动力蓄电池钣金箱体表面处理工艺方案
2020-03-02何彦霏黄祖朋谢佶宏阳勇邵杰
何彦霏 黄祖朋 谢佶宏 阳勇 邵杰

摘 要:本文通过纯电动车的动力蓄电池系统总成的布置,引出了动力蓄电池系统总成的箱体防腐蚀要求,通过对现有动力蓄电池铁基钣金箱体项目的冲压、焊接工艺对应可能对防腐蚀的表面处理工艺的影响分析和试验验证,确定了动力蓄电池铁基钣金箱体的最佳表面处理工艺,保证动力蓄电池的全生命周期内的安全可靠性。
关键词:动力电池 箱体 表面处理 腐蚀 工艺
Surface Treatment Process Plan of the Sheet Metal Box of Power Battery
He Yanfei Huang Zupeng Xie Jihong Yang Yong Shao Jie
Abstract:Through the layout of the power battery system assembly of a pure electric vehicle, this article derives the anti-corrosion requirements of the power battery system assembly. Through the stamping and welding process of the existing power battery iron-based sheet metal box project, the article made the impact analysis and test verification of the anti-corrosion surface treatment process, and determined the best surface treatment process for the iron-based sheet metal box of the power battery to ensure the safety and reliability of the power battery during the whole life cycle.
Key words:power battery, cabinet, surface treatment, corrosion, process
1 前言
在動力蓄电池系统总成的生命周期内,如果它的箱体强度不足,可能发生动力蓄电池系统总成掉落,导致动力中断甚至可能发生着火、爆炸的安全事故;再者,如果动力蓄电池系统总成的密封不足,电池进水可能会导致短路进而可能出现着火、爆炸。因此,箱体的强度要求和密封性要求十分必要[1]。影响这两项性能的重要因素的有选材,强度设计,密封设计和对应的防腐蚀设计[1]。本文针对在选材、强度设计、密封设计已确定方案的前提下,如何选择合适的防腐蚀工艺方案以提升动力蓄电池的这两项性能。
2 动力蓄电池系统钣金箱体表面处理工艺方案
汽车底盘零部件除了车身附件随车身一起进行阴极电泳外,大部分零部件采用黑色阴极电泳、阳极电泳或自泳工艺。不同的工艺方案及不同材料都使得其防腐蚀性能差异较大,在设计时可以依据不同的使用环境以及零件的要求,确定所选的零件的表面处理工艺方案。不同的零件由于其特性不同,对表面处理后的防腐蚀性能的要求不一样。如果选择不合适的表面处理工艺,导致的表面处理效果会出现非预期的结果,使得其防腐蚀效果未能达到预期的要求。
以某动力蓄电池箱体的方案作为案例:板材选择酸洗高强钢的箱体板材,最初工艺选择了带有酸洗工序的前处理工艺+阴极电泳工艺作为动力蓄电池的箱体的表面处理工艺。选择该带有酸洗预处理的前处理工艺主要是为了去除由于存储不当产生的锈,更主要的是去除焊接过程中由于二氧化碳保护焊伴生的氧化膜。
在脱脂前采用酸洗预处理,发现通过酸洗预处理后板材大面积返黄锈,磷化无法去除这些疏松的氧化膜,导致无法在表面形成一个可以增强防腐蚀能力的致密的磷化膜,这使得本应具备1000小时盐雾腐蚀不生锈的电泳漆膜只能保证240小时无锈(如图1),达不到预期的防腐蚀性能。
3 问题分析
本案例的表面处理质量差,是导致箱体防腐蚀能力低的主要原因。针对该工艺方案,进行了分析:
3.1 材料选择
选用了酸洗高强钢的箱体板材以及国产某款阴极电泳漆材料,匹配良好的前处理工艺,该涂层性能可耐1000hr盐雾无锈蚀。实际涂层的问题是只能保证240小时盐雾无锈。说明涂料的选择没有问题。
3.2 表面处理工艺设计
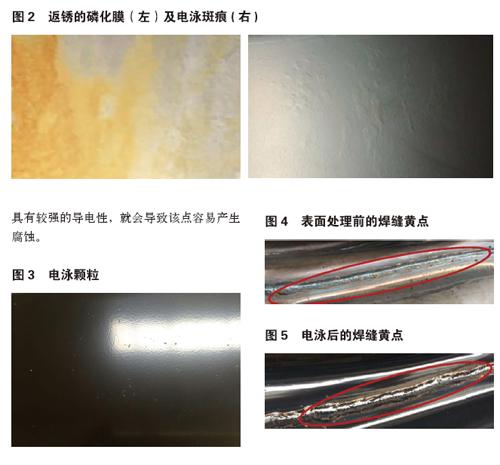
原有的表面处理工艺采用了“酸洗—脱脂—水洗—表调—磷化—工业水洗—电泳—(超滤清洗)—纯水洗”的前处理电泳工艺,虽然经过酸洗预处理后,二氧化碳保护焊焊缝的氧化膜被破坏,使得焊缝处电泳后没有泛黄的氧化膜点,但是经过脱脂前的酸洗后冷轧板表面有一层黄锈(如图2左),经过磷化后,仍然可见锈痕,不能形成完整的磷化膜,在电泳出来后可见有明显的电泳斑痕(如图2右)。
3.3 工艺设备选择
如果生产线的工艺设备设计不能足以保证前处理、电泳质量搅拌状态在较佳的状态,会导致产出电泳漆膜颗粒(如图3),显微镜下显示有颗粒的点其漆膜缺损。如果颗粒具有较强的导电性,就会导致该点容易产生腐蚀。
4 方案的改进及验证
如果采用无酸洗的表面处理方案,除了改善表面处理前的冷轧板的存储环境之外,还需要确认二氧化碳气体保护焊焊缝上黄色物质的具体成分,确认其是否对整体的防腐蚀方案的影响很大。
保护气体中有二氧化碳,高温分解为一氧化碳和氧原子,这样会使焊缝合金元素烧损。为了避免元素烧损,需要有效的脱氧。焊丝主要成份是硅锰酸盐物质H08Mn2SiA,表面镀铜,实心焊丝中含有一定量的Si、Mn等脱氧元素。在CO2气体保护焊接时,焊丝中的Mn、Si与O2发生反应的结晶物高温熔化浮在焊缝表面,形成以二氧化硅为主养成份的氧化物(如图4),带有黄点的现象。通过试验发现,如果不额外增加更强的酸洗,无论如何调整脱脂、磷化参数,焊缝处结晶物都不会被脱脂的碱以及磷化的酸所溶解。电泳生产工艺上不可去除焊缝处结晶物,而且由于这黄色晶体具有很高的阻抗,电泳不上,导致产生焊缝处黄点现象(如图5)。如果氧化膜的阻抗很高,意味着其应该也具备有良好的耐腐蚀性。
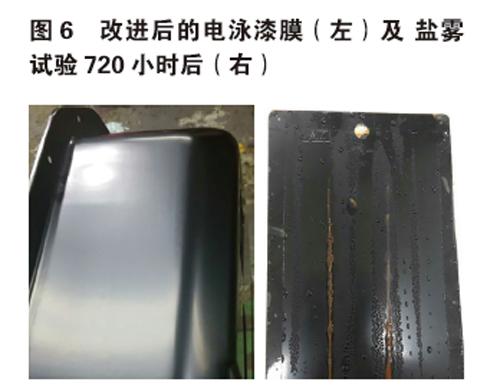
通过分析焊缝处黄点现象,确定对原前处理工艺方案进行改进为“脱脂(高温+电解+超声波)—水洗1—水洗2—表调—磷化—喷淋水洗—浸渍水洗—纯水洗1—纯水洗2—电泳—(超滤清洗)—纯水洗1—纯水洗2”的表面前处理工艺,并对工艺设备系统做了调整,增强搅拌过滤系统。通过工艺、设备的调整后,磷化膜和电泳漆膜得到了较大的质量改进。
1)改进后的电泳漆膜如图6左;
2)挂板按照GB/T10125进行盐雾试验720小时,单边扩蚀控制在2mm以内(如图6右);
2)采用新工艺后,二氧化碳保护焊焊缝也出现了黄点。但按照盐雾试验结果可知,焊缝处表面的结晶物具备一定的耐腐蚀性,腐蚀黄色结晶物的腐蚀轻微,没有扩宽迹象,焊缝处的黄点耐蚀性影响不大,如图7。
5 结论
工艺改进后,防腐蚀性能具有很大的改进,这说明表面处理工艺的方案选择对表面处理后的钣金涂层的防腐蚀性具有很大的影响。最终选定改进后的方案并作为新的动力蓄电池钣金箱体表面处理工艺方案。
基金项目:广西科技计划资助项目(桂科AC16380043);柳州市科学研究与技术开发计划资助项目(2016B030101)
参考文献:
[1]GB/T 4208-2008外壳防护等级(IP代码).
[2]王芳、夏军等 电动汽车动力蓄电池系统安全分析与设计 科学出版社 2016年9月-6日.
[3]GB/T 31467.3-2015 电动汽车用锂离子动力蓄电池包和系统 第3部分 安全性要求与测试方法.
[4]宋东方、何莉、万涛 汽车涂装技术 化学工业出版社出版.
