不规则零件上的孔加工
2020-02-25贵州凯星液力传动机械有限公司贵州遵义563003陈俊锋
■ 贵州凯星液力传动机械有限公司 (贵州遵义 563003) 陈俊锋 穆 君 刘 芳
在生产过程中,经常会遇到一些不规则零件的加工,尤其是待加工处的尺寸无法用常规量具直接测量时,给零件加工过程的、定位、加工和测量带来一系列难题。
1. 零件结构及工艺性分析
图1所示的某不规则零件转向节,所用材料为ZG40Mn2,要求热处理调质至30~36HRC,其两处φ14+0.1+0mm孔的位置尺寸,由于受空间限制无法直接与基准尺寸φ186+0.04+0mm孔的中心定位和测量,给零件的定位装夹、加工测量都带来不便。
零件中间有一个直径为186+0.04+0mm的内孔,有一个与内孔垂直的平面,平面上有1 6个φ18.5mm呈圆周均布的螺栓孔,两个待加工φ14+0.1+0mm孔的中心线与直径为186+0.04+0mm的内孔平行,且和φ186+0.04+0mm内孔一样与P端面垂直;零件上有两处2-φ34+0.05+0mm的半圆弧面与直径为186+0.04+0mm的内孔平行,且与2-φ14+0.1+0mm的中心连线相互平行;另有φ(12±0.025)mm的销孔与2-φ34+0.05+0mm的半圆弧面垂直、与2-φ14+0.1+0mm的中心连线相互平行。因此,要加工两个φ14+0.1+0mm孔,必须解决好以下两个方面的问题。
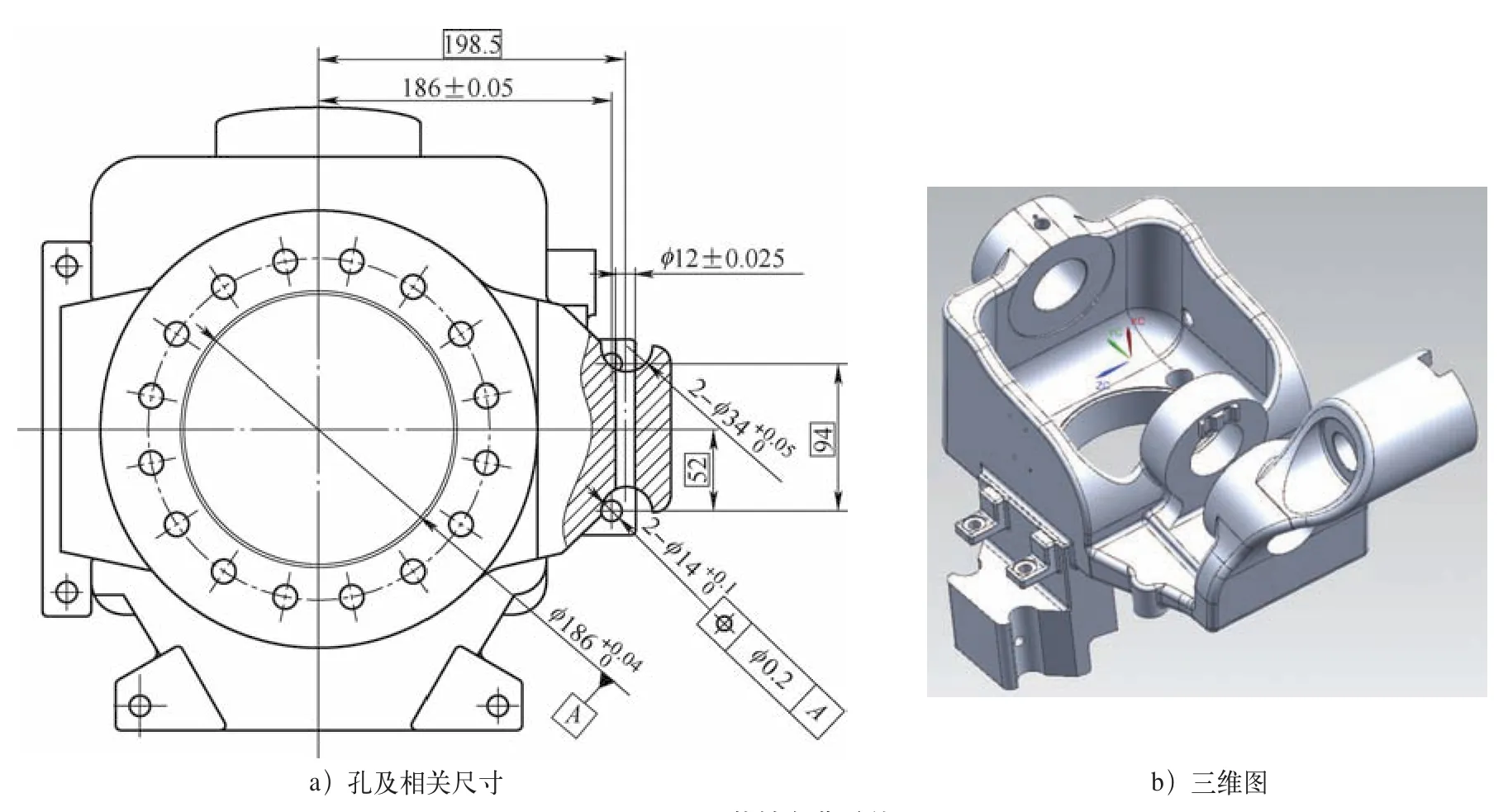
图1 某转向节零件
1)零件的装夹与定位、孔加工定位工装设计。结合零件设计要求,零件的装夹可以通过φ1 8 6+0.04+0m m内孔、1 6个φ18.5mm均布的螺栓孔中的一个孔和孔的端面来实现“两孔一面”的装夹定位,并通过压板夹紧固定,确保待加工孔的中心与机床主轴保持平行。
2)利用两个待加工φ14+0.1+0m m孔的中心线和两处2-φ34+0.05+0mm半圆弧面都与直径为186+0.04+0mm的内孔平行,且与2-φ14+0.1+0mm的中心连线相互平行的位置关系来设计两个φ14+0.1+0mm孔加工的钻模板,通过已加工好的两处2-φ34+0.05+0mm半圆弧面定位,并通过φ(12±0.025)mm孔穿螺栓夹紧工装。通过设计钻模板,使加工后的两个φ14+0.1+0mm孔靠工装来满足尺寸(186±0.05)mm的设计要求。
2. 机床的选择
根据对零件结构和加工工艺性的分析认为,可以选择的加工设备有摇臂钻床和中型立式铣床。为使加工过程方便、灵活,选用Z35摇臂钻床来完成该工件两个φ14+0.1+0mm孔的加工。
3. 工装的设计与制造
由于工件属于不规则零件,装夹方法不当将会造成待加工孔与基准孔的端面不能相互垂直。同时,由于加工后两个φ14+0.1+0mm孔的中心与基准孔的中心距(186±0.05)mm无法通过常规测量方法直接测量,必须靠工装来保证,因此,钻模必须具有准确的定位功能,否则孔加工后的(186±0.05)mm尺寸就无法保证。
为制造加工方便,装夹工装采用分体设计(分为定位板、立柱和底板)、焊接组合的方式进行制造,钻具采用分体设计(分为钻模板、左支撑、右支撑、螺栓和销)、销定位及螺栓联接组合的方式进行制造。由于该转向节为结构完全一样的左右对称的两种结构形式,因此所设计的工装(钻模)为多用途工装,能满足两种转向节零件的加工。工装所用材料除螺栓、销选用标准件外,其余均用机械制造厂常用的45钢,并进行调质处理至28~32HRC。最后设计出如图2、图3所示的装夹工装和钻具。为保证工装的长期使用和维护方便,对工装进行了表面发蓝处理。
除螺栓、销选用标准件外,其余自制件均严格按照图样加工后,根据图2、图3将各零件进行装焊或通过螺栓联接装配在一起,待用。
4. 工装的使用
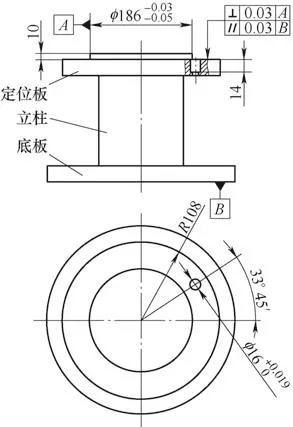
图2 装夹工装
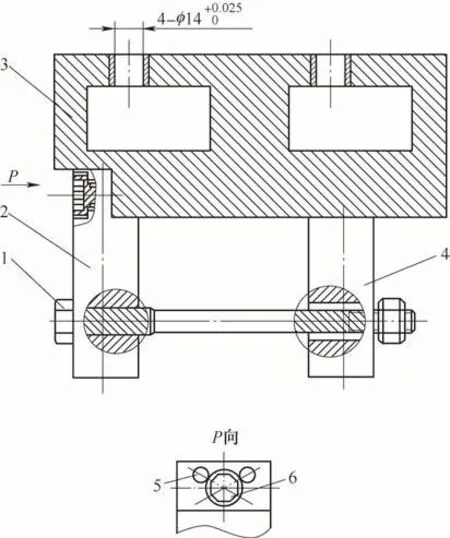
图3 钻具
(1)装夹工装和钻具的工作原理 装夹工装的工作原理是:利用工装上下端面的平行度要求和定位凸台的垂直度要求,保证零件装夹在工装上后,工件待加工孔与机床主轴平行以及与机床工作台的垂直度要求。钻具的工作原理是:通过钻具在两处φ34+0.05+0mm半圆弧面的定位,以及钻具自身两个φ14+0.1+0mm钻模孔与两处φ34+0.05+0mm半圆弧面严格的尺寸链,保证待加工的两个φ14+0.1+0mm孔与工件设计图样中φ186+0.04+0mm内孔回转中心距离(186±0.05)mm的尺寸要求。
(2)装夹工装的使用方法先将装夹工装、Z35摇臂钻床工作台上的杂物清除干净,再将装有定位销的装夹工装放置在摇臂钻床工作台上并进行预压紧,最后将清除杂物后的待加工工件大平面朝下放置在装夹工装上,并根据操作者的操作习惯转动角度值操作方便的装夹位置,固定装夹工装并用压板夹紧工件。
(3)钻具使用方法 先将右支撑拆下,并取下夹紧螺栓,将待加工位置的两处搭子传进钻具的两个方孔内,再从左边将左支撑调整至左边的φ34+0.05+0mm半圆弧中紧贴圆弧面,最后从右边将右支撑装在右边的φ34+0.05+0mm半圆弧中紧贴圆弧面,并通过螺栓将右支撑夹紧,就可以进行两个φ14+0.1+0mm孔的加工了。工装的装夹使用状态如图4所示。
5. 零件试加工
装夹工装、钻模加工完成后,按照图4所示的方式装夹并进行零件试加工,为保证两个φ14+0.1+0mm孔的加工质量,先粗加工两孔,再铰加工至设计要求。试加工后通过坐标镗床进行检测,检测结果见表1。
在5件试件加工成功后,进行了一批零件(30件)的加工,以同样的检测方法进行检验,结果为全部合格。
试加工结束后,又进行了两批次(共50件)零件的加工,经检验完全能满足设计要求。工装使用过程中装夹方便,定位准确,操作过程安全可靠。
6. 结语
该加工方法既能保证加工质量,使零件合格率达到99%以上,又能提高劳动生产率和加工过程的安全性,可满足批量生产需要,具有较广泛的通用性,有一定的推广价值。
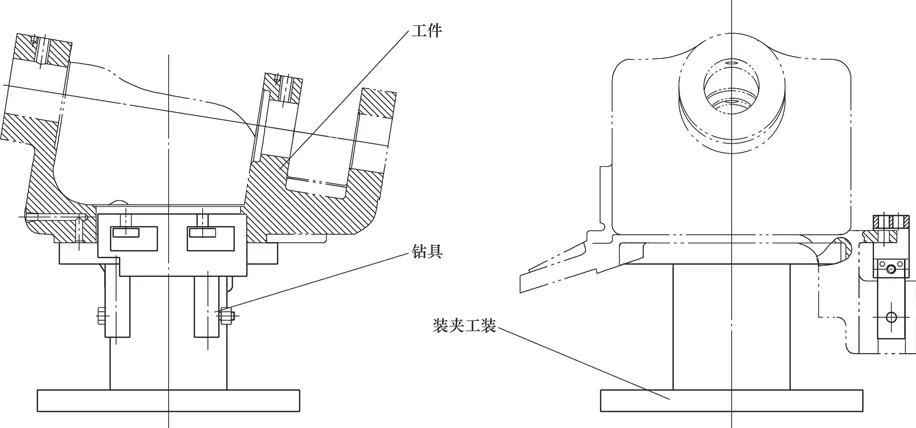
图4 零件加工装夹示意

表1 工装使用试加工检测结果统计 (单位:mm)
