探讨汽柴油加氢装置改造升级的困难与对策
2020-01-28刘岗
刘岗
摘要:国际形势风云变化,能源在国际政治舞台上显得尤为重要。那么如何实现国家能源利用的最大化,改造升级现有的能源装置,从生产端开始讲究效率,比如原料的纯净度、设备的密封性以及对温度的掌控提前做评估。在对整体设备有一个基本的认识后,就能够在每一个环节进行针对性的优化改造升级,比如说反应中催化剂的使用、脱硫处理、余热如何回收等。整个流程复杂而庞大,升级过程中找到问题发生的原因以及如何去解决困难变得尤为重要。
关键词:升级改造;催化剂;对策
随着我们国家工业体系越来越完善,我们对原油的依赖度也原来越严重。世界原油总量不断变少,加上现阶段全球已经把石油作为一种战略储备。为了石油高效分离,就要不断的升级改造煉油装置,不能一直原地踏步。现在国家对2025工业升级十分重视,而汽柴油现在却面临着原料越来越劣质以及重质化越来也严重的问题,生产品质合格的汽油、柴油对生产条件要求也越来越高。原料品质越差,里面的杂质越多,生产过程对环境污染越严重。通过对汽、柴油加氢装置进行一系列的研究和实验,我们明确了改造方向并且知道了如何应对在改造中出现的问题。
一、汽柴油加氢装置
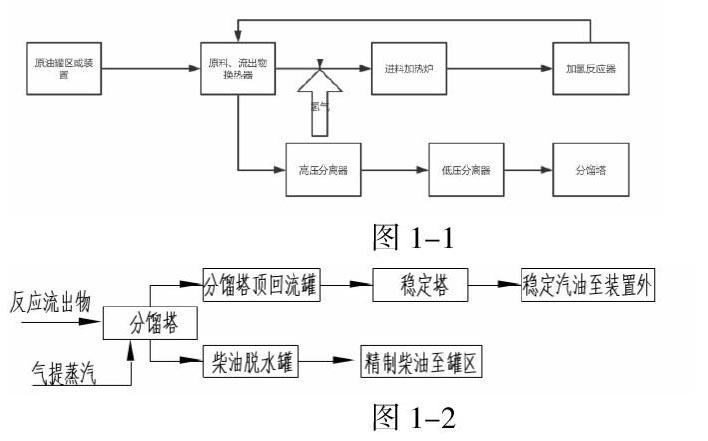
首先汽、柴油加氢装置用到的设备分为四大类:①反应器类②塔类③加热炉类④冷换类。反应器类主要是加氢精制反应器;塔类主要有分馏塔以及稳定塔;加热炉类有反应进料加热炉以及分馏加热炉;冷换类一般有反应流出物/热进料换热器、低分油换热器、冷进料油换热器、反应流出物后冷器等。在设备准备妥当后,一般主要有两个步骤完成,分别是反应系统图1-1和分馏系统图1-2[1]。
在反应系统中首要的是注意对温度的控制,首先是当反应物流出空冷器或者水冷器,进入到高压分离器的时候,冷却至45℃,其次是塔顶油气在经过汽提塔顶后要冷凝,冷却到40℃在进入回流罐,进行气、油、水的三相分离。最后经柴油泵增压之后与低分油一起加热到80℃左右在一起进入到冷器中冷却到50℃出装置。
二、加氢装置升级遇到的困难
在化工设备中,一般工厂条件都比较严苛,加氢装置一般都在高温、高压、临氢的环境下工作的,这种环境就比较容易引起易燃易爆炸,那么安全问题首先就是加氢装置遇到的第一个难题——如何实现在保证安全的情况下完成产业设备的升级改造。第二个难题就是现在原油的质量,现阶段原油中含硫化物的比重越来越多,这就导致其中一些带有腐蚀性的元素对装置侵蚀,严重影响了装置长期周期性的运行,而且还增加了维护设备的成本,也容易引起安全问题。通过对一些公司加氢装置的调查发现,其中不可避免的均出现了腐蚀情况,一部分是腐蚀结盐情况,另一部分是腐蚀泄露情况。这两个问题[2];顾名思义就是在反应中,原料里面的杂质形成铵盐,沉积在机器中,造成堵塞,很容易造成机器发热,不利于安全稳定长周期运行。那么形成铵盐的原因经过分析可能是在前面的工艺过程中,所需要的注水量较小造成的,因为铵盐极易溶于水,在溶于水之后溶液显酸性。在这个过程中问题也要控制得当。这个问题截止现在行业还没有一个彻底的解决方案。腐蚀泄露主要是钢材中奥氏体在氯离子的环境中发生了应力反应,导致腐蚀面积扩大,在应力持续作用下,钢管内侧可能会产生裂纹,这些裂纹便是发生泄漏的主要原因。那么如何解决这个问题,具体措施如下。
三、如何解决升级改造中出现的问题
通过分析在改造中出现的问题,这些问题又是由哪些原因形成的,我们一一提出进行解决。首先解决原料问题。第一步增大原料与产品的热换面积,以某装置为例由原来的269㎡换成现阶段606㎡,接下来降低空冷的入口温度,从150℃到143℃,紧接着提高加热炉的入口温度,由原来的202℃提高到220℃,这样做主要是为了降低加热炉内的负荷。最后通过增加除盐水的流量,再次降低空冷器的入口温度,此时入口温度已由原来的150℃降至110℃,同时也解决了负荷不足的情况,更主要的是提高了原料的温度,在原来的基础上提高了10℃ [3]。一整套流程下来解决了加热炉的热负荷,总体提高了原料质量。
接下来就是解决腐蚀的问题,解决了腐蚀问题也就最大程度的保证了安全。这里提出两个方面的解决方案。首先是工艺防腐,其次就是设备自身的防腐处理。从工艺防腐的角度出发,有两个方面的准备。第一方案:在形成腐蚀性铵盐之前,可以增大工艺的注水量。首先将注水量增加到4t/h,这样可以充分的溶解介质中的铵盐,降低了介质中氯离子的浓度以及中和了PH值,同步情况下,钢材中奥氏体在氯离子环境中产生的应力反应大大被削弱,保护了钢材[5]。不易发生泄漏事故。通过这个步骤我们检测到在分离器中分离出来的含硫的污水,NH4HS浓度下降到了2.5%,PH值也下降到了8.6。第二方案:在检修的过程中,对整个装置的反应系统进行充氮保护,顾名思义就是进行惰性气体的保护,这样整个换热器均处于氮气的环境下,充分的阻止了空气的进入,有效的避免了腐蚀的发生。
还有就是一些设备方面的准备,建议将设备的管箱Ω形密封改造成唇式密封形式,这样减少了介质在Ω密封环的停留时间,有效的减少不锈钢发生腐蚀的可能性。还有就是不锈钢暴露在大气环境下,我们在检修过程中全面清洗设备,最大程度清洗表面的硫酸,防止发生多次连续腐蚀。最后就是进行设备结构的改造,之前的设计中,入口接管与管内套筒之间使用石棉绳进行密封,但是在出口和内套筒之间没有密封措施,那么在这个区域就形成一个停滞区[4]。到这个区域之内的介质的流动速率降低,然后发生沉积,大面积接合形成结垢,就发生了腐蚀。现阶段就是出口接管也增加一个密封装置,减少了腐蚀的因素,有效的保证了设备的安全,为设备长期周期性工作提供条件。
结语:
从文章中我们知道了汽柴油加氢装置的工作原理,还有在升级改造过程中出现的难题以及解决这些难题的方式方法。在正常生产中通过控制温度解决了硫元素超标的问题,增加注水量来最大程度改善对装置的腐蚀;在日常的设备维护,一定要在保证安全的情况下,最好能做到一日一检,随时解决出现的问题;在大检修或设备停用期间通过填充惰性气体来保护设备,保证设备长周期高效运转。
参考文献
[1]吴淑培.柴油加氢装置疏水器处理过程[J].通用机械,2020(05):28-30.
[2]庞博.炼厂柴油低温性质影响因素及建议[J].化工设计通讯,2020,46(04):26+30.
[3]杨加义,王峰.400×10~4t/a煤炭间接液化项目产品结构调整优化[J].石油化工应用,2020,39(04):91-95.
[4]杨孟虎,杨峰,崔苗.新形势下原油顺序加工的生产运行对策[J].炼油技术与工程,2020,50(04):20-24.
[5]刘治军.煤柴油加氢裂化装置中氯离子存在的影响及分析对策[J].化工管理,2020(07):33-36.
