基于华中系统的轴类零件椭圆面的宏程序编程
2016-12-29马智敏
马智敏
【摘 要】随着现代制造业的发展和数控设备的普及,数控加工技术在我国得到了空前的发展。近年来从国家级到省市级都非常重视数控技能大赛,并成功多次举办了各类各级别数控技能大赛,形成了层层有比赛,层层有选拔的良好氛围。大赛在很大程度上体现出了各省市在数控加工领域的真实水平,近几年在数控车大赛教师组和学生组频频出现椭圆面的加工,碰到这类问题操作者最头痛的就是编程,在规定时间内能否熟练应用宏程序编程,是在大赛中取得好成绩的关键。本文将解决利用华中系统编写常见的轴类零件椭圆面的程序时出现的难点问题,详细阐述了宏程序的编写及编程时的难点突破。让学习者能够按由简单到复杂的思路理解椭圆编程的精髓,做到举一反三。
【关键词】宏程序;椭圆编程;华中系统编程
1引言
目前在数控车削加工中,对于椭圆等一系列非标准圆弧所构成的特殊曲面进行编程加工时经常采用专业CAD/CAM软件自动生成加工程序,由于受各方面的影响,在实际加工中我们使用较多的是利用宏程序编程的方法进行加工。在编写宏程序的过程中,正确使用数学公式表达轮廓曲线是宏程序编程的关键,也是在实际生产中影响编程效率的两大难点。本文就以华中数控系统为例解决轴类椭圆面零件在数控车削加工中遇到的编程难点。
2宏程序简介
1.1宏程序
宏程序是一种具有计算能力和决策能力的数控加工程序,在编程中使用变量, 通过对各个变量进行赋值、数学用算、逻辑运算和函数的混合运算进而使其利用各种条件转移命令的处理达到描述几何图形的目的。
1.2宏程序有如下特点
1.2.1使用了变量或表达式的计算功能比如:
G01 X[1+2] 计算功能1+2相当于 G01 X3
G01 Z[3*SIN[3]] 相当于 正弦函数运算
1.2.2能够进行程序流程控制,体现了宏程序的决策能力,例如:
IF #1 GE 8 …… ENDIF 调用选择执行命令
WHILE #1 LT #2*3 …… ENDW 调用条件循环命令
3椭圆宏程序的编程方法
3.1椭圆宏程序编写流程
首先给自变量赋初始值——逻辑用算循环条件——因变量表达式赋值——直线插补椭圆——设置步距变化——结束。
假设Z坐标为自变量,Z=#2,X坐标为因变量X=#1,自变量步长为Δ,a为椭圆长半轴,b为椭圆短半轴,则椭圆的精加工宏程序编程如下:
#2=N1 (给自变量#2赋值N1)
WHILE #2 GE [N2] (自变量#2的终止值N2)
1=2b*SQRT[1-#2*#2/a*a](#1相对于自变量#2的表达式)
G01 X[#1] Z[#2-a] (用直线插补逼近的办法加工椭圆)
#2=#2-Δ (自变量#2以步长Δ变化)
ENDW (循环结束)
3.2位置偏移的椭圆宏程序编程
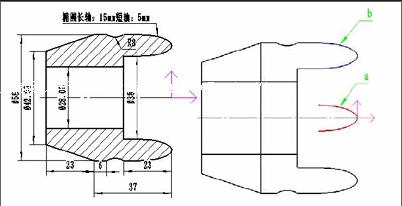
在编程时,为了便于计算各点坐标,常把工件坐标系原点和编程原点重合,在宏程序编程时也是如此。如下图所示,如果直接以椭圆方程编程,走刀路线为曲线a。把曲线a的所有点x值向上偏移48,Z值不偏移,就可以实现b曲线。这里是此类宏程序编程的难点。以下是利用椭圆的标准方程来编写宏程序。
本例中椭圆面加工由两部分加工来完成,先加工孔内椭圆弧面,再加工外面椭圆面。
孔内椭圆面加工宏程序如下:
#1=15;
WHILE #1 GE 0;
#2=1/3*[SQRT[225-#1*#1]];
G01X[48-2*#2]Z[#1-15];
#1=#1-0.2;
ENDW.
外部椭圆面加工宏程序如下:
#1=15;
WHILE #1 GE 0;
#2=1/3*[SQRT[225-#1*#1]];
G01X[2*#2+48]Z[#1-15];
#1=#1-0.2;
ENDE.
4结束语
椭圆的宏程序是操作者根据所加工椭圆零件的轮廓形状,应用椭圆方程有效的将数学公式与计算机编程语言相融合而手工编写的加工程序,是目前解决数控加工实际问题的有效方法。
本文从实际加工轴类零件时经常碰到的两大类椭圆面的编程入手,分析介绍了各类椭圆面的宏程序编程方法,在使用宏程序编程时,首先要能够选对变量和自变量,要能写出正确的椭圆方程,再对方程进行数学用算,推导出另一变量的表达式,最后还要能正确建立工件原点与椭圆中心之间的数学表达关系,接着准确的编出所要加工的椭圆面的宏程序。通过在实践中的应用, 上述方法能很好地解决实际加工时对椭圆轮廓的处理, 并且还能够推广到其非圆轮廓面的数控车削加工中,能够保证工件的几何精度,同时这些方法还可以在很大程度上减少对CAM软件的依靠,减少编程和准备时间, 缩短了加工的周期。