宏程序在孔口倒圆角编程中的应用
2020-03-17陈飞
陈飞
【摘 要】加工孔口倒圆角时,通常可以用成型刀来加工,但是当倒角半径比较特殊、手边没有合适的倒角刀时,又如何来加工孔口圆角呢?文章通过举例的方式介绍了如何用普通立铣刀、球头刀,借助宏程序完成孔口倒圆角几种方法。
【关键词】孔口倒圆角;立铣刀;球头刀;宏程序;半径补偿
正文:
在加工孔口倒圆角时,为了加工方便,节约时间,通常可以用成型刀来加工,但是成型刀价格较高,且一旦磨损就无法保证加工尺寸;当倒角半径比较特殊时还需要有一个刀具的定制周期,既费时,又费钱。在这里我介绍几种利用普通立铣刀、球头刀,借助宏程序来完成孔口倒圆角的加工的几种方法。
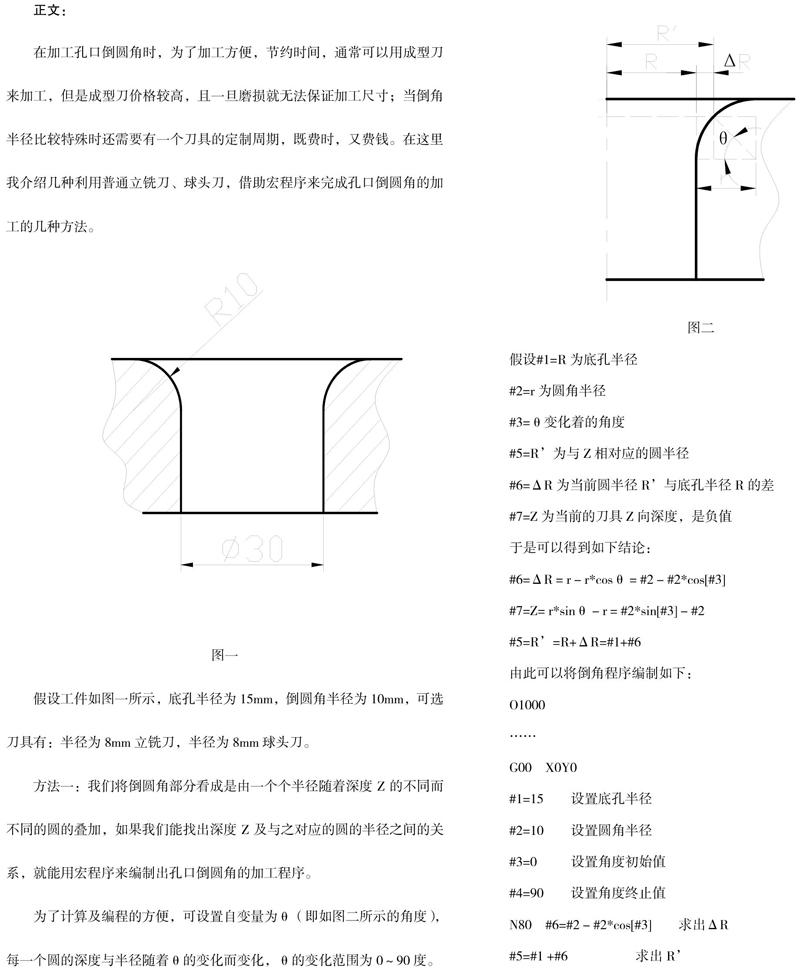
假设工件如图一所示,底孔半径为15mm,倒圆角半径为10mm,可选刀具有:半径为8mm立铣刀,半径为8mm球头刀。
方法一:我们将倒圆角部分看成是由一个个半径随着深度Z的不同而不同的圆的叠加,如果我们能找出深度Z及与之对应的圆的半径之间的关系,就能用宏程序来编制出孔口倒圆角的加工程序。
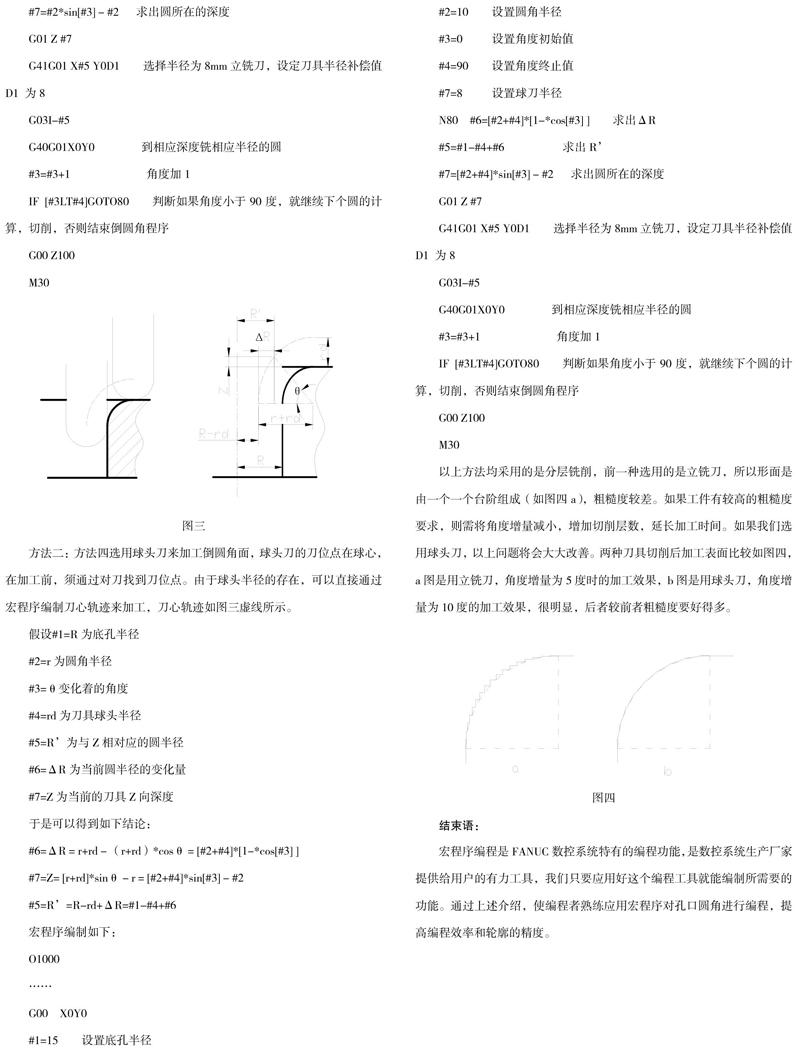
为了计算及编程的方便,可设置自变量为θ(即如图二所示的角度),每一个圆的深度与半径随着θ的变化而变化,θ的变化范围为0~90度。
方法二:方法四选用球头刀来加工倒圆角面,球头刀的刀位点在球心,在加工前,须通过对刀找到刀位点。由于球头半径的存在,可以直接通过宏程序编制刀心轨迹来加工,刀心轨迹如图三虚线所示。
以上方法均采用的是分層铣削,前一种选用的是立铣刀,所以形面是由一个一个台阶组成(如图四a),粗糙度较差。如果工件有较高的粗糙度要求,则需将角度增量减小,增加切削层数,延长加工时间。如果我们选用球头刀,以上问题将会大大改善。两种刀具切削后加工表面比较如图四,a图是用立铣刀,角度增量为5度时的加工效果,b图是用球头刀,角度增量为10度的加工效果,很明显,后者较前者粗糙度要好得多。
结束语:
宏程序编程是FANUC数控系统特有的编程功能,是数控系统生产厂家提供给用户的有力工具,我们只要应用好这个编程工具就能编制所需要的功能。通过上述介绍,使编程者熟练应用宏程序对孔口圆角进行编程,提高编程效率和轮廓的精度。
参考文献:
[1]赵正文主编. 数控铣床/加工中心加工工艺与编程. 北京:中国劳动社会保障出版,2006.7
(作者单位:常州冶金技师学院)
