大豆复水协同隔氧磨浆对脱除豆腥味及提高豆浆综合品质的影响
2020-03-02郭晓菲郭琪琪何志刚梁璋成林晓姿
郭晓菲,郭琪琪,何志刚,梁璋成,林晓姿 *
(1. 福建农林大学食品科学学院,福建 福州 350002;2. 福建省农业科学院农业工程技术研究所,福建 福州 350003;3. 福建省农产品(食品)加工重点实验室,福建 福州 350003)
0 引言
【研究意义】豆浆作为我国的传统饮品,自古以来备受广大群众喜爱,其消化率高达97%以上,营养丰富,具有减少骨质疏松、延缓女性更年期等作用[1]。但豆浆制备过程中易因脂肪氧化酶的酶促反应,不饱和脂肪酸被氧化而产生豆腥味,影响豆浆风味[2],因此脱除豆腥味是提升豆浆加工品质的关键技术难题。【前人研究进展】脂肪氧化酶LOX是一种含非血红素铁的蛋白,酶蛋白由单肽链组成,是一种单一的多肽链蛋白质,其在成熟的大豆种子中含量很高,约占种子蛋白质含量的1%~2%[3]。脂肪氧化酶活力、底物浓度及氧的参与是脂肪酶促氧化决定性条件,其中底物浓度与大豆原料有关,脂肪酶活力主要受到酶的浓度、复水浸泡介质温度、pH值的影响,控制氧的参与可采用隔氧磨浆工艺。因此豆浆生产过程中,大豆浸泡介质pH值、温度、磨浆温度等是目前用于钝化大豆脂肪氧化酶的主要工序[4]。高温浸泡及高温磨浆是钝化脂肪氧化酶的主要因子,但过高的温度会致使大豆蛋白变性,而影响大豆蛋白的提取得率[5−6]。本课题组前期研究明确了影响脂肪氧化酶活性的主要因素为浸泡温度、浸泡液pH以及浸泡时间,蛋白质提取得率达90.76%,脂肪氧化酶活力被极显著抑制[7]。【本研究切入点】目前国内关于豆浆脱腥的研究主要集中在控制浸泡液的工艺参数以及磨浆温度等方面,国外研究表明,隔氧能抑制脂肪氧化酶的脂质氧化反应[8]。在磨浆过程将大豆与氧气隔绝的隔氧磨浆技术能否显著抑制脂肪氧化酶活性,从而减少豆腥味的产生?需要进一步探明,国内外鲜见豆浆隔氧磨浆的相关研究,该技术领域具有较大的发展空间。【拟解决的关键问题】本研究以豆浆隔氧磨浆为切入点,辅以本课题组前期所做研究获得的优化工艺参数,研究确定协同控制浸泡磨浆水的温度、pH值及隔氧磨浆工艺参数,以显著抑制脂肪氧化酶活性,保持豆浆的风味等品质,为高品质大豆饮品的研究和利用提供参考。
1 材料与方法
1.1 材料与试剂
东北大豆,由三明市扬晨食品有限公司提供。其他试剂为:亚油酸、吐温20、高效凯氏定氮催化剂片、碳酸氢钠、硫酸铜、浓硫酸、硼酸、甲基红指示剂、溴甲酚绿指示剂、亚甲基蓝指示剂、氢氧化钠、95%乙醇,国产分析纯。
1.2 仪器与设备
Himac CR22N高速冷冻离心机(日本日立有限公司),PHS-3C数字式酸度计(上海埃依琪实业有限公司),K9840海能自动凯氏定氮仪(山东海能科学仪器有限公司),K9840石墨消解仪(山东海能科学仪器有限公司),UV1750分光光度计(日本岛津公司),磨浆仪(改装的PY-7910-01汉佳欧斯),NS810色度仪(深圳三恩驰有限公司)。
1.3 试验方法
1.3.1 不同浸泡复水结合隔氧磨浆工艺对脂肪氧化酶活力的影响 大豆原料经热风干燥、机磨脱皮后备用[9]。设置3种浸泡复水结合隔氧磨浆工艺:处理1:清水(pH值6.7)、温度80 ℃;处理2:清水(pH值6.7)、室温(25 ℃);处理3:碳酸氢钠溶液(pH值9.0)、温度80 ℃。各处理浸泡60 min后,把大豆滤出,另加与浸泡水重量相同且pH值9.0的室温水隔氧磨浆。以室温(25 ℃)、清水(pH值6.7)浸泡的非隔氧磨浆为对照(CK),测定各处理的脂肪氧化酶活力,重复3次,取平均值分析。
隔氧磨浆采用改装后的磨浆仪进行充二氧化碳隔氧磨浆。用 m(料)∶ m(液)=1∶10浸泡复水后的脱皮大豆,置于隔氧磨浆仪中,先加50%的净水,并在浸泡液中通入二氧化碳,在隔氧状态下打浆90 s,绢布过滤;滤渣与剩余50%净水混合,再次隔氧磨浆90 s,绢布过滤,合并前后两次滤液待用。
1.3.2 隔氧磨浆不同温度处理对脂肪氧化酶活力的影响 取一定质量的脱皮大豆,按上述选优浸泡参数处理后,分别在料液温度为40、50、60、70、80 ℃条件下隔氧磨浆,测定浆液脂肪氧化酶活力,重复3次,取平均值分析。
1.3.3 优选浸泡参数协同隔氧磨浆与非隔氧磨浆对豆浆品质的影响 取一定质量的脱皮大豆,按选优浸泡参数进行处理后,按上述优选磨浆温度分别进行非隔氧磨浆(处理A)和隔氧磨浆处理(处理B),以室温清水浸泡且非隔氧磨浆为对照(CK),比较分析浆液脂肪氧化酶活力、蛋白质提取得率、LAB色度及总黄酮含量的差异,并进行感观评价。
1.4 测定方法
1.4.1 脂肪氧化酶活力测定 根据石胜尧[10]等的方法稍加修改。将豆浆滤液于−4 ℃、9 000 r·min−1离心20 min,重复两次取中间层滤液,稀释适当倍数测定。各取250 μL亚油酸和吐温20混合均匀,用pH 9的 0.2 mol·L−1硼酸盐缓冲液将其定容至200 mL作为反应底物,于−18 ºC保藏。取2.0 mL底物和0.9 mL上述硼酸缓冲液,加入0.1 mL的稀释适当倍数的豆浆上清液混匀,在234 nm处测定吸光度随时间变化的曲线。将每分钟增加0.01个吸光值定义为一个酶活单位。
脂肪氧化酶酶活性(U·mL−1)=A×60×k×3 /(0.01×0.1)
式中:60为反应时间为60 s;0.01为一个常数,即每分钟增加0.01吸光度所需的活性作为大豆脂肪氧化酶的一个活性单位;0.1为3 mL反应体系中粗酶液的添加量;k为OD值随时间变化的直线斜率;A为粗酶液稀释倍数;3为反应体系的体积。
1.4.2 蛋白质提取得率测定 大豆及豆浆中的蛋白质含量按GB 5009.5—2016《食品中蛋白质的测定》[11]中规定的凯氏定氮法进行测定,蛋白质的换算系数为6.25。
蛋白质提取得率(%)=豆浆蛋白质含量×豆浆体积/(大豆蛋白质含量×浸泡大豆质量)[12]
1.4.3 Lab色度测定 Lab色度仪(NS810)参数:光源设置:65D;观察者角度:10°;颜色空间:CIE LAB;其中采用CIE L*a*b*时,L* 表示明度值;a*表示红/绿及b*表示黄/蓝值;以水为空白对照,△L、△a、△b分别为各处理组测得的L*、a*、b*色度值与对照组之差;利用Lab色度仪测定样液。
1.4.4 总黄酮含量测定 根据李有宝[13]等的方法稍加修改。制备芦丁标准溶液的标准曲线,于510 nm处比色测定,以60%乙醇为试剂空白。
样品脱脂处理:取离心后豆浆15 mL于离心管中,分别向离心管中添加预先配制好的15 mL 酸性丙酮溶液(v丙酮∶v蒸馏水∶v乙酸= 70∶29.5∶0.5)。常温300 r·min−1的条件下恒温振荡培养3 h,在黑暗条件下静置12 h,10 000 r·min−1离心10 min,按照标曲制备方法在510 nm处测定溶液吸光度A。
式中:ρ为样品中总黄酮(以芦丁计)含量(mg·L−1);ρi为测定样品中总黄酮(以芦丁计)含量(mg·mL−1);4.6为样品稀释倍数。
1.4.5 感观评价方法 请10位经培训、具有一定专业知识的品鉴者进行品尝,分别对豆浆的豆腥味、色泽、滋味(入口愉悦感及回甘感)及综合评价按上(非常喜欢和喜欢)、中(较喜欢)、下(一般)进行单因子评价。以豆腥味、色泽、滋味、综合评价的权重为0.30、0.10、0.20、0.40进行模糊综合评判和归一化分析。
1.5 数据处理
试验数据分析采用DPS6.01软件,每个指标测定3次平行数据进行相应的显著性分析。

表 1 大豆复水工艺和隔氧磨浆对脂肪氧化酶活力的影响Table 1 Effect of soybean rehydration conditions on lipoxygenase activity in soymilk prepared by optimized process
2 结果与分析
2.1 大豆不同复水条件结合隔氧磨浆对脂肪氧化酶活力的影响
表1显示,处理3的脂肪氧化酶活力仅为100 U·mL−1,仅为CK组的0.33%。浸泡复水温度为80 ℃时,脂肪氧化酶受到抑制效果极显著高于室温浸泡隔氧磨浆,同时提高浸泡液的pH(处理3),对脂肪氧化酶的抑制效果更好,脂肪氧化酶活力仅为100 U·mL−1,与各处理间差异均达极显著水平。试验结果还表明,大豆的复水条件对大豆磨浆脂肪氧化酶活力的影响差异显著,温度为其影响最为关键因子,提高pH值对抑制脂肪氧化酶活力有增效作用。因此,热碱浸泡复水协同隔氧磨浆对抑制脂肪氧化酶活力效果最佳。
2.2 隔氧磨浆温度对脂肪氧化酶活力抑制效果
在成熟大豆种子中,含有脂肪氧化酶同工酶LOX1、LOX2和LOX3。其中,LOX1的含量最高、热稳定性较好;LOX3含量仅次于LOX1,加热最易钝化;LOX2加热易钝化,含量最少,但酶活性最高,在豆浆挥发性风味物质的形成中起主要作用[14−17],故在本试验的大豆豆浆热处理条件下,可能含有少量耐受80 ℃高温的脂肪氧化酶同工酶,其在热浸泡复水处理过程未能被钝化,再采用低于80 ℃温度磨浆仍能保持活力。因此根据2.1试验结果取最优参数,在pH值9.0、浸泡时间60 min条件下,不同料液温度隔氧磨浆对豆浆脂肪氧化酶活力的影响不显著(表2)。结果表明,大豆在经热碱浸泡后进行隔氧磨浆,磨浆工序的温度并非抑制脂肪氧化酶活力的关键因子,对其参数无需控制。
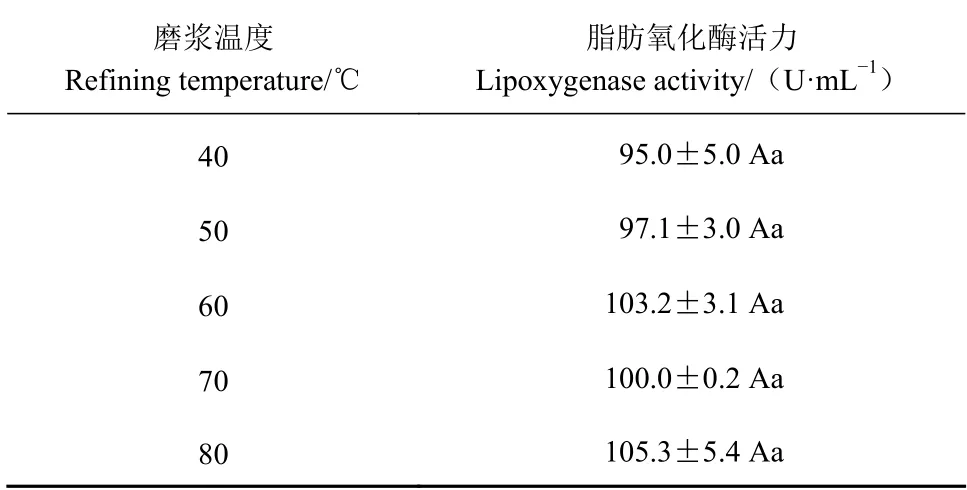
表 2 隔氧磨浆温度对脂肪氧化酶活力的影响Table 2 Effect of grinding temperature on lipoxygenase activity in soymilk
2.3 碱液热浸泡协同隔氧磨浆对豆浆脱腥效果及综合品质的影响
脂肪氧化酶对豆浆的品质具有很大的影响,能催化不饱和脂肪酸氧化产生过氧化氢产物被分解为醛类、酮类、醇类等芳香类物质,如n-己醛和n-戊醛,为豆腥味的主要成分,但其催化过程需要在有氧条件下进行,隔氧磨浆在磨浆前通入二氧化碳使大豆与氧气隔绝,阻止其氧化反应的进行,从而有效降低豆浆的氧化程度,减少其不良风味的产生[18−20]。表3表明,经水温80 ℃、pH值9.0、隔氧时间60 min、料液比m∶m=1∶10浸泡后,进行隔氧磨浆(处理B)制得的豆浆,与非隔氧磨浆(处理A)比较,脂肪氧化酶活力极显著降低,为100 U·mL−1,仅为CK组的0.33%。豆浆的总抗氧化能力与其总黄酮含量呈显著正相关[21],总黄酮类化合物作为活性物质,高温易导致其失活,但在一定温度内总黄酮提取率随温度的上升而升高[22],因此经两个处理组的总黄酮含量均极显著高于对照组,其中处理B所得的豆浆总黄酮含量提升了24.77%,达584.8 mg·kg−1;各处理的蛋白质提取得率无显著差异。
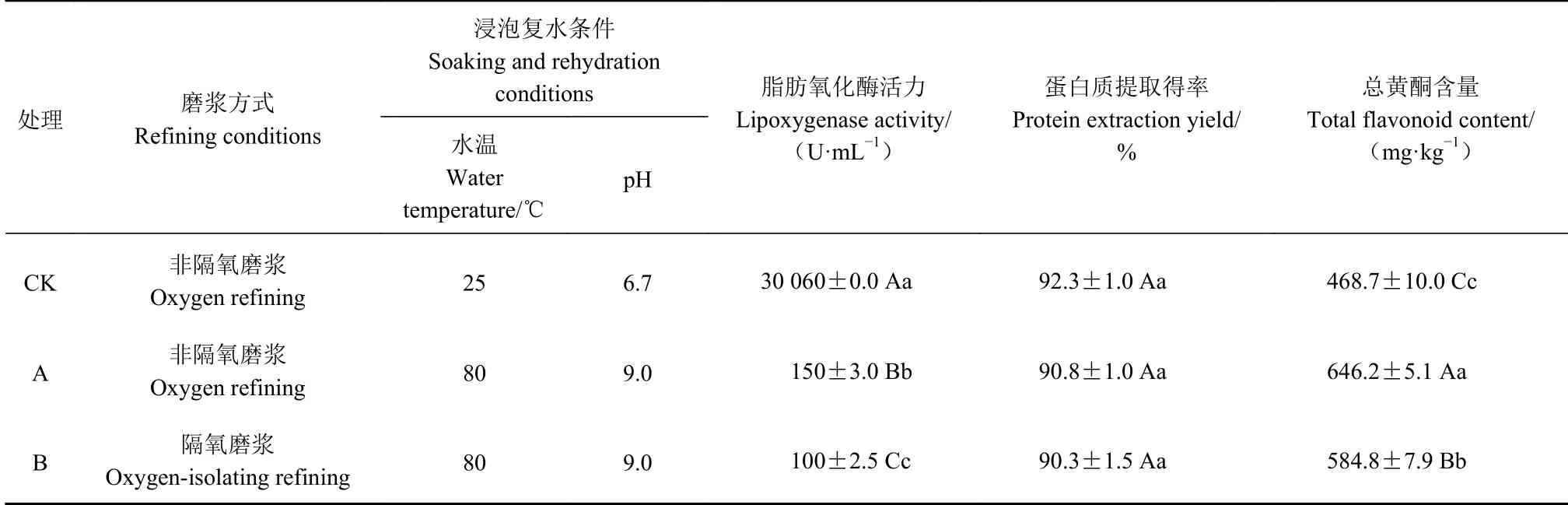
表 3 隔氧与非隔氧磨浆对脂肪氧化酶活力与品质的影响Table 3 Effects of vacuum-grinding on lipoxygenase activity and quality of soymilk
在与表3相同浸泡条件下的Lab色度测定中,经隔氧磨浆制得的豆浆,比照非隔氧磨浆,浆液的亮度即L*值显著提高,红绿色调即a*值显著降低,而黄蓝色调b*差异不显著,且△L值较大表明浆液偏白,见表4。
对豆浆感官评价结果进行综合评判(表5、6),热碱浸泡协同隔氧磨浆及非隔氧磨浆(处理A、B)制得的豆浆脱除豆腥味效果好,品质均为上等,而经室温复水非隔氧磨浆(CK)处理所得的豆浆品质处于下等。再进行归一化后综合排序,根据豆浆品质对3个处理进行排序,其优劣顺序为处理B>处理A>CK,故经浸泡液pH 9、水浴温度80 ℃、时间60 min的热浸泡复水处理协同隔氧磨浆制得的豆浆去除豆腥味效果最好,综合品质最佳。

表 4 隔氧磨浆对豆浆Lab色度指标的测定Table 4 Determination of Lab Color Index of Soy Milk with Oxygen-isolated Refining

表 5 豆浆隔氧与非隔氧磨浆感官评价结果Table 5 Sensory evaluation on soymilk

表 6 豆浆隔氧与非隔氧磨浆感官评价模糊变换结果Table 6 Fuzzy transformation on sensory evaluation of soymilk
3 讨论与结论
由于大豆可能含有少量耐高温的脂肪氧化酶同工酶,其在热浸泡复水处理过程未被钝化,再采用低于80 ℃的净水进行磨浆仍能保持活力,故不同磨浆温度对脂肪氧化酶活力的影响差异不显著,而采用隔氧磨浆不仅能显著抑制其酶活,阻止不饱和脂肪酸氧化产生的过氧化氢产物被分解为n-己醛和n-戊醛等芳香物质,减少腥味物质的产生,降低豆腥味,而且还能有效减缓其美拉德反应速率,对比非隔氧磨浆,豆浆的风味、色泽更佳,因此隔氧磨浆能够有效提高豆浆的综合品质。试验结果表明,大豆采用热碱复水协同隔氧磨浆工艺,大豆的复水浸泡温度为影响脂肪氧化酶活力的主要因子,碱性浸泡液对抑制脂肪氧化酶活性有增效作用,浸泡液温度80 ℃、pH值9、浸泡时间60 min为最佳处理参数,能显著抑制大部分脂肪氧化酶的活力,协同隔氧磨浆能使脂肪氧化酶活力降低至CK组的0.33%(100 U·mL−1),去腥效果更佳。与非隔氧磨浆工艺比,豆浆的总黄酮含量显著提升了24.77%,蛋白质提取得率差异不显著,浆液亮度显著提高,综合评判以隔氧磨浆制备的豆浆去腥效果更好,综合品质更优。
