铀浓缩产品丰度控制分析
2020-03-09王尚功杨小松
王尚功,赵 梅,杨小松,吕 波
(中核陕西铀浓缩有限公司,陕西 汉中 723312)
在铀浓缩级联装置正常运行过程中,当级联供料流量与各分离级贫料压力维持恒定时,产品丰度也会受到其他各种因素的影响[1],如:主机冷却水温度、厂房空气温度以及零位系统对仪表零位负腔的影响等。这些因素均可以视为扰动。扰动会造成级联中物料气体的流动参数发生变化[2],级联重新调整进入稳态,就会使精料流丰度产生一定波动。对丰度有影响的往复性可控因素(如电调阀正常波动),只要能确保收料容器中产品丰度合格,就不需调整。对其他影响产品丰度因素的参数变化,为保证精料容器中产品丰度合格,就需要对精料流丰度进行调整。目前,级联产品丰度通过调整精料端机组的贫料压力进行控制,现有收料容器的丰度控制范围为±0.001%。
李维杰等[4]研究了级联流体状态参数变化对级联分离性能的影响,付强等[5]对精料产品丰度影响因素进行了总结并提出了离心级联丰度的自动化控制策略。本文旨在研究扰动与精料流丰度、级联分离功损失大小的关系,并提出控制措施。首先对不同丰度产品在精料收料容器内混合造成分离功的损失进行计算,再对收料质量相同、丰度相同而受到扰动次数不同的精料收料容器(以下简称为容器)所对应的级联分离功率作对比,最后结合实际运行数据,对主机冷却水温度、厂房空气温度变化与精料流丰度的变化情况进行统计,并提出丰度控制措施,以期对离心级联经济运行提供一定参考。
1 丰度波动对级联系统分离功的影响

在实际运行过程中,由于各种影响因素参数变化,精料流产品丰度会有小范围波动,整个级联系统的混合分离功损失还包括精料收料容器内分离功损失。本文从精料收料容器内分离功损失以及矩形级联的分离功损失变化两方面分析扰动对级联系统分离功的影响。

图1 级联系统模型示意图
1.1 精料容器内混合分离功损失计算
级联正常运行时,精料流固定周期在线测量一次丰度,根据所生产的主产品丰度不同,取样周期也不同,表1为级联精料流在线丰度分析频次表,由于级联不同时间段各种影响因素参数变化,会导致精料流丰度在一定范围内波动,表2为级联产品丰度计算表,精料收料容器丰度累计采用质量加权。
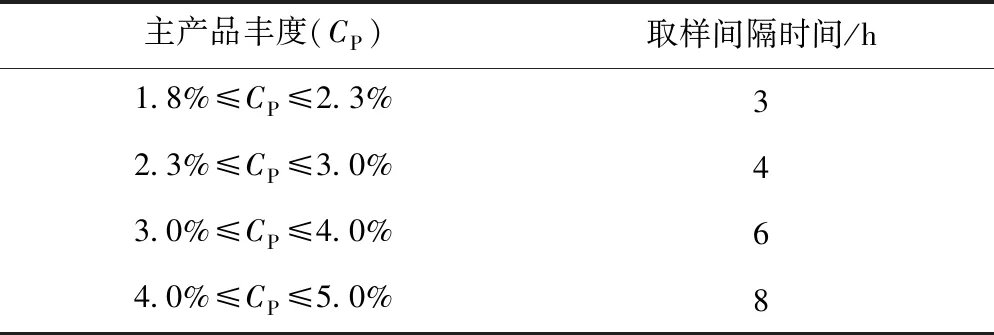
表1 级联精料流在线丰度分析频次表
注:CP为所生产精料产品丰度值。

表2 级联产品丰度计算表
(1)
(2)
…
(3)
精料收料容器内每一次丰度混合造成分离功损失:
(4)
(5)
(6)
精料容器内总分离功损失为每一次丰度混合造成分离功损失之和:
δUm=δU1+δU2+…+δUn-1=
(m3-m2)V(C2)+…+
(7)

(8)
a∈[a0-0.001%,a0+0.001%],a0为设定工况精料丰度,a为精料收料结束后容器中累计平均丰度。
基本价值函数V(C)表达式为:
(9)
(10)
(11)
(12)
由于ΔC=C-a≤1,且价值函数V(C)n阶可导,满足泰勒公式展开的充分必要条件,因此可将价值函数以泰勒公式展开为如下多项式:
V(C)=V(a)+V′(a)(C-a)+
(13)
现以a=4.45%为例,丰度波动ΔC=C-a取0.1%,对上述泰勒展开式中三次方项和二次方项求比值。
(14)
由于三次方项远远小于二次方项,所以将二次方以上的项忽略不计,则:
V(C)≈V(a)+V′(a)(C-a)+
(15)
将(15)代入(7)式,得:
δUm=m1V(C0)+(m2-m1)V(C1)+
(m3-m2)V(C2)+…+(mn-mn-1)
V(a)[m1+(m2-m1)+(m3-m2)+
…+(mn-mn-1)]-mnV(a)+
V′(a)[m1(C0-a)+(m2-m1)(C1-a)+
(m3-m2)(C2-a)+…+(mn-mn-1)
(m2-m1)(C1-a)2+(m3-m2)(C2-a)2+
…+(mn-mn-1)(Cn-1-a)2]
(16)
将(16)结果分解为3部分:
第一部分:
δUm1=V(a)[m1+(m2-m1)+
(m3-m2)+…+(mn-mn-1)]-
mnV(a)=0
(17)
第二部分:
δUm2=V′(a)[m1(C0-a)+(m2-m1)
(C1-a)+(m3-m2)(C2-a)+…+
(mn-mn-1)(Cn-1-a)]
(18)
第三部分:
(C1-a)2+(m3-m2)(C2-a)2+…+
(mn-mn-1)(Cn-1-a)2]
(19)
将式(18)展开,可得:
δUm2=V′(a)[m1(C0-a)+(m2-m1)
(C1-a)+(m3-m2)(C2-a)+…+
(mn-mn-1)(Cn-1-a)]=
V′(a)[m1C0-m1a+(m2-m1)C1-
m2a+m1a+(m3-m2)C2-m3a+m2a+
…+(mn-mn-1)Cn-1-mna+mn-1a]=
V′(a)[m1C0+(m2-m1)C1+(m3-m2)
C2+…+(mn-mn-1)Cn-1-mna]
(20)
将式(3)进行转换,可得到:
(21)
将(21)代入(20)可得:
δUm2=V′(a)[m1C0+(m2-m1)C1+
(m3-m2)C2+…+(mn-mn-1)Cn-1-
(22)
所以精料容器内总分离功损失:
(m2-m1)(C1-a)2+(m3-m2)(C2-a)2+
…+(mn-mn-1)(Cn-1-a)2]
(23)
图2为某一时间段内选取的a、b两组740 L精料收料容器重量、丰度变化图,根据上述精料容器内总分离功损失计算公式(23),可求出级联正常运行时,精料容器内混合分离功损失大小。
根据公式(23)计算图2中a组精料容器内混合分离功损失大小为:
δUm=2.5×10-3kg·SWU
(24)
根据公式(23)计算图2中b组精料容器内混合分离功损失大小为:
δUm=2.9×10-3kg·SWU
(25)

表3 丰度波动、重量与分离功损失对照表
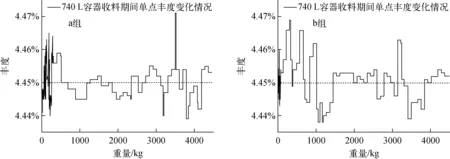
图2 精料容器收料期间重量、单点丰度变化图
由式(24)、(25)可知,级联系统正常运行时,精料容器内混合分离功损失很小,即使单点丰度偏离运行工况,及时调整后,对总分离功损失影响不大,可以忽略不计。
1.2 矩形级联的分离功损失
丰度波动势必是由级联内部影响产品丰度的运行参数变化引起的,不同扰动下离心级联流体状态参数变化对级联的分离性能和运行安全有重要影响[8],下面讨论级联运行参数变化对级联分离功损失的影响。
由上述计算可知,正常运行时,精料容器内混合分离功很小,可以忽略不计。理想情况下,假设级联中各参数都不随时间变化,收料质量相同、丰度相同的精料收料容器,级联所做分离功相等。在实际运行中,由于扰动造成运行参数的变化,级联分离功损失也相差较大。而根据级联运行参数变化计算级联分离功损失变化情况太复杂,现将级联作为一个整体,通过精料收料情况计算扰动对级联分离功率的影响。选取收料质量相同、丰度相同但受到扰动次数不同的精料收料容器,统计从开始收料到结束收料的时间,计算出每一罐容器对应的级联有效分离功率。目前,级联冷却水温、厂房空气温度的小范围波动以及零位系统对仪表零位负腔的影响等造成的产品丰度波动最终都是通过调整精料端机组的贫料压力来控制,所以丰度调整次数可以最直接反映精料容器收料期间受到的扰动情况。丰度调整次数对级联分离功率的影响示于图3,从图中可以看出,随着丰度调整次数的增加,级联分离功率下降,即矩形级联内部的分离功损失增大。

图3 丰度调整次数对级联分离功率的影响
2 丰度控制优化策略
通过以上分析可知,应尽量维持级联稳定运行,减少外部参数对其影响。现通过对实际运行过程中离心机冷却水温度、厂房空气温度以及工艺人员调整方式对级联系统的影响进行分析,并提出产品丰度控制优化策略。
设单位时间内级联中单位体积V内的工作气体压力为P,温度为T,工作气体UF6满足理想气体方程,即:
PV=nRT
(26)
式中:n为气体物质的量,R为理想气体常数。
由公式(26)可知,当工作气体UF6温度T下降时,压力P也下降,UF6的质量流量也随之下降,相应的产品丰度升高。工作气体温度受厂房空气温度、离心机冷却水温度的影响。
2.1 离心机冷却水温度对产品丰度的影响
离心机通低温循环水将产生的有害热量导出,保证离心机在规定的温度环境内运转。当其他外部条件不变的情况下,统计每8 h内冷却水变化以及相应的精料流丰度,如表4所示。
目前,主机冷却水温度控制范围为(12.5±0.2) ℃,通过实际运行发现冷却水温对级联系统分离性能影响较大,产品丰度波动明显,应尽可能保持恒定。
2.2 厂房空气温度对产品丰度的影响
为了保证数据分析的准确性,级联供料流量与各分离级贫料压力维持不变,离心机冷却水温控制在恒定值,期间不调整产品丰度,尽可能消除其他因素对产品丰度的影响,结果如表5所示。
目前,厂房空气温度控制在(17.0±0.5) ℃,通过表5可知,厂房空气温度在该范围内变化时,丰度变化较为明显,但考虑到空调制冷效果与外界环境温度有关,白天、夜晚制冷效果不同,所设控制厂房空气温度范围在(17.0±0.3) ℃较为合理。

表4 某级联离心机冷却水温对产品丰度的影响

表5 某级联厂房空气温度对产品丰度的影响
2.3 工艺人员调整次数对级联系统影响
通过人为调整级联精料端贫料压力来控制丰度原因包括:(1) 由于外界扰动造成的容器丰度不合格;(2) 由于工艺人员控制方式不当造成。现讨论由于工艺人员控制不当造成的系统调整次数增多,以生产4.450%产品为例,精料容器产品丰度控制范围为(4.450±0.001)%,对比以下两种控制方式。以3 m3B容器为例,由于收料容器初期主要是净化收料,每个取样周期内收料质量少,且波动明显,所以收料初期不控制,从900 kg以后开始控制。分析当其他运行参数不变时,由于工艺人员控制不当造成的系统调整次数增多情况。
控制方式1:精料容器丰度控制按上、下限控制,即容器丰度到达上限时,向下调整精料流丰度;容器丰度到达下限时,向上调整精料流丰度。单点丰度变化图与容器丰度控制图如图4、图5所示。
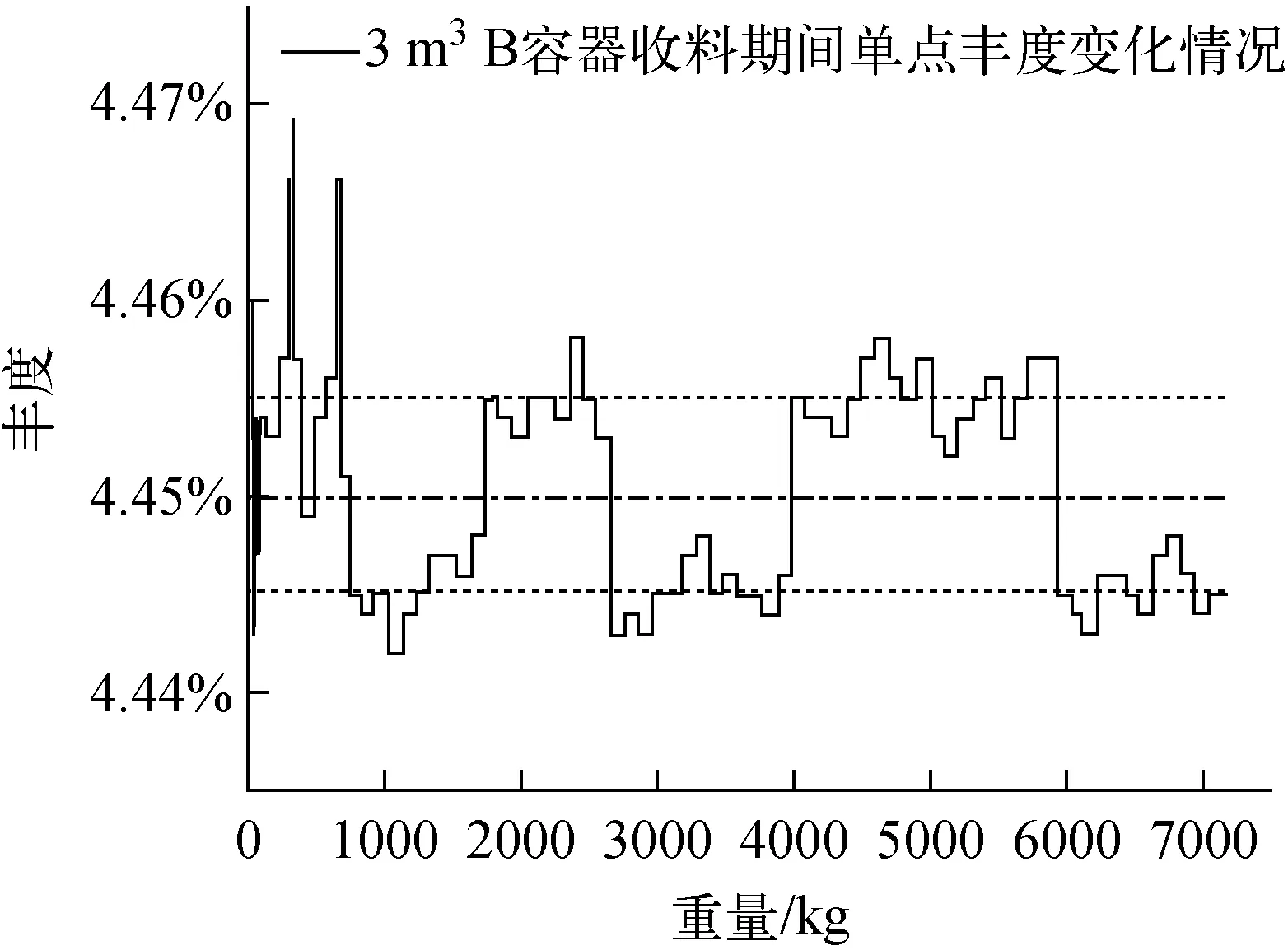
图4 精料容器收料期间重量、单点丰度变化图
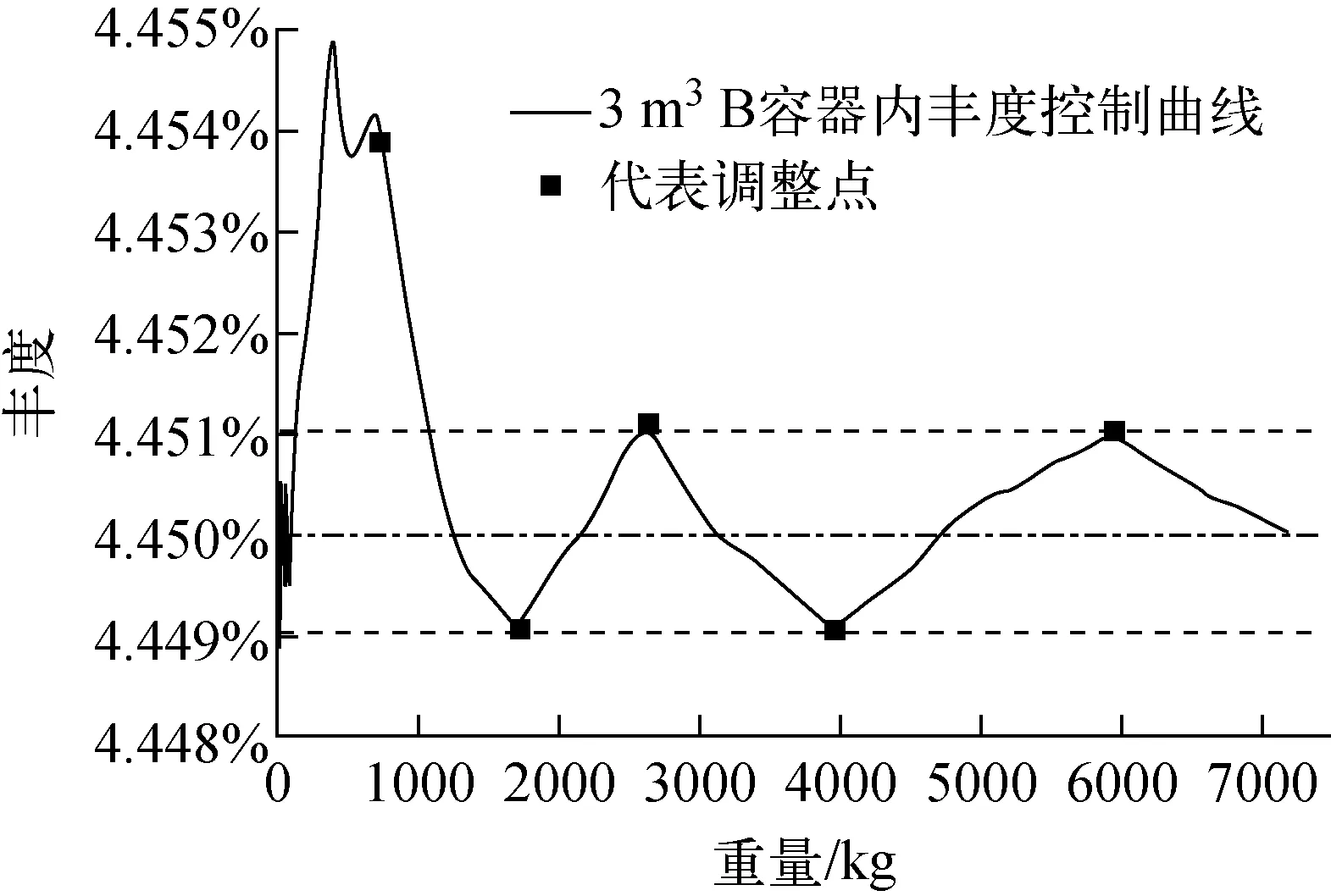
图5 精料容器收料期间重量、容器丰度控制图
由图5可看出,精料流丰度调整次数为5次,如果级联系统有其他突发情况,调整次数更多。
控制方式2:从精料收料容器开始控制丰度时监测,当精料容器丰度拉回4.450%中线时,将精料流丰度调回4.450%。单点丰度变化图与容器丰度控制图如图6、图7所示。
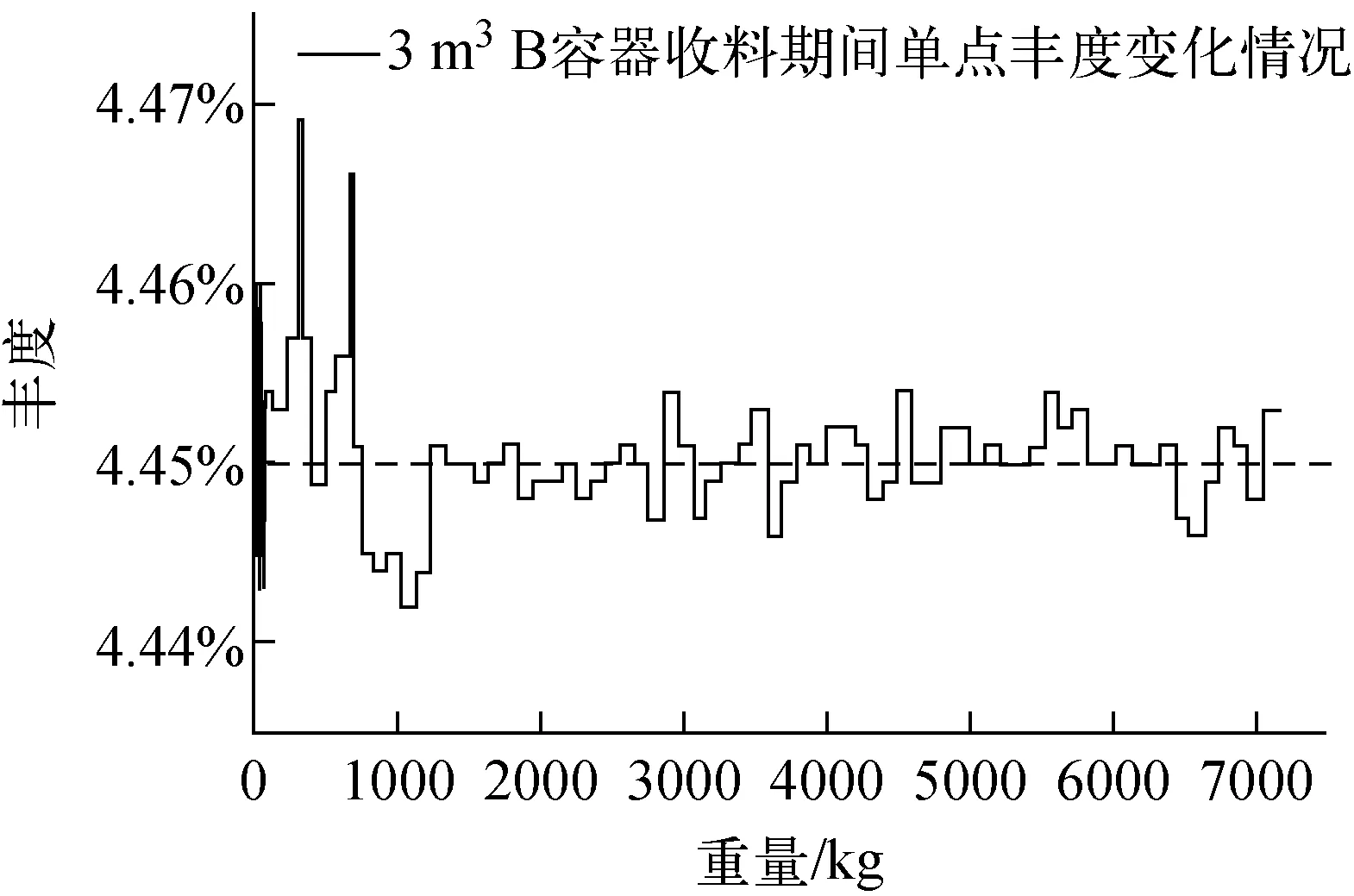
图6 精料容器收料期间重量、单点丰度变化图

图7 精料容器收料期间重量、容器丰度控制图
如果级联不发生突发情况, 精料流丰度调整次数为2次,容器内丰度一直在4.450%上下小范围波动,控制稳定。
对比两次工艺人员的调整方式,可以看出在容器丰度偏离控制范围±0.001%时,假设容器丰度偏高,须通过调整精料端贫料压力将级联丰度调到小于控制值,如果容器丰度到达控制值附近,不及时将精料流丰度与容器丰度调一致,容器丰度会一直降低直到控制下限,造成再次调节,如控制方式1。每一次调节都是对系统的扰动,应尽可能减少。控制方式2最大程度减小了级联系统的调整次数。
3 结论
(1) 精料流丰度波动会在精料收料容器内造成分离功损失,且丰度波动越大,造成的混合分离功损失越大,但在正常运行工况下,精料容器内分离功损失值较小,可以忽略不计。
(2) 扰动会造成级联分离功率降低,即级联分离功损失增大。
(3) 当级联供料流量与各分离级贫料压力不变时,维持离心机冷却水温度和厂房空气温度恒定,可使精料流丰度保持稳定。
(4) 扰动产生后,工艺人员通过调整精料端贫料压力控制丰度,当容器丰度到达控制值附近,应及时将精料流丰度与精料收料容器内产品丰度调控一致,减少控制不当造成的调整次数增多。
