斯托拿烫金机烫金系统改造
2020-03-05陈专
陈 专
(湖南福瑞印刷有限公司,湖南长沙 410100)
0 引言
斯托拿烫金机(FBR 104)为进口设备,设备老旧,无法在线调节全息图案的位置偏差,存在比较多的设备故障问题,严重影响生产效率和产品质量。由于烫金机控制系统没有源程序,无法在现有控制系统基础上做硬件和软件升级。为了实现在线调节全息图案位置偏差的功能,提高生产效率和产品质量,需要更换跳步辊电机和跳步辊伺服控制系统。
1 烫金机改造方案
为了解决斯托拿烫金机存在的诸多问题,采用全套西门子SIMOTION 运动控制系统。SIMOTION 作为一个单一的系统,集运动控制、逻辑控制与工艺控制功能于一身,能够最大程度简化工程系统的开发与调试时间,同时还能保证较高的循环率和最高的产品质量。模块化的设计顺应模块化机器概念的趋势,使用PROFIBUS 和PROFINET 实现模块之间的通信,使SIMOTION运动控制系统具有更大的灵活性。
在烫金机现有的控制系统结构基础上,将西门子SIMO原TION 运动控制系统融入现有系统中。改造前系统结构如图1 所示,改造后系统结构如图2 所示。
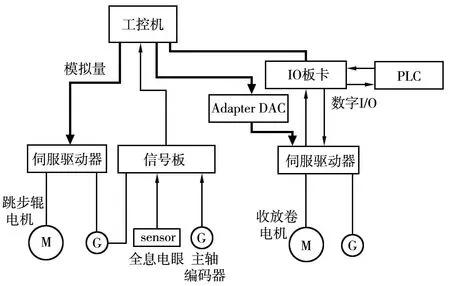
图1 改造前系统结构
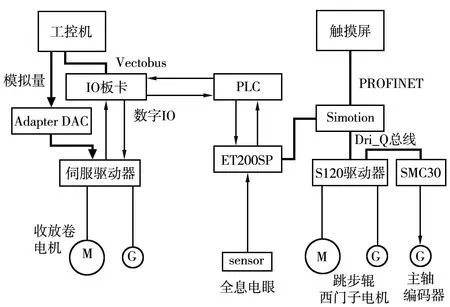
图2 改造后系统结构
整体控制方案:在烫金辊上安装绝对值编码器,读取烫金辊的位置信号。跳步辊电机跟随烫金辊编码器做电子凸轮同步,以全息电眼信号作为同步的位置起始点。根据全息电眼信号实时检测电化铝全息图案之间的距离,并在触摸屏上实时显示。根据检测全息图案与烫金块之间的偏差,实时调节凸轮同步的相位,达到精确控制烫印精度的目的。烫印系统通过触摸屏来实时在线调整套准偏差、被检测的全息图案周期、电化铝回拉距离、烫金块的位置。
2 烫金机改造实施过程
烫金机改造系统采用独立电控柜成套,增强系统的独立性和可维护性。SIMOTION 运动控制器选用D435-2 DP/PN,伺服电机选用西门子1FK 系列高转矩电机,触摸屏选用西门子12寸触摸屏TP1200。
烫金机控制系统是一套完整的电气控制系统,把SIMO原TION 运动控制系统融入到原烫金机控制系统中,需要解决系统之间的信号交互问题。烫金机的全息模式需要保证找标过程和跳步参数与原系统完全一致,这样系统才能正常工作,给改造带来很大的难度。在经过多番尝试之后,决定把原系统的全息模式改为普通烫的模式,在SIMOTION 系统中来实现全息模式的功能。SIMOTION 系统与原系统的信号交互包括故障报警信号、找标成功信号、合压信号、操作按钮信号、指示灯信号。
烫金机跳步辊控制方式采用带偏差调节功能的凸轮同步控制方式,采用西门子SIMOTION 运动控制系统保证跳步辊动态响应和控制精度。利用全息电眼检测电化铝全息图案的准确位置,首先进行找标,找标成功后进入跳步辊跳步程序。跳步辊跳步方式采用凸轮同步方式,全息电眼信号和烫金辊零点信号确定同步起始位置,凸轮控制曲线由机械参数和跳步参数确定。在跳步过程中,全息电眼实时检测全息图案位置并进行偏差动态调节,达到烫印精度要求。找标和跳步过程中,出现打滑或电化铝规格错误等异常情况,系统进行实时声光报警。在程序设计过程中,需要知道跳步辊直径、烫金辊直径、合压点、齿轮比等机械参数。由于无法查到相关参数,需要重新测量,合压点只能大致测量出合压位置,无法准确知道合压位置,需要在调试过程中反复测试准确的合压位置。
3 烫金机改造效果
烫金机改造后的人机界面详细如下:
3.1 主画面(图3)
(1)金箔有标:普通烫和全息模式选择;对标:跳步过程中是否进行偏差调节选择。
(2)复位报警:故障报警复位功能。
(3)轴选择及对应轴用电化铝全息图案距离设置,套准偏差、电化铝回拉距离、烫金块的位置设置。
3.2 色标监测画面(图4)
色标监测画面:实时显示生产轴烫印偏差。
3.3 高级参数画面(图5)
高级参数画面:需要输入密码后设置。
(1)设置找标个数,连续丢失色标报警个数。
(2)设置跳步辊直径、辊径系数、跳步辊初始偏移值。
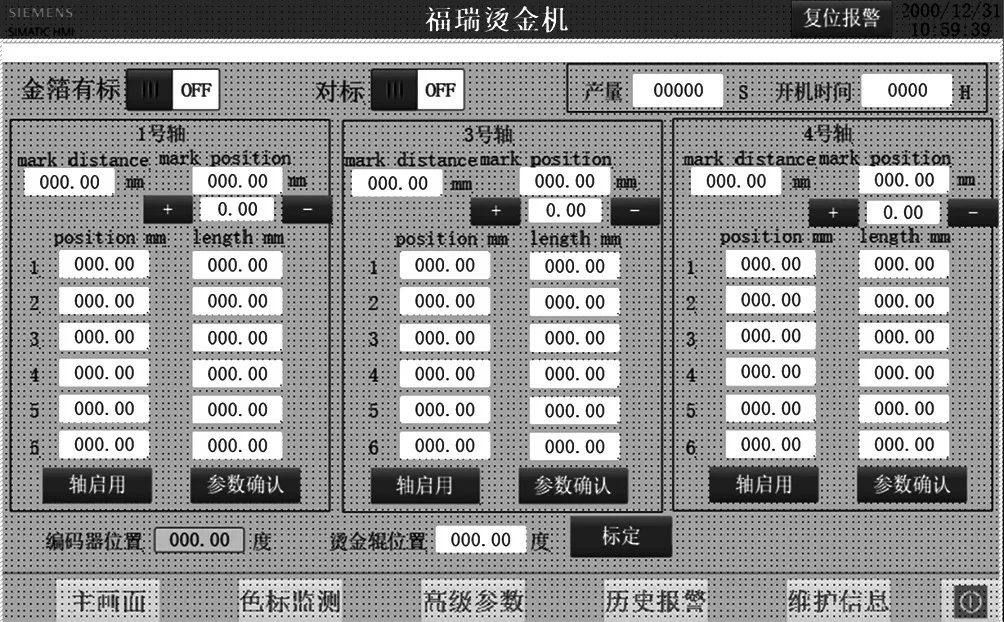
图3 主画面
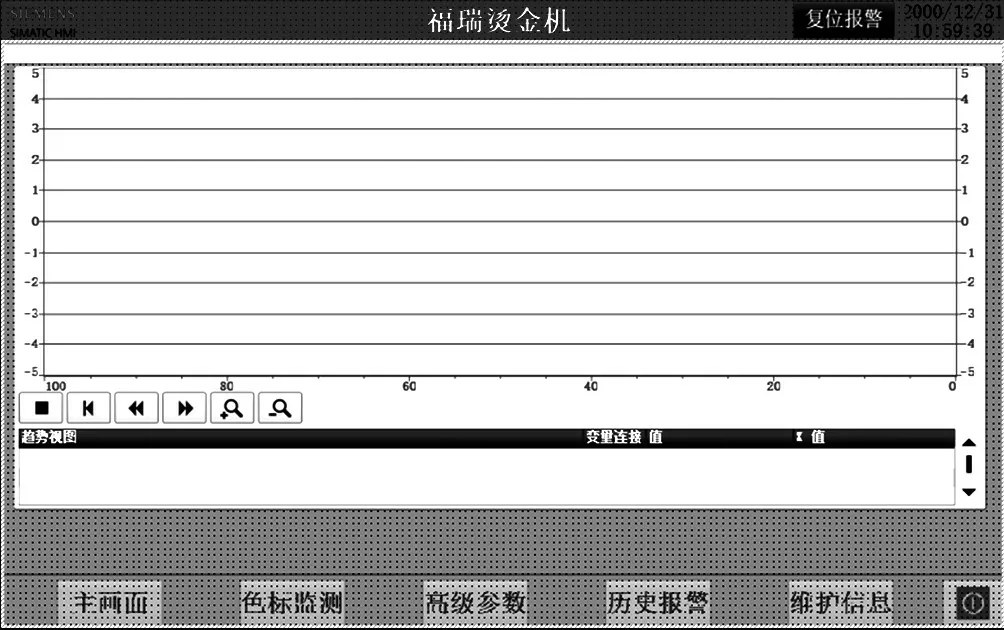
图4 色标监测画面
3.4 历史报警画面(图6)
历史报警画面:显示并记录故障报警信息。
3.5 维护信息画面(图7)
维护信息画面:显示烫金辊及电机驱动器故障状态及故障代码。

图5 高级参数画面
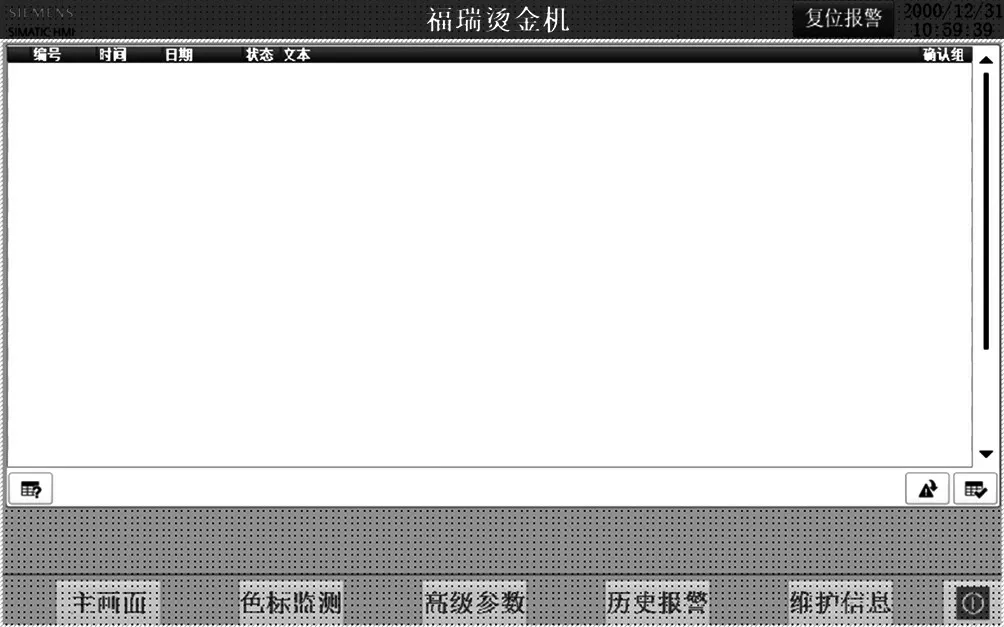
图6 历史报警画面
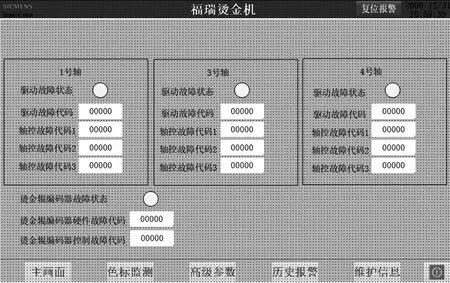
图7 维护信息画面
4 结束语
烫金机改造后使用1 号跳步辊和4 号跳步辊连续生产1周,设备运行平稳,生产效率高,烫金精度达到0.1 mm。改造后人机界面友好,美观大方,功能齐全。
