富含磷脂的南极磷虾油提取工艺研究
2020-03-05胥亚夫韩雨哲
胥亚夫,韩雨哲,赵 月
(1.辽渔南极磷虾科技发展有限公司,辽宁 大连 116011;2.大连海洋大学水产与生命学院,辽宁 大连 116023)
南极磷虾是地球上资源量较大的生物物种之一,据统计,南极磷虾资源的生物量保守估算约有(6.5~10.0)×108t[1]。南极磷虾因其巨大的生物蕴藏量、较高的营养价值以及在南极生态系统中的特殊地位,而日益受到人们的重视。南极磷虾不仅含有大量优质的蛋白质,还含有占湿重约2%~5%的脂质,脂质中的磷脂含量相对较高,而且含有较多的ω-3系列的多不饱和脂肪酸[2],主要脂肪酸类型包括二十二碳六烯酸(DHA)9.3%~14.2%、二十碳五烯酸(EPA)15.0%~20.5%、亚油酸2.4%~3.8%、亚麻酸1.3%~3.7%、棕榈酸21.1%~23.2%等,它们都是良好的保健食品原料,因此南极磷虾具有较好的开发利用前景[3-4]。
科学研究已经证明,南极磷虾油不仅富含多种不饱和脂肪酸,也含有丰富的EPA、DHA、磷脂、类黄酮、VA、VE、虾青素等,通过GC-MS分析,EPA和DHA的含量高达15.86%[5]。不同于鱼油和鱼肝油ω-3甘油三酯形式[6],南极磷虾油的ω-3脂肪酸附着于磷脂上,这种生物活性复合分子在经胃消化后就可直接进入小肠而被完全吸收,提高了生物利用度,并最终提高了ω-3∶ω-6脂肪酸比例[7]。而且南极磷虾油所固有的天然强抗氧化剂虾青素也附着于磷脂,因而产生了更加稳定的持久的抗氧化效力[8]。研究表明,富含磷脂的磷虾油具有提高记忆力、降低血糖和血脂、预防老年痴呆症、预防心脑血管疾病和防止动脉粥样硬化等重要作用[9]。
我国南极磷虾资源开发起步较晚,关于磷虾油的提取研究报道很少,在国际竞争日益加剧和国内磷虾油研究空白的背景下,国内外企业都在抢夺南极磷虾资源以开发南极磷虾的核心产品——南极磷虾油。南极磷虾油与深海鱼油不同,磷虾油中富含水溶性功效成分磷脂,但其与蛋白质、游离脂肪酸等其他水溶性成分不易分离,提纯难度大,造成提取出的磷虾油中普遍存在磷脂含量较低、酸值较高的问题,进而导致磷虾油性质不稳定,品质也不佳。因此,研发富含磷脂的磷虾油提取技术极其重要。本研究以南极磷虾为原料,考虑柠檬酸钠溶液浓度、料液比和浸泡时间3个影响因子,利用柠檬酸钠溶液浸泡法从磷虾中提取磷虾油,并选取提取率、磷脂、酸值和流动性等衡量磷虾油生产成本和产品品质最重要的4个指标进行综合分析,以确定最佳提取工艺条件,所得结果将为提高磷虾资源的综合利用率提供参考。
1 材料与方法
1.1 材料与试剂
南极磷虾由辽渔集团远洋捕捞公司提供;柠檬酸钠溶液采购于大连联合博泰生物技术有限公司;其他试剂均为分析纯。
1.2 仪器与设备
SHZ-D(Ⅲ)循环水式真空泵;旋转蒸发器RE-2000E。
1.3 工艺流程
南极磷虾→加热→原料前处理→鼓风干燥→粉碎→浸提→固液分离→减压蒸馏→南极磷虾油。
1.4 实验方法
1.4.1 磷虾油提取工艺单因素分析
以冷冻南极磷虾为原料,用沸水蒸煮5 min,然后清洗,沥干水分后,分别选用浓度0%、0.5%、1.0%、1.5%、2.0%和2.5%的柠檬酸钠溶液,1∶1、1∶3、1∶5、1∶7和1∶9五个水平的料液比,0.5、1、2、3、4 h的浸泡处理时间进行提取工艺条件的单因素实验,然后将磷虾水洗至中性,进行鼓风干燥处理后将磷虾粉碎成磷虾粉,采用95%的乙醇浸提一段时间,固液分离后将提取液进行减压蒸馏,除去乙醇后,即得到南极磷虾油。
1.4.2 磷虾油提取工艺正交优化
在单因素实验的基础上,选取柠檬酸钠溶液浓度、料液比和浸泡时间3个因子,进行三因素三水平正交组合试验设计优化磷虾油提取工艺条件,因素水平表如表1所示。
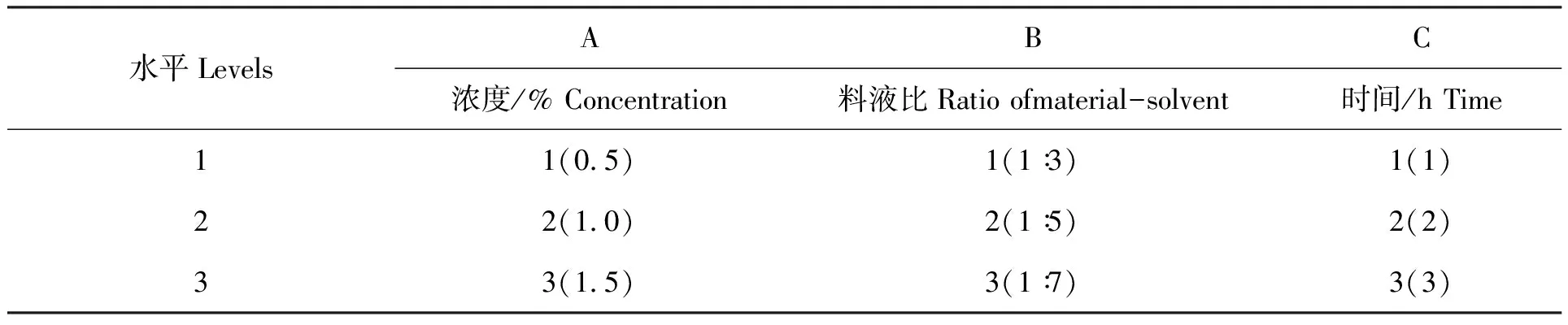
表1 磷虾油提取工艺正交试验因素与水平表
1.5 测定指标及分析方法
1.5.1 磷脂:按GB/T 5537—2008《粮油检验 磷脂含量的测定》[10]进行分析。
1.5.2 酸值:按GB/T 5530—2005《动植物油脂 酸值和酸度测定》[11]进行分析。
2 结果与分析
2.1 柠檬酸钠溶液浓度对磷虾油品质的影响
提取率直接关系到磷虾油提取工艺的生产成本,而磷脂含量、酸值和流动性是关系到虾油品质最重要的3项指标。磷脂是磷虾油中最主要的功效成分,磷脂含量越高,磷虾油的品质越好。虾油中游离脂肪酸的含量(酸值)是影响磷虾油稳定性的一个重要因素,酸值越高,说明磷虾油越不稳定。虾油的流动性直接关系虾油的感官评价,磷虾油的流动性越好,说明磷虾油的品质越好。
在料液比为1∶5、浸泡时间为2 h的条件下,不同的柠檬酸钠溶液浓度处理对磷虾油的提取率、磷脂含量、酸值和流动性的影响如表2所示。未经过柠檬酸钠溶液处理的磷虾原料的磷虾油提取率最高,为19.7%,但磷脂含量最低,仅为33.66%,酸值最高,为34.57 mgKOH/g;经过不同浓度的柠檬酸钠溶液处理后,虾油的磷脂含量可以至少提高8%,酸值至少降低20 mgKOH/g。随着柠檬酸钠溶液浓度的提高,磷虾油的提取率和磷脂含量呈现先上升后下降的趋势,酸值变化相差不大,在柠檬酸钠溶液浓度为1.0%时,提取率和磷脂含量都达最大值,分别为14.5%和49.67%,酸值为10.68 mgKOH/g,并且流动性很好。结果表明,对磷虾进行柠檬酸钠溶液浸泡处理能显著提高磷虾油的磷脂含量,并且显著降低磷虾油的酸值,其酸值基本都能控制在15 mgKOH/g以内,满足磷虾油的酸值标准≤20 mgKOH/g[12]。但是,随着浓度的进一步提高,磷脂含量和提取率反而呈现一定程度的降低,因此,柠檬酸钠溶液浓度选择1.0%为宜。
由结果可以看出,经过柠檬酸钠溶液处理后,磷虾油的提取率和酸值均有一定程度的下降,磷脂含量均较空白有所上升,主要是由于柠檬酸钠结构的性质,使其可以鳌合磷虾油中的蛋白质,从而去除磷虾油中的蛋白质、游离脂肪酸等杂质。磷脂含量呈现出先上升后下降的趋势,是由于鳌合过程是一个动态平衡的过程,随着柠檬酸钠浓度的增加,鳌合蛋白质达到一定的饱和程度后,会结合磷虾油中的磷脂等大分子物质,从而导致磷脂含量的降低。
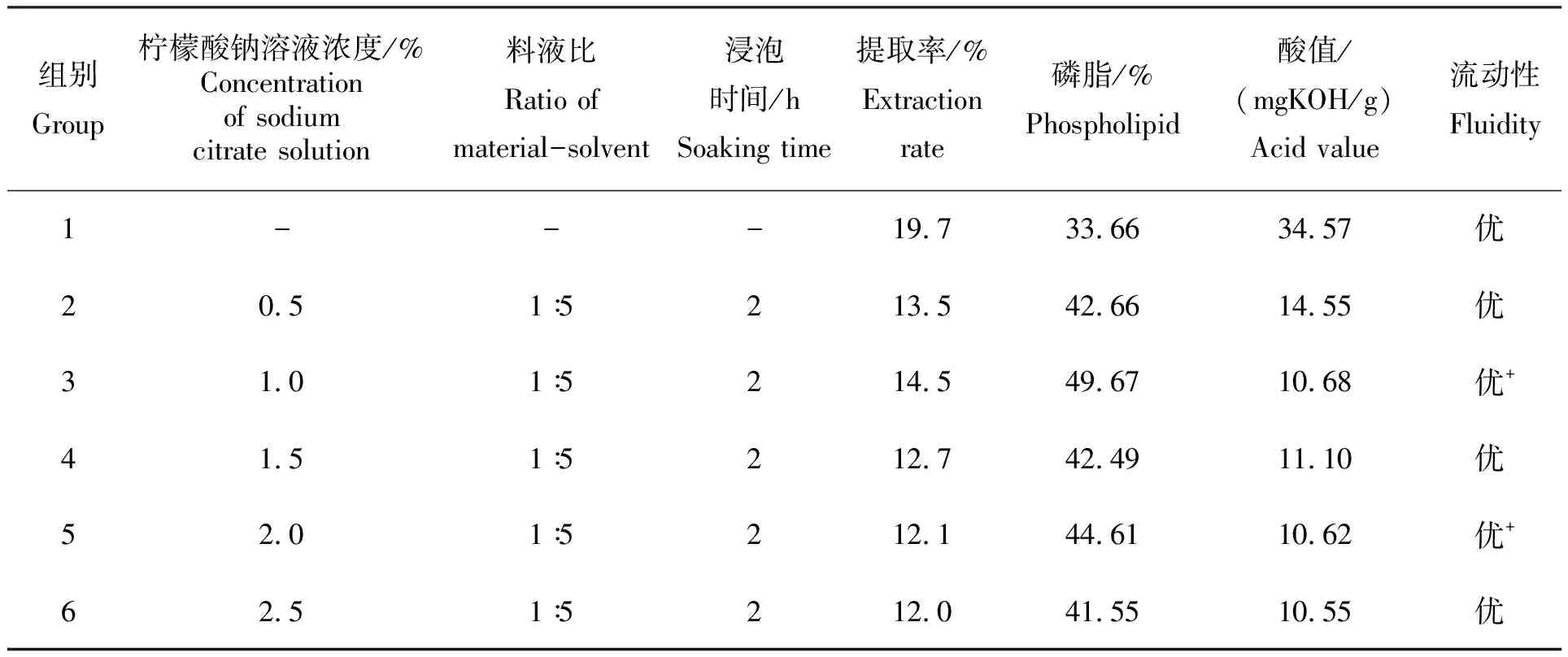
表2 柠檬酸钠溶液浓度对南极磷虾油提取率、磷脂、酸值和流动性的影响
2.2 料液比对磷虾油品质的影响
在柠檬酸钠溶液浓度为1.0%、浸泡时间为2 h的条件下,不同的料液比处理对磷虾油的提取率、磷脂含量、酸值和流动性的影响如表3所示。随着料液比的增大,提取率和磷脂含量均呈现先升高后下降的趋势,酸值变化相差不大,随着料液比的进一步升高,提取率降低并趋于平缓。当料液比为1∶1时,提取率和磷脂含量分别为12.6%和43.58%;当料液比达到1∶5时,提取率和磷脂含量为最高,分别可达到14.5%和49.67%,较其他料液比组的提取率可以提升0%~2%,而磷脂含量可提升0%~8%,磷虾油的流动性也很好,因此,料液比选择1∶5为宜。
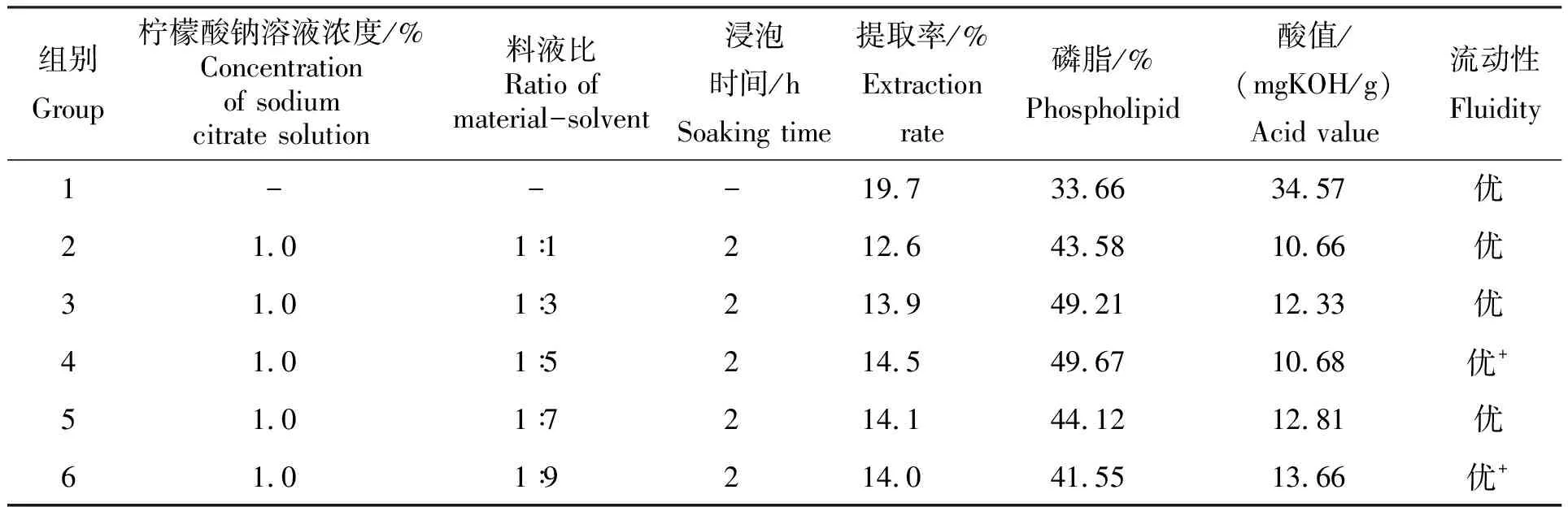
表3 料液比对南极磷虾油提取率、磷脂、酸值和流动性的影响
2.3 浸泡时间对磷虾油品质的影响
在柠檬酸钠溶液浓度为1.0%、料液比为1∶5的条件下,不同的柠檬酸钠溶液浸泡时间对磷虾油的提取率、磷脂含量、酸值和流动性的影响如表4所示。随着浸泡提取时间的延长,提取率呈现降低的趋势,磷脂含量呈现先升高后降低的趋势,酸值变化相差不大。当浸泡时间为0.5 h时,提取率较高,为15.6%,但磷脂含量较低,仅为40.07%。而后,随着浸泡时间的延长,磷脂含量呈现先升高后降低的趋势,提取率升高趋势趋于平缓;当浸泡时间为3.0 h时,磷虾油的磷脂含量达到最高峰值49.99%,提取率相对较高,为14.8%,流动性也很好,虽然提取率较浸泡0.5 h组降低1%,但磷脂含量远远高于浸泡0.5 h组样品,磷脂含量提升近10%,因此,根据提取率和磷虾油品质指标综合分析,选择柠檬酸钠溶液浸泡时间为3.0 h。
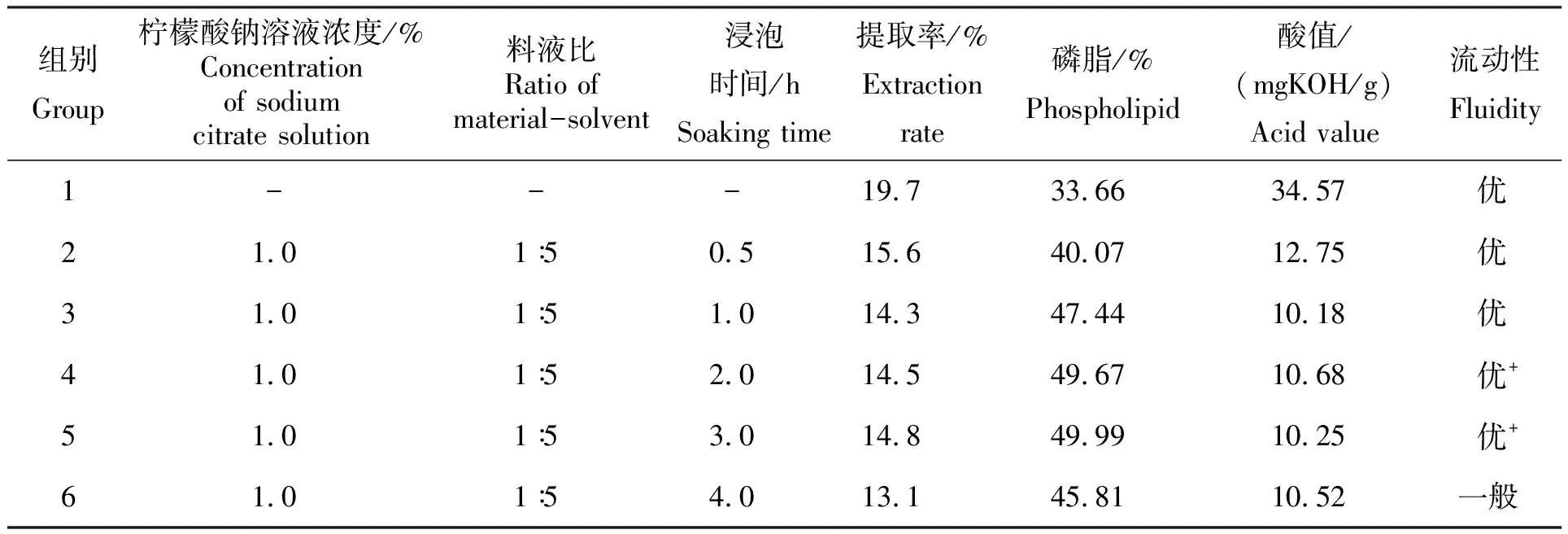
表4 浸泡时间对南极磷虾油提取率、磷脂、酸值和流动性的影响
2.4 磷虾油提取工艺正交实验结果
对磷虾油提取工艺进行正交实验,对柠檬酸钠溶液浓度、料液比和浸泡时间进行综合分析。实验结果如表5所示,第8组实验(柠檬酸钠溶液浓度为1.5%、料液比为1∶5、浸泡时间为1 h)得到的磷虾油磷脂含量最高,可以达到53.81%,提取率为13.1%,但是流动性一般,这是由于磷虾油的流动性与磷脂含量的高低有关,磷脂比较黏稠,当磷脂含量达到一定值时,磷脂含量越高,磷虾油的流动性越低。第5组实验(柠檬酸钠溶液浓度为1.0%、料液比为1∶5、浸泡时间为3 h)得到的磷虾油的磷脂含量为50.15%,仅次于第8组样品磷脂含量,提取率在实验组中最高,达到14.9%,酸值10.33 mgKOH/g也为最低,同时流动性很好,常温下可以保持流动,此条件下的磷虾油指标与前期单因素实验的磷虾油指标相差不大。虽然磷脂含量较第8组样品低,方差分析(表6)结果:柠檬酸钠溶液浓度、料液比、浸泡时间对提取率、磷脂、酸值的影响无显著性差异(P>0.05),但综合提取率和酸值、流动性等指标考虑,最终选择第5组为最佳工艺组合即柠檬酸钠溶液浓度1.0%、料液比1∶5、浸泡时间3 h。
由正交实验结果可知,当柠檬酸钠的浓度达到一定值时,增加柠檬酸钠溶液的浓度,磷脂含量反而会降低,这也与之前单因素实验的结果分析相一致,柠檬酸钠鳌合磷虾中的蛋白质是一个动态平衡的过程,并不是柠檬酸钠溶液的浓度越高越好,而是需要找到最适的提取平衡浓度、浸泡时间和料液比,当浓度达到饱和后,柠檬酸钠鳌合的蛋白质会重新被释放出来,使蛋白质与磷虾中的磷脂重新结合,从而使提取的磷虾油中的磷脂含量降低,蛋白质含量升高。
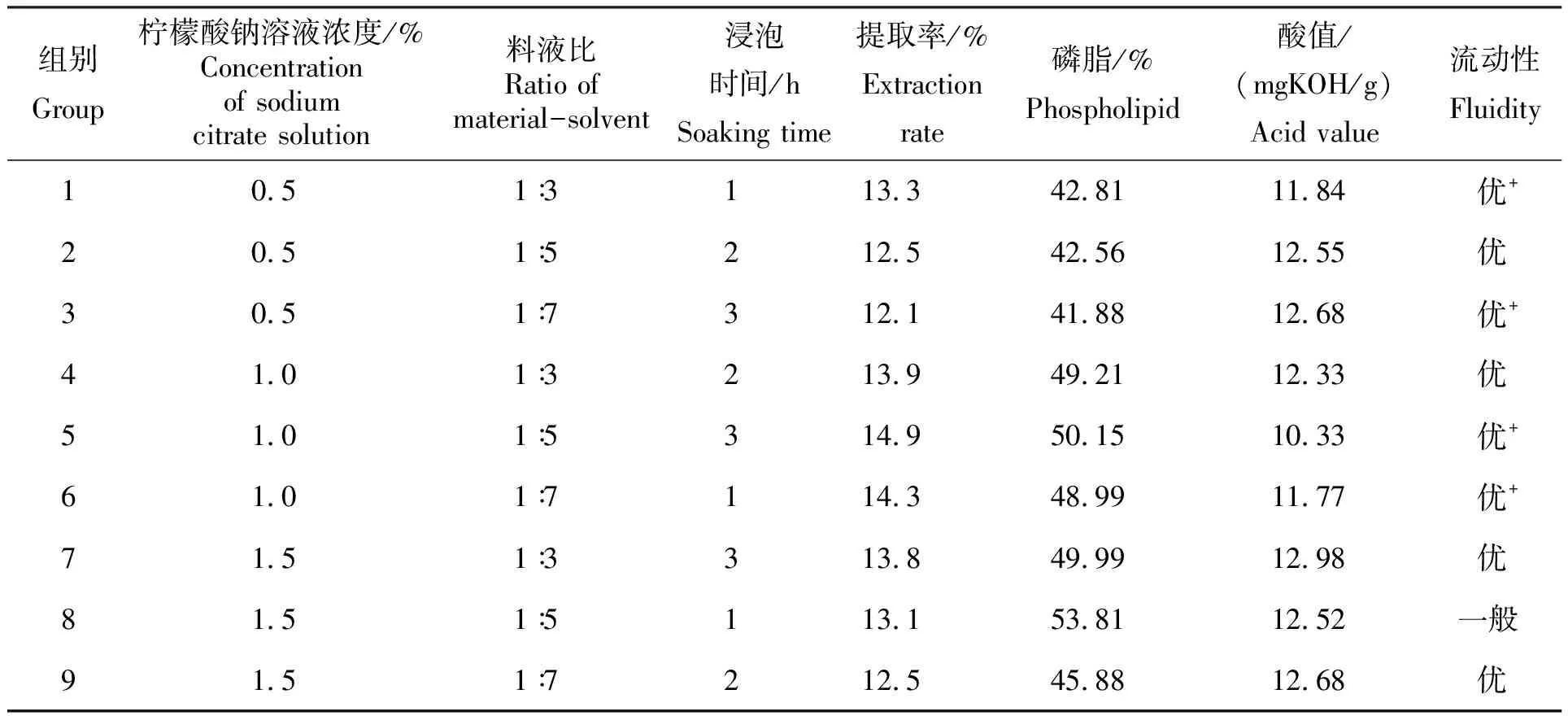
表5 柠檬酸钠溶液提取优化条件对南极磷虾油提取率、磷脂、酸值、流动性的影响
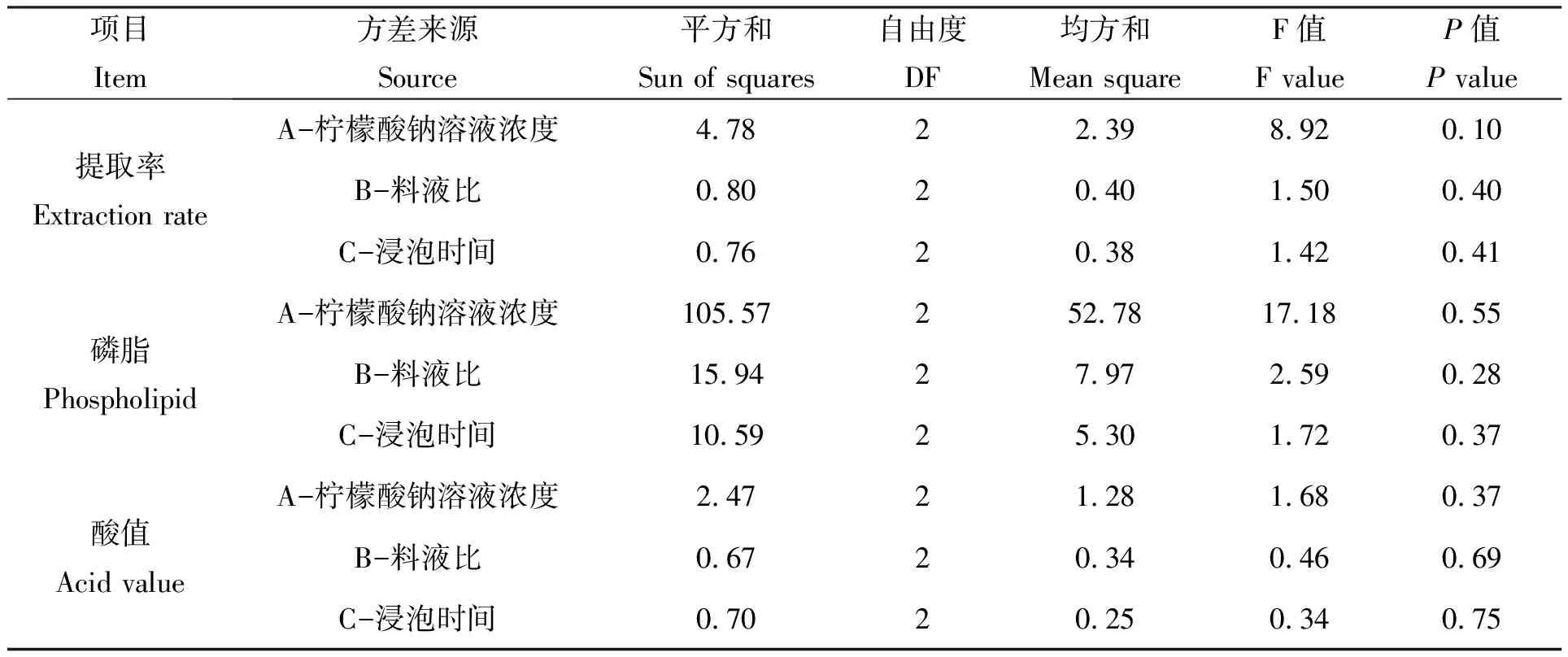
表6 方差分析表
3 结论
本研究以南极磷虾为原料,在探索了多种工艺方法来提高功效成分磷脂含量和降低游离脂肪酸的酸值的基础上,建立了具有提高磷脂含量和降低酸值效果的柠檬酸钠溶液提取工艺。碱性溶液会造成磷虾油的皂化而导致流动性变差,酸性溶液会造成酸值的升高(酸值在20 mgKOH/g以上),其他盐溶液处理后提取的磷虾油磷脂含量在30%~34%之间,均达不到40%;而柠檬酸钠溶液浸泡法,因柠檬酸钠结构的特殊性而具有螯合蛋白质的作用,从而能够除去磷虾油中的蛋白质等杂质,提高磷脂含量,又由于它可以中和磷虾油中的游离脂肪酸,降低磷虾油的酸值,从而提高磷虾油的稳定性。
以南极磷虾油的提取率、磷脂、酸值和流动性等衡量磷虾油生产成本和产品品质最重要的4个指标进行综合分析,通过不同组合的南极磷虾油提取工艺优化实验,确定了南极磷虾油提取工艺的最佳条件:柠檬酸钠溶液浓度1.0%、料液比1∶5、浸泡时间3 h。在此工艺条件下研制出的磷虾油的磷脂、酸值、EPA/DHA、虾青素等指标均符合国际先进技术标准(Aker虾油:磷脂含量≥40%,酸值≤20 mgKOH/g),提取的磷虾油磷脂含量为50.15%,酸值为10.33 mgKOH/g,提取率为14.9%,并且在常温下可以保持流动。
采用柠檬酸钠溶液浸泡法,不仅可以有效增强磷虾油的稳定性,改善磷虾油的流动性,同时也符合食品的安全性,而且此工艺操作简单、成本低廉、实用性强,有利于实现产业化生产,具有很高的实际应用价值,将提高南极磷虾资源的综合利用率。
