制氢转化炉猪尾管开裂失效分析与解决措施
2020-03-17
(1.中国石油化工集团有限公司工程部,北京 100728;2.中国石化福建炼化公司,福建 泉州 362000)
1 制氢装置情况介绍
福建某石化企业40×103m3/h制氢装置于2013年7月建成投产,采用荷兰德希尼布公司(Technip)烃类/水蒸气转化、中温变换、变压吸附分离 (PSA) 提纯净化制氢工艺,原料可以用气、油或油气混用,以较低的水碳比、能耗和原料消耗生产所需工业用氢。设计主工况是以重整氢PSA尾气为原料,运行期间主要以精制C5和液化石油气为原料,负荷约30%~80%,2015年4月6日因爆炸事故导致装置停工,停用期间未对转化炉炉管内采取保护措施,也未对转化炉管系支吊架进行检查和调整。
该装置转化炉结构独特,辐射炉膛内设置三排共126根炉管。辐射段只在转化炉管(材质25Cr35NiNbMA)上端进口段设置侧进 “猪尾管”(A312 TP347H),猪尾管两端通过管台(上管台材质A312 TP347H、下管台材质A312 TP304H)与进料集合管(材质A312 TP347H)、炉管上端侧面连接,炉管上端是盲板法兰(材质A312 TP304H)密封并由恒力弹簧吊挂悬吊,转化炉管下端出口采用直管段(材质20Cr33Ni ALLOY 800HT)变径后连接到下集合管,三排下集合管在炉底将转化气汇集后进入废热锅炉。辐射段与对流段由转油线(φ325 mm×17.48 mm A312 TP347H)连接。对流段炉膛内原料预热、燃料空气预热、自产蒸汽等换热采用高效“立体”设计,辐射段进料集合管、炉管、猪尾管设置恒力弹簧吊挂、支吊架等,以满足管系变形补偿。猪尾管内介质是原料加氢脱硫、脱氯反应产物配蒸汽换热后的混合产物,硫化氢体积分数小于0.5 μL/L、氯化氢体积分数小于0.1 μL/L,设计温度为520 ℃、操作温度480~520 ℃,设计压力为3.45 MPa、操作压力为3.25 MPa。
上猪尾管及开裂部位见图1。2018年5月经无损检测(PT)发现猪尾管与上管台相连的焊缝附近(见图1,A处)和猪尾管的弯管附近(见图1,B处) 普遍断裂且有大量裂纹(见图2)。当年7月12日,PT检测下管台(管台锻件材质ASTM A182 F304H)也发现坡口位置存在裂纹,而且在修复切割、打磨后发现焊缝和靠近母材区域重复产生裂纹,管台产生裂纹见图3。管台焊接处和弯管部位裂纹一致且呈现规律性特征:126根猪尾管全部产生裂纹,断裂91根,上管台处A处开裂38处、弯管B处开裂80处;裂纹大多发生在高应力集中的区域,猪尾管弯管内侧、焊缝及热影响区靠近母材部分,外观断裂裂纹自管外壁产生,沿壁厚方向扩展,主裂纹附近裂纹更密集、裂纹沿壁厚方向的扩展深度更深。

图1 上猪尾管开裂部位


图2 猪尾管典型裂纹

图3 管台裂纹
2 检测分析
2.1 外观检查
猪尾管样件及裂纹宏观形貌如图4所示。
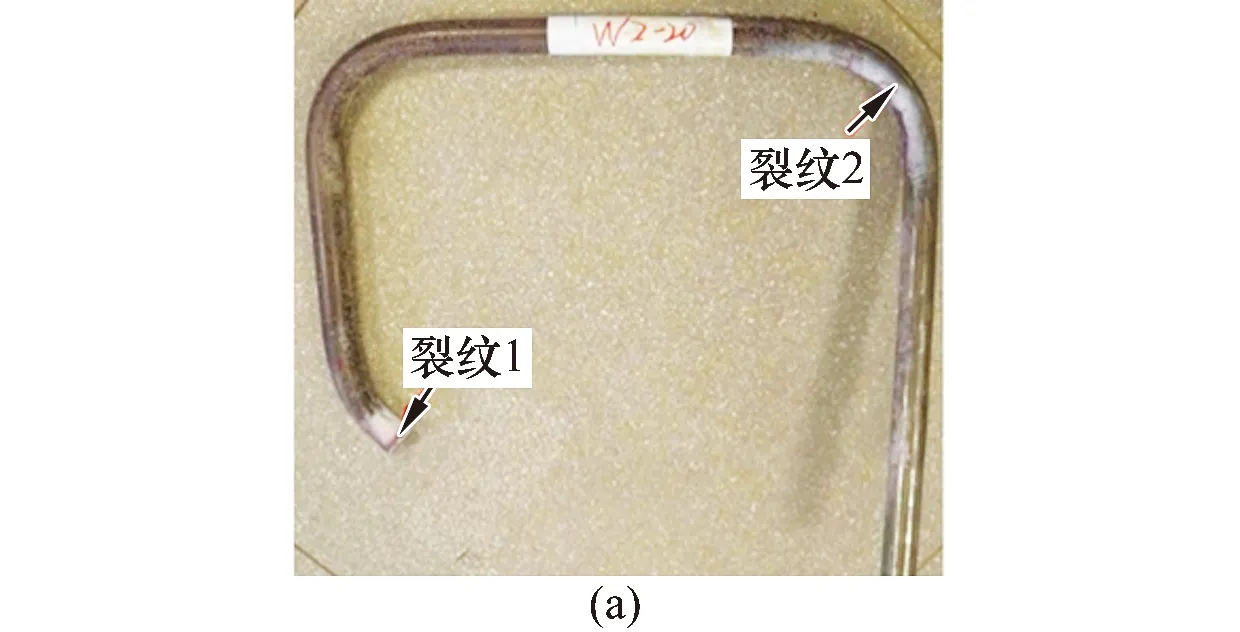

图4 裂纹宏观形貌
猪尾管上的裂纹主要位于上管台与猪尾管相连的焊缝近母材上(A 处)和猪尾管90°的弯管上(B处),裂纹开裂(断裂)方向均为环向,钢管外表面呈灰黑色,未见明显腐蚀坑等其它缺陷。裂纹1位于试件一端近焊缝(近上管台侧A处部位),裂纹沿管横截面方向分布,张口最大位置位于框型结构的内侧,裂纹整体较平直,局部呈不规则折线型。裂纹2位于弯管的内弯处(弯管B处),宏观形貌与裂纹1相似。将裂纹2打开后发现内表面光洁,呈青灰色,除裂纹外未见其他缺陷,主裂纹附近可见与主裂纹平行的细小微裂纹。管壁无明显变形和减薄。裂纹2管内宏观形貌见图5。

图5 裂纹2管内宏观形貌
2.2 铁磁相含量分析
测定显示直管段表面铁磁相含量为零,弯管部位略有一点磁性,最高0.45%。表明猪尾管的热处理状态为固熔状态。
2.3 化学成分分析
化学成分分析结果见表1。结果表明材料化学成分符合 ASTM A312/312M—2014标准中对TP347H的要求。

表1 化学成分分析 w,%
2.4 拉伸试验
室温拉伸试验结果见表2。结果表明直管部位的抗拉强度和延伸率略低于标准要求。
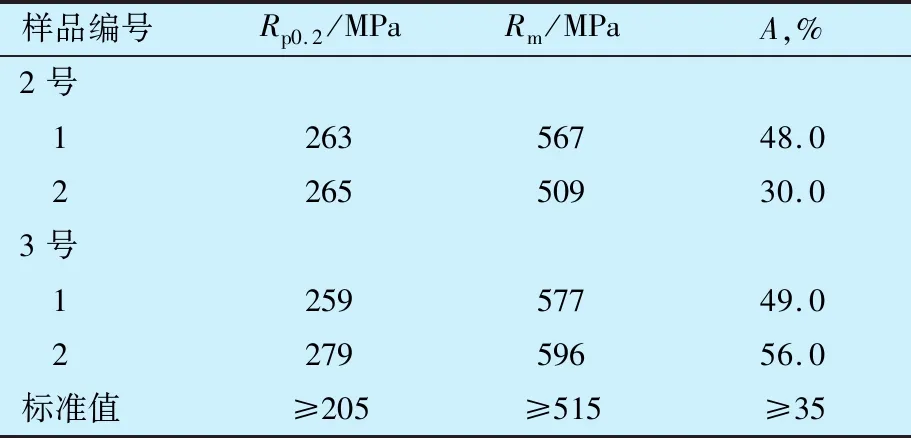
表2 失效样件拉伸性能
2.5 腐蚀试验
恒力载荷应力腐蚀试验结果表明,直管段部位在只有单一Cl-环境下产生应力腐蚀开裂,断口为穿晶性。
2.6 金相组织分析
截取裂纹部位轴向全厚度金相试样试验,观察到宏观形貌和微观形貌具有典型的晶间型应力腐蚀开裂特征。裂纹部位观察到轴向全厚度的氧化层,如图6所示。金相试验结果表明为正常的奥氏体组织,材料存在一定程度的敏化,金相分析见图7。

图6 裂纹部位轴向全厚度的氧化层
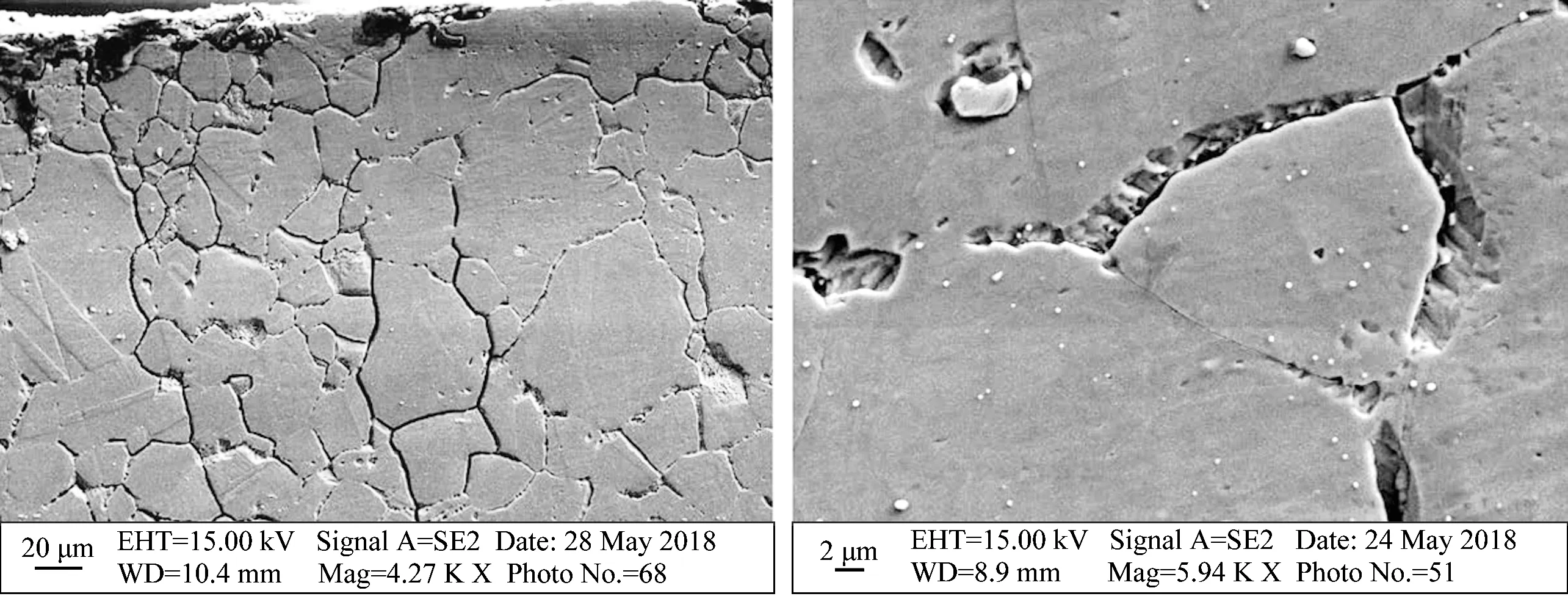
图7 金相组织分析
2.7 硬度分析
硬度检测结果表明材料内、外部硬度值分布偏高,管的内侧点的硬度均偏高。
2.8 裂纹断口分析
采用SEM对断口进行微观形貌观察,结果表明断口为沿晶断裂,断口微观形貌见图8。
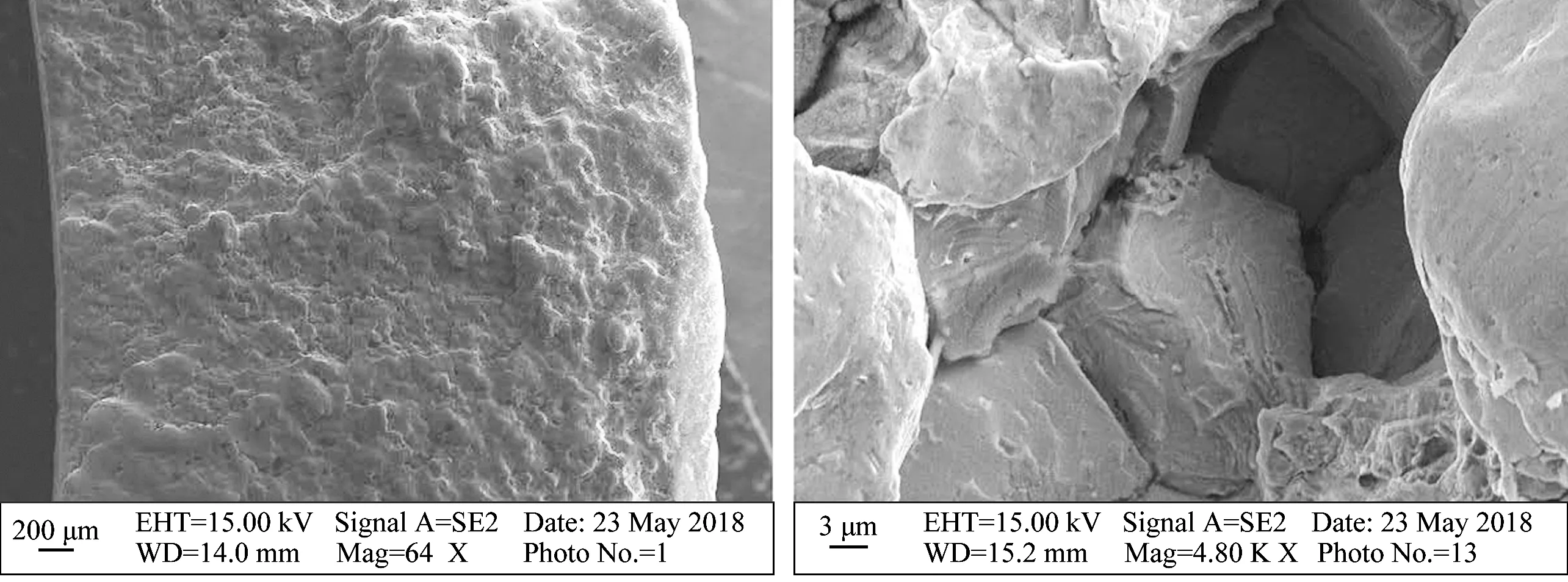
图8 断口微观形貌
2.9 EDS成分分析
管外壁裂纹内部物质进行EDS分析,结果表明裂纹内物质为Fe和Cr的氧化物,裂纹内具备形成腐蚀环境条件,管外壁EDS分析结果见表3。

表3 管外壁EDS分析结果 w,%
管内壁氧化层进行EDS分析表明停炉检修期间,空气中的水分进入,导致生成的腐蚀产物体积膨胀,引起腐蚀产物开裂,管内壁EDS分析结果见表4。

表4 管内壁EDS分析结果 w,%
对4个裂纹断口表面进行腐蚀产物能谱分析,结果显示裂纹断口上腐蚀性元素与表3和表4一致。
3 原因分析与研讨
3.1 设计因素分析
3.1.1 工艺包及工艺设计方面
荷兰德希尼布制氢工艺技术先进,设有原料加氢脱硫、脱氯精制预处理反应器,对于管系配管进行应力分析,结果满足工艺要求。
3.1.2 设计材质选用方面
该猪尾管材(1Cr19Ni11Nb)含稳定化元素Nb,属于高碳含铌Cr-Ni奥氏体不锈钢,其耐晶间腐蚀和耐连多硫酸应力腐蚀性能良好。既有良好的弯管和焊接等工艺性能,还有较好的高温强度和抗高温氧化性能。作为承压部件,其最高允许使用温度可达650 ℃;作为抗氧化部件,其最高抗氧化使用温度可达850 ℃。制氢转化炉管入口操作温度480 ℃,出口操作温度870 ℃,温度升高达390 ℃,转化炉管热变形大,猪尾管依靠特殊结构形状的形变来消除管系热胀冷缩的集中应力,故猪尾管对热态和冷态下抗拉强度和延伸率有较高要求。杨宏辉[1]对TP304H和TP347H钢的材料特性进行过详细研究:2种钢的最高允许温度均为760 ℃,抗拉强度不低于515 MPa,屈服强度不低于205 MPa,伸长率不低于35%,硬度不超过192 HB,最大许用应力见表5。
根据相关标准规定,ASTM A312 TP347H相当于07Cr18Ni11Nb(S34779)钢管,其高温规定塑性延伸强度能够满足使用要求(见表6)。
综上所述,设计选用TP347H材质满足制氢转化炉正常工况材质强度和延伸强度要求。
3.2 制造与安装因素分析
管系运行和检测证明,猪尾管安装满足相关技术规范要求,但是转化炉转油线、进料集合管、炉管管系存在制造和安装应力,管组件材质特殊性能不符合相关规范要求,无缝钢管和管台毛坯锻件原材料存在制造缺陷。
3.3 运行操作因素分析
猪尾管与制氢转化炉同步投用、同步停用,运行期间没有断裂。
3.4 失效样件宏观及微观检测结果探讨
3.4.1 猪尾管开裂分析结果
分析结果表明:猪尾管化学成分、硬度符合要求,但存在一定程度的敏化,管材无明显变形或减薄,开裂部位位于焊缝边缘及弯管母材应力集中部位,裂纹内部充满腐蚀产物且腐蚀产物中含有较高的S和Cl元素,沿晶型裂纹在晶间传播,表明猪尾管失效符合应力腐蚀开裂特征,外部拉伸助推开裂。猪尾管外管裂纹内腐蚀产物中含有S和Cl元素,表明猪尾管外管在外部环境作用下形成腐蚀环境,猪尾管本身存在拉应力超出补偿范围而失效。
3.4.2 上猪尾管下管台裂纹分析结果
分析结果证实下管台PT 检测坡口处均有裂纹,管台的化学成分、硬度测试结果满足相关标准要求,下管台金相分析可见裂纹为沿晶开裂并伴有晶粒脱落现象,有的裂纹有方向性,而有的裂纹无方向,断口具有沿晶开裂特征;能谱分析断口表面和裂纹缝隙内主要腐蚀性元素为 O,S和Cl。表现出晶间腐蚀和晶间型应力腐蚀混合特征。
3.4.3 分析结果探讨
综上分析, TP347H上猪尾管为氯离子应力腐蚀开裂,大气中的水气,SO2和氯离子在猪尾管外管高应力集中区形成腐蚀环境,保温材料中可能也含有一定的腐蚀介质,导致猪尾管发生应力腐蚀开裂;停炉检修期间未做好防护工作,停工后支吊架松动是导致猪尾管超出补偿变形量而过度冷变形开裂是主要推动因素。TP304H下管台的工作温度是520 ℃,在敏化温度范围,其服役必定产生敏化,且停工期间有应力腐蚀开裂特征,大气环境中的氯离子对开裂起到促进作用。连多硫酸仅对敏化的不锈钢敏感,如果产生敏化应该在猪尾管与支管台焊缝的熔合线附近产生,但该裂纹部位远离焊缝熔合线;失效样件断口显示断裂为晶间腐蚀。虽然氯离子腐蚀也会产生晶间开裂,但是更多晶间开裂发生在敏化的不锈钢中,因此该处的氯离子应力腐蚀开裂并不典型,是否具有氢致开裂原因等值得再探讨。
4 整改修复解决方案及防护措施
该修复方案具有更新和维修相结合特点。猪尾管和支管台已经产生了大量裂纹,没有修复价值,因此按原工艺包和设计要求更新了猪尾管(A312 TP347H)和支管台(A312 TP304H)。更新部分需要和原炉管、集合管的焊接。
4.1 更换猪尾管、下管台的焊接
猪尾管和上管台材质均为TP347H,而下支管台材质为TP304H,都可用普通的不锈钢焊条焊接,焊接难度小且可控。
4.2 下管台与辐射段炉管的焊接
下管台的焊接关键是管台与转化炉管(ZG40Cr25Ni35NbTi)侧的焊接。
4.2.1 旧管台拆除
用角向砂轮机对焊缝进行切割拆除旧管台,彻底清除炉管表面渗碳层,直至露出炉管金属光泽。
4.2.2 炉管表面质量检查
先对管台切割部位炉管的表面进行PT检查,若发现炉管母材近焊缝部位出现细微裂纹,就用砂轮机进行打磨消除,再次经过PT检查合格后在炉管母材上进行堆焊,务必保证PT合格后才能进行炉管与管台的焊接。如裂纹出现严重扩展倾向,应先对炉管母材进行质量分析,找出原因。
4.2.3 炉管与下管台的焊接及检验
施焊前,应分别对炉管及管台坡口区域进行清理,去除金属表面的氧化膜、油污和水锈等影响焊接质量的杂质。采用GTAW焊接方法焊接,所有根部焊道应在内外表面采用氩气保护。焊丝为ERNiCr-3,化学成分见表7。
焊接过程规范参数:焊接电流100~120 A,焊接电压20 V,焊接速度12~18 cm/min。层间温度不超过150 ℃。按照相关标准对打底焊缝进行PT检查,质量等级为Ⅰ级,检查合格后继续进行焊接。焊接完成后,按照标准及图纸要求对焊缝进行目视及PT检查。

表7 ERNiCr-3化学成分 w,%
4.2.4 转化炉管裂纹的产生与修复
转化炉管与新管台焊接后,转化炉管热影响区产生了较多的裂纹。转化炉管为离心铸造,原始铸件材料塑性低,影响可焊性,甚至传统的预热都不能克服这个不足。转化炉管与下管台连接处是第二次焊接,会使炉管的塑性下降,任何焊缝在凝固冷却时都会在焊缝及接头产生高的应力,热影响区在焊接时不能承受焊接应力而产生裂纹(见图9)。

图9 转化管表面裂纹
转化炉管的补焊修复:焊后产生点状、浅表性裂纹,采用砂轮磨头或金属磨头打磨至裂纹清除;对于深度小于 0.8 mm的裂纹无需补焊,将炉管打磨至光滑表面即可;对于深度超过0.8 mm的裂纹在母材表面堆焊一层后,锤击焊缝释放应力。对于壁厚方向延伸裂纹,用角磨机和金属磨头打开缺陷,采用小电流多层多道焊,每一层焊接后锤击焊缝释放焊接应力。焊接采用钨极氩弧焊,焊丝采用UTPA2535Nb,焊丝的化学成分见表8。

表8 UTPA2535Nb焊丝的化学成分 w,%
焊接规范:焊接电流102~140 A,焊接电压12~20 V,焊接速度12~14 cm/min ,层间温度不超过65 ℃。焊接完成后目视检查,PT检测。
4.3 防护措施
应力腐蚀需同时具备三个条件:特定环境、敏感材料和拉伸应力,因此解决方案也应从材料、环境、应力这3个方面进行控制。制氢装置毗邻硫磺回收装置,空气中SO2含量高,空气中的SO2和水气极易在停工期间猪尾管外表面形成连多硫酸腐蚀环境。装置地处古雷岛屿海边,空气湿润且Cl-含量高,氯离子半径小且穿透力极强,很容易透过膜内的空隙而破坏金属表面的钝化膜,即在氯离子与连多硫酸共存的环境中,氯离子增加敏化不锈钢的应力腐蚀破裂倾向。猪尾管焊缝和弯头处极易形成高应力区。
4.3.1 材料选用与制造
制氢转化炉上尾管选用低碳、稳定性奥氏体不锈钢。碳含量低可以有效防止晶间碳化铬析出,有效降低晶间贫铬区的形成。合金中添加的少量稳定元素的钛和铌易于碳形成碳化物(碳化钛、碳化铌),进一步防止碳化铬析出,提高不锈钢耐应力腐蚀能力。
4.3.2 外部环境防护
停工期间除应采用干空气保护管外,还应隔绝水分;采用氮气保护管内,隔绝氧气和水分。应加强装置开停工操作管理,控制升温和升压速率,先升温再升压,使管道受热均匀,避免产生冷凝液。严格控制进料介质氯离子含量,防止其在系统中的积累。
4.3.3 安装应力
从焊接和安装两方面来降低残余应力,优化工艺流程及管道布置,合理设置支吊架等措施来降低安装所产生的残余应力。焊接时除了严格遵循焊接规范,采用低焊接线能量施焊、加快焊接速度、合理设计坡口和焊接次序、焊接过程中热态锤击焊缝等措施;还要采用预变形方案,猪尾管在焊接过程中,预先让其承受一个相对炉管热胀方向相反的位移载荷量,在运行期间,就能有效降低猪尾管应力水平。
4.3.4 保温防护
改善保温形式,减小猪尾管的温度差,从而降低残余应力。猪尾管弯管段保温可采用柔性伸缩保温套保温,柔性伸缩保温套保温可有效补偿猪尾管直管段热胀冷缩的伸缩保温,弥补了直管段保温不能随直管段同步伸缩的缺陷,减缓猪尾管温度差。
5 结论与建议
该制氢装置转化炉猪尾管失效源自应力腐蚀,通过防止腐蚀环境形成、降低应力水平、采购满足使用要求的材料均能有效阻止应力腐蚀发生。注重在停炉、检修期间保护,避免因保护不当造成失效;优化生产操作、加强对设备全寿命周期管理,及早发现和消除隐患,提高设备运行可靠度,确保装置长周期安全运行。
