的表面。
3.3 加工大型样板的必要技术
在加工汽车模板、大型风力发电机叶片等等大件时,由于样板侧壁型状变化较大等特征,就必须用到5轴联动数控机床才能加工出这样的特征。车模侧面不是普通的平面,而是有不规则不相同的任意结构特征,使用3轴机床是不可能一次完整加工出来的,而是必须通过5轴联动数控机床调整刀具跟工件的角度进行切削加工。
3.4 有效提升复杂曲面的切削精度和表面质量
3轴数控机床加工复杂曲面时,都采用半圆型球头铣刀加工,而球头铣刀的接触顶点部分切削效率极低,切削效率几乎为零,加之3轴数控机床的刀具和工件之间角度是不可以调整。所以很难采用球头铣刀上的最佳切削点来进行切削加工,也就常常出现加工面与接触切削点在球头铣刀顶点部分上(即“零点切削”)。如图1、图2所示,可以清楚地看出球头铣刀与工件表面的接触点的变化。
图1 球头铣刀零点切削

图2 球头铣刀最佳点切削
零点切削方式不但造成切削速度慢,工件表面光洁度差,还需要采用手动修补工件表面,如抛光、打磨等方式。因此工件曲面丧失了原有的加工精度,而采用5轴机床进行切削加工就不存在这样的问题,因为刀具切削加工时刀具的角度可以随时变动,和工件之间保持最佳的切削状态。如图2所示,不但可以获得更高的加工速度和侧面吃刀量,同时大大的提高了加工效率和速度,更加完美的曲面和光洁度。
3.5 为模具产品加工带来更高的加工效率
该功能更加地表现在带角度表面的侧面铣削加工方面,对于锥度类零件,使用5轴机床切削时,可以使用圆柱立铣刀代替球头铣刀,不但大大地提高了加工效率,而且这种工艺也可以消除由球刀加工形成的网状刀纹,达到最好的表面质量。
3.6 有效提高刀具的使用时间
5轴加工通过改变刀具切削面来提高刀具的使用时间,而用高速加工机床可以获得更快速的切削效率,并缩短加工时间,但是刀具的磨损通常只发生在刀尖上,使得刀具的有效使用时间缩短,且需要重新磨刀才能使用。而使用5轴机床加工时,刀具除了刀尖切削外,更多时候是使用刀具侧面刀刃来切削,最大限度的利用率提高了很多,也因此提高了刀具的整体寿命。
4 5轴数控加工的应用
虽然5轴加工机床的普遍性还有一些困难,但在一些加工业领域,已经普遍应用了多轴数控加工技术来制造产品。
4.1 模具制造业中的应用
模具制造中的5轴加工应用主要包括板类加工、凹凸模、深孔或型芯等,特征如槽、倒斜角、陡壁和斜孔等加工,充分发挥了5轴加工的优势。例如,模具常见的过深的模具型腔、过高的模具型芯及很小的内R角。此时常见的解决方案是使用延长杆,降低切削量及转速来进行加工,导致加工效率低,质量不佳。此外,在传统上,还会用到的方法包括:将3轴机床加工不出来的结构拆分,将零件分块加工,或者是根据零件结构设计专用夹具,再者对深型腔零件采用电火花机来加工,这些方法同样会影响加工质量和加工效率。而采用5轴机床倾斜刀轴加工,不仅可以加工出整体模具来,更能显著提高产品加工质量和效率。
4.2 应用于产品模型的加工
要开发一套新产品,初期要求短时间内把样品加工出来,评估其外型以及结构的合理性,便于及时进行修改调整。模型加工讲求的是速度与效率,使用5轴加工机床来加工产品,会避免耗费许多工时来对模型进行翻面及定位等动作,从而提高样品加工效率。
4.3 航空、航天器零部件加工
由于功能和结构的要求,很多航空和航天器类零件是框架类零件,这些零件的毛坯件一般是锻件,在结构上具有三维表面特征,有较多的薄壁加强筋结构,在3轴机床上无法加工出来。
4.4 气缸、机座类零件加工
发动机气缸具有复杂的内部结构,一些气缸孔还具有弯曲弧度,无法使用3轴加工方式来进行精加工。因此,气缸孔的加工方式一般使用5轴机床来进行切削。与气缸零件相类似,机座类零件往往也是具有复杂内部结构以及侧孔、槽等特征,使用5轴机床加工可以减少夹具数目。减少装夹定位工时,提高加工效率和质量。
5 叶轮的分析
5.1 叶轮的运作原理
叶轮是航空喷气发动机里最重要的零部件,广泛应用于航空航天等领域。对整体叶轮的加工,需要对叶轮的结构和制造以及相关知识有一定的理解,叶轮在压气件中最为关键且常用的零部件,叶轮高速运转的时候,把大量的外界空气压缩进发动机内部工作室里,由于不断地压缩空气进去。并受到叶片高速运转的作用力下使发动机工作室内部压力迅速升高,最混入燃油并点燃释放能量的过程。因此对叶轮的要求有:一是气体流过叶轮的损失要小;二是叶轮型式要能使整体性能稳定、工况区域和扭矩范围要广。
5.2 叶轮的结构特征
叶轮的主要特征是由扭曲带状薄片组成,在扭曲薄片之间有许多的材料需要切除。为了使叶轮能够得到最大的气动性能的要求,叶片只能常采用大扭角薄片的设计,叶片底部采用圆角加强刚性的结构,这些特征给叶轮的加工增加了难度。加工困难的特征包括:叶片风道从大变小,叶片薄而长,刚度不稳定,属于薄片类零件,加工过程中容易变形或损破,扭曲叶片之间空间小,加工底部圆角时刀具直径要小,球头刀具比较容易折断,叶片扭曲严重,加工时极易产生干涉,加工难度较大,如图3所示。
根据叶轮的几何结构特征和使用要求,确定基本的加工工艺流程为:选用铝合金材料;加工基本形状;叶毂粗加工;叶毂精加工;流道粗加工;精加工轮毂面;叶片精加工。

图3 发动机叶轮
6 叶轮的编程步骤及结果
UG NX8.0是目前先进的计算机辅助设计、分析和制造软件之一,广泛应用于航空、航天、机械等领域。在本文中以UG8.0编写程序,步骤如下:
(1)根椐叶轮的大小,在UG8.0中创建好机床坐标系,设置好毛坯几何体,并指定部件。
(2)根椐图形分别创建刀具φ10mm平低铣刀、φ10mm平低铣刀、φ8R4mm球头刀、φ8R4mm球头刀。
(3)创建型腔铣程序,选用φ10mm平低铣刀指定切肖区域开粗叶毂,最用φ10mm平低铣刀精加工外轮廓以及平面。
(4)创建轮廓区域程序,用φ8R4mm球头刀精加工叶毂。
(5)创建多叶片几何体,指定叶毂、包覆、叶片、叶根圆角。
(6)创建多叶片粗加工程序,用φ8R4mm球头刀粗加工流道,分别设置切削层、进退切削参数、以及进给率和主轴转速。模拟加工结果如图4所示,实际加工效果如图5所示。

图4 模拟加工效果

图5 实际加工效果
(7)创建叶毂精加工程序,用φ8R4mm球头刀精加工流道,分别设置切削参数、进退切削参数、以及进给率和主轴转速。模拟加工结果如图6所示,实际加工效果如图7所示。

图6 模拟加工效果

图7 实际加工效果
(8)创建叶片精加工程序,用φ8R4mm球头刀精加工叶片,分别设置切削层、进退切削参数、以及进给率和主轴转速。模拟加工结果如图8所示,实际加工效果如图9所示。

图8 模拟加工效果

图9 实际加工效果
(9)创建可变流线铣程序,用φ10mm铣刀切断叶轮并倒角,分别设置切削参数、进退切削参数、以及进给率和主轴转速。模拟加工结果如图10所示,实际加工效果如图11所示。
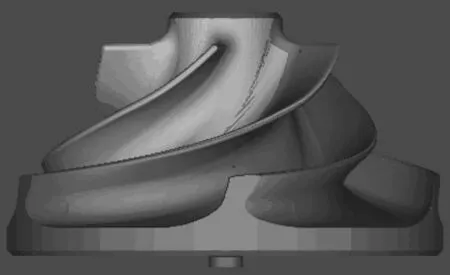
图10 模拟加工效果

图11 实际加工效果
7 刀具表
刀具表如表1所示。

表1 刀具表
8 加工程序
%
N0010 G40 G17 G49 G80 G90
N0020 G91 G28 Z0.0
N0030 T02 M06
(D=8.00 R=4.00 F=50.00 L=75.00)
N0040 G00 G90 X-26.1285 Y3.0503 A0.0 C0.0 S15000 M03
N0050 G43 Z9.9998 H02
N0060 Z2.0003
N0070 G01 Z-.1028 F5000.M08
N0080 X-26.127 Y3.0158 Z-.6255
N0440 G03 X-12.6818 Y-22.6965 I14.2245 J21.0908
N0450 G01 X-12.2633 Y-22.926
N0460 G03 X-9.9802 Y-24.0083 I12.3015 J23.0048
N0470 G01 X-9.3818 Y-24.2483 Z-4.101
由于5轴程式过于宠大这里省略大部分程序
……
N6690X12.3128Y24.6885 Z-9.9885A-43.604C-77.179
N6700 X10.7513 Y24.171 Z-8.523 A-44.502 C-77.139
N6710 X9.2933 Y23.559 Z-7.1918 A-45.31 C-77.086
N6900 Y4.6553 Z8.4653
N6910 X-6.8588 Y4.5758 Z8.604
N6920 X-6.8835 Y4.518 Z8.7622
N7020 G91 G28 Z0.0
N7030 M01
N7040 M30
%
9 问题总结
在实际的加工过程中出现了叶片过切现象,经软件查看分析,刀轴是由于叶轮的进气流道比较窄,叶片相对较长,红色刀具部分与叶片之间产生了干涉现象,造成过切,如图12所示。
通过对刀轴角度的修改调整,修正了干涉现象,经仔细查看没有出现干涉现象。通过如图13所示对话框修改后,如图14所示。
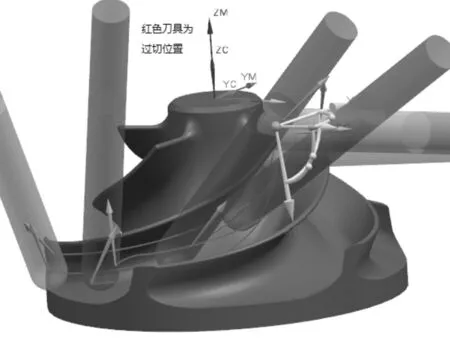
图12 叶片过切分析图

图13 多叶片粗加工对话框

图14 叶片过切修正效果图
在编写程序时,要注意第4轴的转动角度(即A轴)范围,如果角度超出范围,则会发生碰撞事故或机床报警信息。
10 结论
本文通过对UG8.0软件结合5轴数控机床进行叶轮的加工,着重分析了5轴数控机床的结构特点和应用,并分析了叶轮的结构特征和用途等,与实际应用相结合,通过5轴数控机床把叶轮加工出来。文章中的部分资料来源于互联网、书籍和实际加工,由于数控技术的发展和技术的更新,可能在某种程度上存在一些局限性,希望本文的分析和结论能给企业和学校带来帮助。
