改善汽车变速器壳体端面波纹度的优化路径分析
2020-02-24徐卫权张露青李永祥杨建国
徐卫权, 张露青, 李永祥, 毛 玮, 杨建国
(1.浙江万里扬股份有限公司,金华 321025;2.浙江师范大学行知工学院, 金华 321004;3.上海交通大学机械工程学院,上海 200214)
在金属切削加工中,由于机床精度不良、夹紧定位误差或各种振动等因素影响,使得切削加工出的机械零件会出现波纹度等几何形状误差[1]。表面波纹度是在生产过程中产生的一种加工纹理缺陷,直接影响零件表面的机械性能, 如零件的接触刚度、疲劳强度、振动与噪声、密封性等, 是影响产品质量的一项重要指标,因此,找出机床加工工件波纹度产生的原因对机床加工精度的提高至关重要[2-3]。已有研究表明机床工艺系统的振动会直接影响加工工件的面形精度,是产生表面波纹度的主要原因之一。机械加工过程中经常会出现振动现象,当切削力的激励频率等于或约等于整数倍的工件固有频率,就会发生共振现象。随着振动加剧,将会使工艺系统的正常切削过程受到干扰和破坏,使已加工表面粗糙度增加、零件精度降低、刀具磨损加剧、机床的极限加工能力受到限制以及工作环境受到噪声污染等问题,对零件的加工质量和加工效率产生重要影响[4]。
由于在金属切削过程中振动现象是不可避免的,解决振动问题前提是进行分析切削振动产生的影响规律。一般而言,根据振动产生的不同方式和机理特征,在机械加工过程中产生的振动形式主要是受迫振动和自激振动。其中,受迫振动产生的原因是从外部引起的一种周期性交替激发力将会激发结构系统产生周期性的振动[5-6]。铣削过程中的振动现象主要为受迫振动,这是由切削过程零件本身的不均匀性造成的。由于铣削力为周期性的激振力,每次铣刀切削工件,由于不同数量的刀齿同时参与了铣削过程,将生成冲击和振动,此时结构振动量的大小将会影响加工件表面的光滑程度及波纹度[7]。因此,铣削振动是影响汽车变速器壳体加工质量和切削效率的关键因素之一。
目前,波纹度的影响因素及其产生机理已受到中外学者的广泛关注,对波纹度的研究日趋深入。文献[8-11]中对表面波纹度控制的研究多集中于滚动轴承及导轨系统领域,在汽车变速器壳体加工中考虑波纹度影响研究的相关文献较少。随着汽车工业的不断发展,对汽车变速器的性能需求越来越高,进而对汽车变速器壳体的铣削表面形貌加工精度和加工工艺要求也越来越高。现针对目前实际生产案例中某款汽车变速器明显存在的壳体端面加工波纹度问题,通过借助LabVIEW数据采集程序设计平台,采用加速度传感器与PCI(peripheral component interconnect)外设部件互连采集卡进行现场数据采集,实现该变速器壳体端面在加工过程中的各振动参数测量;运用现代设计方法,对该汽车变速器壳体及工装夹具结构进行三维实体建模,通过对模型有效简化和修补,并完成实际工况下的载荷计算,进而采用有限元软件对其进行结构强度分析和模态分析,再通过谐响应分析对该汽车变速器壳体在加工振动频率范围内的激励响应分析,与模态分析相结合得出汽车变速器壳体在加工过程中的振动分布;然后结合实际加工情况,对该汽车变速器壳体加工装夹定位模式进行优化改进,改变该汽车变速器壳体的加工振动特性,使其固有频率偏移加工振动频率以达到减小加工振动的目的,通过进一步实证分析比较发现在新定位模式下,该汽车变速器壳体的加工振动有了较大幅度减少,从而保证了机加工环境下,该汽车变速器壳体的表面质量与加工性能。本研究旨在提出一种较为实用的优化方法面向于易产生加工振动的零部件结构,通过采用实验检测手段与现代有限元仿真计算相结合,可以较为便捷、准确地诊断出零部件加工出现波纹度的故障特征,从而为处理零部件加工波纹度问题提出解决方案。
1 汽车变速器壳体振动测试分析
虚拟仪器是由计算机硬件资源、模块化仪器硬件和用于数据分析、过程通信及图形化用户界面的软件组成的模块化仪器系统。它将测试仪器的功能、面板及控件均以相应的软件实现,同时在计算机总线槽内配备可实现数据交换的模块化硬件接口卡。通过图形化编程平台,使仪器测试软件、控件软件、输出软件以及实时采集数据等操作,可以在计算机集成系统管理的统一指挥和协调下运行,完成虚拟测试仪器特定的逻辑分析处理功能[12]。设计并搭建了基于LabVIEW的虚拟振动测试分析系统,通过大量的集成化功能模块,可以实现对振动信号进行实时采集、处理和分析。采集过程主要是用加速度传感器和多功能PCI采集卡完成现场数据收集。通过布置在工件加工部位的加速度传感器,来获得工件受迫振动的加速度信号。这些采集数据再经过虚拟仪器环境中的可视化程序处理分析,便可获得所需要的振动测试数据。整个数据采集过程如图1所示。
从图1中可以看出,整个数据采集程序划分为四个部分。第一部分主要用于信号采集,其功能是协调PCI采集卡获取来自加速度传感器的测量数据;第二部分主要是用作信号滤波器,其功能是对获得的数据执行预处理,过滤掉明显偏离所测振动信号的外界干扰信号;第三部分主要是用作积分处理,其功能是通过积分运算单元,将来自加速度传感器的已分析数据转化成工件的位移数据;第四部分主要用作信号存储,其功能是存储数据信号在Excel表格中以便于分析。根据上述振动测试分析方法,对汽车变速器壳体实地测试,最终获得了经过数据处理后的工件振动谱分析,如图2所示,可以清晰地发现汽车变速器壳体端面在加工过程中的振动频率主要集中在205~210 Hz。

图2 汽车变速器壳体端面振动谱分析Fig.2 Vibration spectrum in the end surface of the automobile transmission housing
2 汽车变速器壳体振动特性分析
模态分析是解决复杂结构振动问题的主要方式,整个分析过程首先要构建三维实体模型,进而采用Block Lanczos法进行模态提取,然后以模态分析结果为基础进行后续谐响应分析。考虑到Ansys作为当前主流有限元分析的软件之一,其不仅本身具有强大建模和分析能力,还可以与其他3D建模软件如SolidWorks、UG、Pro/E等建立数据接口,从而实现CAD和CAE之间无缝连接,将借助Ansys软件的精确网格划分和优化仿真功能来完成汽车变速器壳体端面的振动特性分析。
2.1 汽车变速器壳体三维实体建模
考虑到SolidWorks软件的强大建模功能和多模块集成分析,基于汽车变速器壳体几何结构设计参数,采用SolidWorks软件进行汽车变速器壳体三维造型实体建模,如图3所示。

图3 汽车变速器壳体的三维实体建模Fig.3 3D solid modeling of the automobile transmission housing
2.2 汽车变速器壳体模态分析
在获得工件的加工振动谱和三维实体模型后,将对汽车变速器壳体的振动特性进行模态分析。通常,模态分析可以分为以下过程:模型导入、材料设置、网格生成、边界条件设置和求解分析结果。通过模态分析,可以得到整个机械结构的固有振动频率和振动模态,将作为后续动态特性和优化分析的研究基础。
由SolidWorks软件生成三维实体模型直接导入Ansys Workbench中,然后设置汽车变速器壳体模型材料HT200以及其他相关材料属性,进入汽车变速器壳体网格生成的分析界面。考虑到整个汽车变速器壳体模态分析,采用自适应网格划分方法,主要由四面体结构组成,包含96 354个四面体和164 719个节点,如图4所示。
在机械零件的加工过程中,采用一面两销定位易于实现工艺过程中的基准统一,保证工件各加工表面的相互位置精度,且具有支承面大、支承刚度好、结构简单可靠、装卸工件方便等优点,所以广泛应用于箱体、支架、盖板等零件的加工工艺中[13]。因此,按照基准统一原则,汽车变速器壳体在实际加工过程中主要采用一面两销组合定位方式,其工件装夹结构如图5所示。
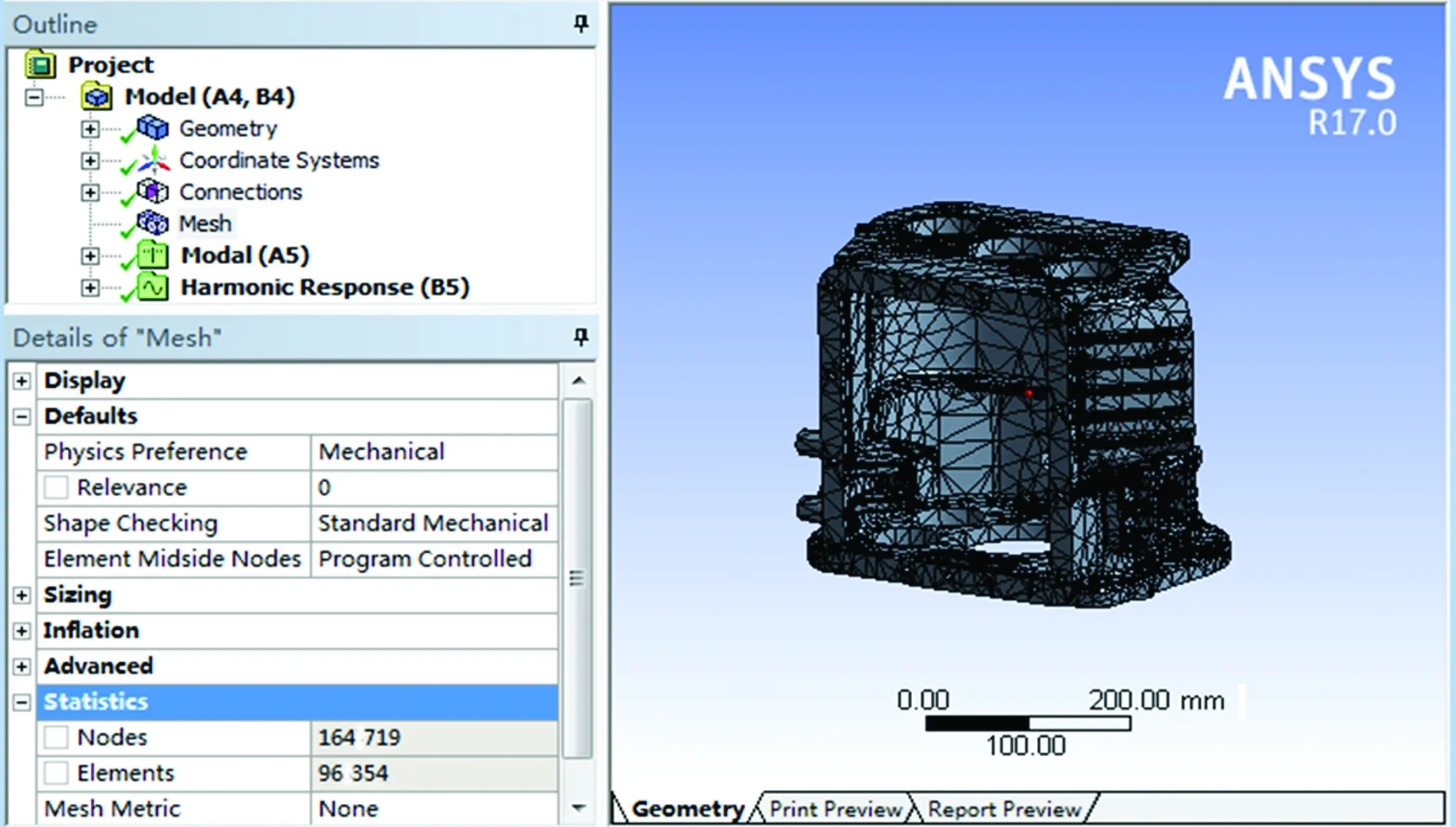
图4 汽车变速器壳体网格生成Fig.4 Meshing of automobile transmission housing

图5 汽车变速器壳体装夹结构Fig.5 The workpiece fixture structure of automobile transmission housing
根据实际加工条件,在设置完边界条件后,开始进行汽车变速器壳体的有限元分析,获得前六阶模态分布如图6所示。从模态分析结果可以看出,汽车变速器壳体的一阶模态固有频率为212 Hz,非常接近上述实验分析结果。因此可以认为导致汽车变速器壳体端面加工质量下降的影响因素,可能是汽车变速器壳体在加工过程中所受激振力的激励频率接近其固有频率,进而产生共振,并导致壳体端面出现数值较大的共振动载荷,从而影响加工表面质量。
2.3 汽车变速器壳体谐响应分析
为了进一步确定汽车变速器壳体端面的振动特性分析,采用谐响应分析来深入分析汽车变速器壳体的振动特征。谐响应分析主要是用于确定在受简谐变化的载荷影响时,线性结构的物体所产生的稳态响应[14]。在谐响应分析过程中通常只计算结构的稳态受迫振动,而不需考虑激振开始时物体所拥有的瞬态振动,有限元分析软件Ansys内置的谐响应模块可以通过分析得出物体在一定频率范围内对简谐载荷的响应值,从而使变速器产品设计人员能准确预测壳体结构在不同外部激励作用下的动力特性,验证该壳体设计是否能克服共振效应、疲劳失效以及其他受迫振动所引起的不良效果,并通过理论分析提出解决方案。
3 汽车变速器壳体的优化设计
3.1 汽车变速器壳体的原定位模式
通过施加一个谐波激励在汽车变速器壳体端面上,然后分析工件反馈情况。由于谐响应分析主要是与频率关系密切,同时考虑到实际加工环境,为了便于分析测试结果显示,将所施加简谐振动载值设为10 000 N,检测频率设置为150~300 Hz,频率间隔为15 Hz。
通过谐响应分析,可以看到最大振幅1.13 mm出现在振动频率为210 Hz处,如图7所示,说明汽车变速器壳体在原有定位方式下,很容易造成其壳体端面在加工过程中产生振动干扰,将降低工件表面质量和影响加工性能。

图7 初定位模式下的谐响应分析Fig.7 Harmonic response analysis under the original positioning mode
3.2 汽车变速器壳体定位模式优化
由于不同布局的装夹方案获得的零件加工质量差别很大,针对上述装夹存在的问题,试图改变工件装夹和定位模式来调整汽车变速器壳体在加工过程中的振动特征,使其固有频率偏离激励频率来达到降低共振影响。
通过对变速器壳体工件的工艺分析,发现将整个汽车变速器壳体反转180°后,采用相对的另一端面作为定位面,同时配合一面两销的定位方式以限制工件的六自由度,有助于改进装夹布局优化效果。根据壳体端面结构特点,平面定位元件采用了四个特制支承柱,两孔定位也是采用特制的圆柱销和菱形销来实现,这需要对定位销的相关尺寸精确计算,并进行定位系统误差分析,以有效提高定位精度。该装夹要与机床工作台采用旋转中心定位销及一侧定位键配合定位,可以实现定位精度高、方式简单、便于调整。修改后夹具的定位方式要与谐响应分析时所添加的边界条件相同,同时考虑到加工效率的问题,夹紧装置采用凸轮夹紧方案,夹紧点要选在工件的法兰边上,这样可以保证工件在夹紧时不会因受夹紧力作用而产生夹紧变形,并且便于拆卸,提高工作效率。汽车变速器壳体定位模式的初步改进方案如图8所示。

图8 汽车变速器壳体的定位装夹方案优化Fig.8 Optimization of positioning and clamping for the automobile transmission housing
在获取定位与装夹布局方案后,对汽车变速器壳体定位模式调整后再次进行模态分析和谐响应分析。从模态分析结果可以看出,汽车变速器壳体的固有频率已经有了明显提高,如图9所示。因此,在网格划分和其他参数设置不变的情况下,仍然施加10 000 N的简谐载荷作用在汽车变速器壳体端面,以获得汽车变速器壳体的谐响应分析结果。

图9 装夹定位调整后的模态分析Fig.9 Modal analysis after modification of the positioning mode
汽车变速器壳体在重新装夹定位后的谐响应波谱具有明显变化,如图10所示。汽车变速器壳体在加工频率210 Hz处的变形量只有0.131 mm,相对于原装夹定位模式下的1.13 mm来说,下降了一个数量级。所以,通过改变汽车变速器壳体的装夹定位模式,可以有效改善加工性能。

图10 装夹定位调整后的谐响应分析Fig.10 Harmonic response analysis after modification of the positioning mode
4 实验验证
为了验证装夹布局优化的有效性,对重新装夹布局进行现场加工诊断测试,现场装夹结构如图11所示。所用振动测试系统主要包括了机床、刀具、夹具、工件以及振动信号采集与分析系统等,如图12所示。其中,试验所用机床为日本大隈Okuma MA-600HB卧式加工中心,该机床主轴电机功率为30 kW,最高转速为6 000 r/min,双面旋转式自动交换工作台。试验刀具为硬质合金面铣刀(φ100 mm),汽车变速器壳体试件材料为灰铸铁HT200,采用端面立铣刀轮廓顺铣干切削方式加工。该试验所用铣削振动信号采集与分析系统由LabVIEW虚拟仪器完成,其通过外接PCI采集卡与加速度传感器,可以采集壳体端面铣削过程中主轴和工件的振动信号,借助滤波放大器实现采集信号转换与放大,然后由LabVIEW虚拟仪器所配置的频谱分析功能模块对振动信号进行特征提取分析。结合该试验所使用的数控加工中心及实际切削加工所选用的切削参数设置,选择B&W14105型号加速度传感器进行数据采集,其主要性能指标包括电荷灵敏度10 mV/ms-2,量程±50 g,可用频率范围0.1 Hz~7 kHz,分辨率0.000 1 g。汽车变速器壳体端面铣削加工的外载荷激振力主要来自端面立铣刀的切削过程。切削力通过刀齿作用在工件上,相当于频率为z×n/60的脉冲力(z为刀具齿数,n为机床主轴转速)。加工时主轴转速控制在800 r/min左右,所用铣刀为6刃可转位端面立铣刀,每齿进给量fz=0.05 mm/z,轴向切深ap=3 mm,径向切深ae=0.5 mm。在进行谐响应分析时,主要考虑刀具切削点处工件的动态响应。现场装夹测试环境及测试样件如图13所示。

图11 现场装夹结构视图Fig.11 On-site clamping structure

图12 虚拟振动测试分析系统Fig.12 Virtual vibration testing system

图13 现场装夹测试环境及测试样件Fig.13 On-site clamping test environment and test samples
加工后的变速器壳体端面采用三坐标复合式扫描测量仪进行测量后,发现加工表面质量得到明显改善,无显著振纹,符合预期效果,能够满足加工精度要求,同时,采用LMS(learning management system)系统测量定位装夹优化前后的汽车变速器壳体端面加工过程中的振动信号,结果显示重新装夹优化后的振动信号强度减弱了许多,说明装夹布局方案优化后能有效降低由于切削力和装夹引起的最大局部弹性变形对汽车变速器壳体端面加工振动的影响,验证了该模拟装夹方案的可行性。
5 结 论
通过试验检测方法和有限元仿真技术的综合应用,提出了一种切实有效改善汽车变速器壳体端面在加工中容易产生波纹度的优化方法。该方法首先通过LabVIEW数据采集平台,借助于加速度传感器与PCI采集卡进行现场数据采集,实现该变速器壳体端面的加工振动参数测量;然后借助于三维造型软件SolidWorks和有限元分析完成了汽车变速器壳体的几何实体建模和模态分析以及谐响应分析,获取不同装夹布局可能对汽车变速器壳体结构动态特性造成的不良影响,进而通过装夹定位结构优化设计,以选出最优的装夹布局方案,并与试验测试结果具有良好的一致性,最终使汽车变速器壳体在铣削加工过程中所受到的外载激励频率,能够偏离其固有频率,从而避免了共振现象发生,明显减弱了汽车变速器壳体端面的波纹度,有效改善了产品加工质量。因此,所提出的研究方法通过实验研究和仿真计算探究加工表面波纹度激振机理,不仅保证了试验研究在某种程度上的可靠性,而且对实验检测设备仪器要求低,更便于针对零部件加工振动问题提出有效解决方案,可为系统故障识别与定量诊断提供理论依据。
