PE-HD-g-MAH共混改性PA612性能研究
2020-02-04肖浩周良霄李杰周文
肖浩,周良霄,李杰,周文
(1.上海普利特伴泰材料科技有限公司,上海 201707; 2.上海普利特复合材料股份有限公司,上海 201707)
尼龙(PA)作为五大工程塑料之一,因其高强度、高韧性,在汽车行业、电子电器等行业中有广泛应用[1]。根据重复单元中碳原子的数量可分为PA46,PA6,PA66,PA610,PA612,PA12,PA1012等,其中PA6和PA66在市场上占比最大[2]。但是由于P6和PA66脂肪链段较短,酰胺键相对含量较高,导致PA6和PA66吸水率较高,在产品成型后易产生尺寸变化和性能不稳等缺陷,在高温高湿等环境要求尺寸稳定性高的产品中运用受到很大的限制[3–4]。
笔者通过马来酸酐接枝高密度聚乙烯(PEHD-g-MAH)共混改性PA612,调整PA612的结晶性能,通过红外,差示扫描量热(DSC)表征改性后的PA612的结晶区的变化,同时通过DSC研究PEHD-g-MAH的引入,PA612的结晶温度和结晶速率的变化。通过光泽度和目测法表征注塑件的表观,研究PE-HD-g-MAH对其表观和注塑工艺优化的作用。最后通过万用试验机水煮实验,表征改性后PA612力学性能和吸水性的变化。
1 实验部分
1.1 主要原材料
PA612:美国杜邦公司;
PE-HD-g-MAH:马来酸酐接枝率为5%,美国陶氏公司;
抗氧剂1098:唐山科澳化学助剂;
玻璃纤维:重庆国际复合材料有限公司。
1.2 主要设备及仪器
双螺杆挤出机:ZE30A*440-UTXi型,德国贝尔斯托夫公司;
注塑机:1600SA型,中国海天集团;
万用试验机:Z010型,德国Zwick/Roell公司;
摆锤冲击试验机:HIT5.5P型,德国兹韦克公司;
傅立叶变换红外光谱(FTIR)仪:ALPHA II型,德国布鲁克公司;
DSC测试仪:DSC 8000型,美国 Perkin Elmer公司;光泽度测试仪:BYK 4563型,德国BYK公司;恒温水浴槽:HH–420型,深圳市友联仪器设备有限公司。
1.3 试样制备
设计了5个配方,PE-HD-g-MAH在树脂中的比例分别为0,5%,10%,15%,20%,按配方将主料和助剂混合均匀,控制挤出机温度在230~250℃,主料和助剂混合后通过主喂料口加入,玻纤通过7区的侧喂料加入,为总质量的33%,挤出切粒成型。经过120℃,5 h干燥后,改性粒子通过注塑机形成不同规格的测试样条和样板。按照PE-HD-g-MAH相对于PA612的比例,将样品依次命名为PE-0,PE-5,PE-10,PE-15,PE-20,对应比例分别为0,5%,10%,15%,20%。
1.4 性能测试
采用FTIR仪测试不同含量的HDPE-g-MAH对PA612结构的影响。测试标准:ISO 10640–2011;测试样品:样板(100 mm×150 mm×3.2 mm);测试条件为:反射法,扫描范围为:500~4 000 cm-1。
采用DSC仪测试降温曲线中的冷却结晶峰。测试标准:ISO 11357–2016;测试条件:140~220℃,10℃/min。
采用光泽度仪测试PE-HD-g-MAH对PA612成型后的表观的影响。测试样品:样板(100 mm×150 mm×3.2 mm);测试标准:ISO 2813–2014;测试条件为:23℃,用会聚光束的20°光泽度的TAPPI法。
拉伸强度和拉伸断裂伸长率测试:采用万用试验机,样条尺寸172 mm×10 mm×4 mm,测试标准:ISO 527-2–2012,测试条件:50 mm/min,23℃。
弯曲强度和弯曲弹性模量测试:采用万用试验机,样条尺寸80 mm×10 mm×4 mm,测试标准:ISO 179-1–2016,测试条件:2 mm/min,23℃。
冲击强度和缺口冲击强度测试:采用摆锤冲击试验机,样条尺寸80 mm×10 mm×4 mm,测试标准:ISO 179-1–2016,测试条件:23℃。
2 结果与讨论
2.1 FTIR分析
比较不同含量的PE-HD-g-MAH的红外吸收谱图,可以很明显地看到,随着PE-HD-g-MAH含量 的 增 加,2 850 cm-1和2 930 cm-1处 的CH2收缩振动吸收峰逐渐增大。另外,在指纹区1 000~1 100 cm-1处,吸收峰有个逐渐增大的过程,在15%的样品中,峰值达到最大。D. Garcia等[10]认为该区域的吸收峰与酰胺键的结晶程度有关。因此,可以大胆地推测,PE-HD-g-MAH对PA612的结晶性能有影响。当然该结论还需进一步的验证。

图1 不同含量PE-HD-g-MAH改性PA612的FTIR谱图
2.2 DSC分析
不同的结晶度和结晶速率在结晶过程表现不同[11],因此通过研究PA612在降温过程中的吸放热曲线可以探究PE-HD-g-MAH对PA612结晶性能的影响,如图2所示。在图2中可以看出,随着PEHD-g-MAH的含量的增多,吸热峰曲线逐渐变得更加陡峭,10%~15%时,吸热峰最大。同时,吸热峰起始和峰位值都相对纯PA612有一个很明显的向低温移动的过程。这可能跟PE-HD-g-MAH熔点较低,在PA612中同时起到了润滑剂的作用,使分子链链段更易滑移,要更低的温度才能形成稳定的结晶核。但同时又由于链段更易滑移,所以结晶速率明显比纯PA612更快[12]。在图3中,比较了吸热曲线的最大斜率和吸热峰起始位置,可以看到PE-HDg-MAH含量10%的样品吸热曲线斜率达到最大,而吸热峰起始位置随着PE-HD-g-MAH的含量增多而逐渐降低,但降低幅度逐渐缩小。

图2 不同含量PE-HD-g-MAH改性PA612的吸热曲线
为进一步验证PE-HD-g-MAH对PA612结晶性能的影响,研究了PE-0和PE-15在不同降温速率下的结晶过程,如图3和图4所示。由图可知,随着降温速率逐渐增大,PA612的起始结晶温度逐渐往低温移动。这是由于随着降温速率的增加,分子链链段对温度降低的响应速度越来越低[13–14]。可很明显看到,样品PE-15的吸收峰的曲线更陡峭,但变化幅度比PE-0更小。对应在PA612作为工程塑料在实际注塑过程中,不同的降温速率可以模拟为不同的模温的加工工艺。PE-HD-g-MAH改性后的PA612所需模温更低,并且对模温的反应更不敏感,成型过程更稳定。

图3 不同降温速率下PE–0的吸热曲线

图4 不同降温速率下PE–15的吸热曲线
2.3 注塑件表观表征
为验证PE-HD-g-MAH对PA612成型性的影响,对5种样品分别在60,80,100,120,140℃模温下进行注塑,模具为100 mm×150 mm×4 mm的样板模具,通过肉眼和光泽度进行表征,见表1。肉眼评判标准为5个等级:1、浮纤严重;2、能看到浮纤;3、镜面反光,中心有点哑;4、镜面反光,边缘有点哑;5、完全镜面反光,并且根据实际情况取中间值。光泽度是根据树脂层的反射程度表征注塑件表面树脂包覆玻纤的情况,可以一定程度上反映样件的表观。
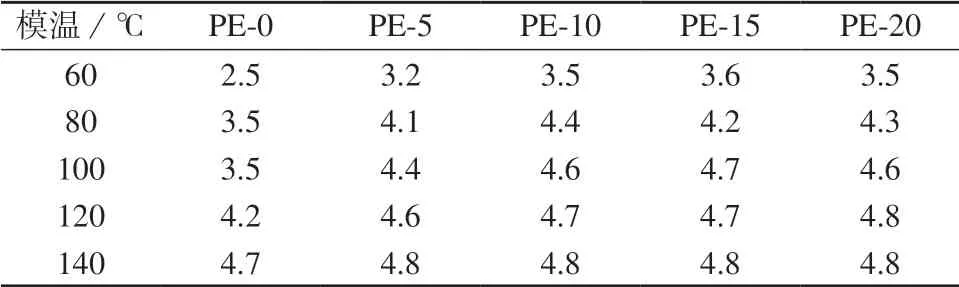
表1 肉眼测试不同模温下五种试样的表观
从表1可以看出,每个试样都随着模温的升高表观逐渐改善。这是由于塑料粒子在注塑过程中融化后的熔体接触到模具,随着模具温度的升高,树脂的冷却速度更慢,玻纤更易收缩藏入树脂中。因此,反映在注塑件上,模温越高,表观越好。同时可以看到,随着试样中PE-HD-g-MAH的含量增多,样品在低模温(60~80℃)下的表观逐渐改善。这是由于PE-HD-g-MAH的玻璃化转变温度(–78℃)比PA612 (46℃)低很多,分子链链段更柔软,在注塑过程中,树脂更易包裹住玻纤,使注塑件表观更好,对模温的要求更低。另外,在100℃和120℃的模温下的注塑件,靠近流道的部位表观更好(样板中心反光),在模具尾端有浮纤,表观稍差(样板边缘有些哑)。这是由于在注塑过程中靠近流道的部位熔体温度较高,流动性较好,树脂更易流动到模具表面将玻纤覆盖。
从光泽度的角度看,注塑件的光泽度随着模温的升高而升高。需要指出的是,因为注塑件的表面光泽度不均一,因此测取每块样板的中心与四个角落的光泽度,然后取平均值作为每个样件的最终光泽度。在测试过程中,树脂会将光泽度仪的测试光线反射回受光元件,但是裸漏的玻纤会将光线散射到不同方向。因此,光泽度可以一定程度上反映注塑件的表观情况。可以从图5中看到,在加入PEHD-g-MAH成分的样板在低模温下的光泽度明显比未加PE-HD-g-MAH的样板更高。这一结果与肉眼测试的结果相对应。因此,可以得出确切结论,PE-HD-g-MAH的加入可以改善PA612的低模温下表观,优化了PA612的成型性。

图5 不同模温下五种试样的光泽度
2.4 物理性能测试
PE-HD-g-MAH对PA612的共混改性对其结构的影响可以一定程度反映在物理性能上。通过分析五种试样的物理性能可以看出,PE-HD-g-MAH的加入使PA612力学强度会有一定程度的下降,其中PE-5和PE-10相较于PE-0,拉伸强度下降6%,弯曲强度下降10%,影响较小。但是,需要指出的是,缺口冲击和断裂伸长率,相较于PE-0,其他四个引入PE-HD-g-MAH共混改性的试样都有一定程度的上升。因此,PE-HD-g-MAH的引入可以一定程度上提高PA612的韧性。从物理性能的测试结果上看,PE-HD-g-MAH/PA612的共混体系中,二者的分散性和相容性较好。

表2 五种试样的物理性能
2.5 吸水性能测试
虽然相对于PA6和PA66,PA612本身吸水性较低,但是由于分子链中含有酰胺键,跟烯烃类聚合物相比,还是要高一些。在一些对材料的吸水性要求极高的产品,比如高频和湿态下的绝缘材料,PA612的应用还是受到了限制。同时,吸水后产品尺寸会产生一定程度变化,导致不同组件衔接不良等问题。PE-HD为烯烃类聚合物,吸水率极低[15],共混改性P612有望改善其吸水率较高的问题。
表3为五种试样的吸水率和尺寸变化率。在表3中,饱和吸水率是将样件放置于100℃的沸水中煮12 h后,测试样件水煮前后重量变化率。通过测试100 mm×150 mm×4 mm的样板在水煮前后流动方向和垂直流动方向的尺寸变化,分别得到纵向和横向尺寸变化率。通过研究不同含量的PE-HDg-MAH共混改性PA612,可以看出随着PE-HD-g-MAH含量的增加,试样的饱和吸水率逐渐下降,横向和纵向尺寸变化率也逐渐变小。因此,PE-HD-g-MAH共混改性PA612可以有效降低其吸水率。

表3 五种试样的吸水率和尺寸变化率 %
3 结论
研究了PE-HD-g-MAH共混改性对PA612的结构和性能的影响。结果发现,随着PE-HD-g-MAH的引入,PA612的结晶温度下降了8℃左右,而且,共混改性样品的结晶速率受降温速率的影响较小。通过肉眼和光泽度仪测试注塑件的表观,发现共混改性的产品在低模温下的浮纤比未共混改性的产品少很多。因此,PE-HD-g-MAH可以改善玻纤增强PA612复合材料的表观,降低了其对模温的依赖,改善产品的成型性。其次,通过研究不同含量PE-HD-g-MAH共混改性PA612,我们发现共混改性后的产品拉伸强度有小幅度的下降(6%),但是缺口冲击有上升。结果表明,PE-HD-g-MAH在PA612树脂中分散较好,对其有一定程度的增韧效果。最后,通过比较不同含量PE-HD-g-MAH的样品的饱和吸水率和尺寸变化率,结果发现PE-HD-g-MAH共混改性PA612可以有效降低其吸水率,提高PA612的尺寸稳定性,拓宽了其在电子电器等方面的应用。
