汽车四门总成压合质量控制
2020-01-16刘鸿吕贻旬李宁宁奇瑞汽车河南有限公司
文/刘鸿,吕贻旬,李宁宁·奇瑞汽车河南有限公司
本文分析了汽车生产中四门总成压合质量的影响因素,并根据实际经验,对四门压合过程中影响压合质量的原因进行深入分析,制定相应的整改措施,为后期新车型开发过程中四门压合产生同类问题的解决提供借鉴。
车门总成通常由门外板、门内板、门内板加强板、门上段等组成,车门内板是各种附件的安装基体,门外板与内板总成包边是门总成最后一道工序,通过焊装夹具夹紧、焊接集成内板分总成,再由压合模压合(或滚边机器人滚边),形成总成装车匹配,四门总成装配流程如图1所示。内板的焊接设计方式和外板的工艺设计对门总成的尺寸控制有直接影响。
四门总成质量的影响因素
门内板焊接质量
目前,内板焊接方式通常分为4类,单从尺寸控制点出发,门内板前后部、上段加强板一体式拉延成形设计更利于总成尺寸管控;门内板前后部、上段加强板分离式设计焊接面增加、焊接变形导致门总成尺寸更难控制。
⑴门内板前部、门内板后部、上段加强板分离式设计,如图2所示。这种组合和焊接方式材料利用率高、材料制造成本低,存在的弊端就是冲压件的冲次费用高、单件/焊接尺寸一致性管控异常风险大、焊接成本高,奇瑞捷途X90车型就采用该种焊接组合方式。
⑵门内板前后部一体、上段加强板分离式设计,如图3所示。这种组合和焊接方式材料利用率高、利于单件/焊接尺寸一致性管控,但是内板强度低,一般运用于低端、安全质量要求低的车型。

图1 四门总成装配流程

图2 门内板前后部、上段分离
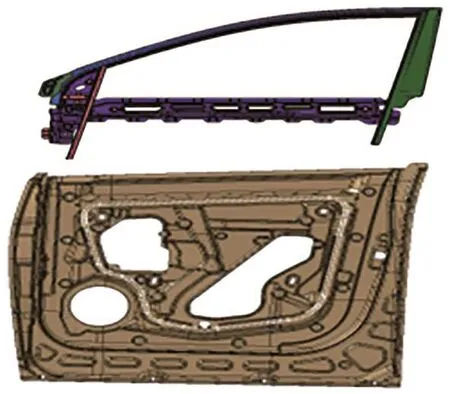
图3 门内板前后部一体、上段分离设计
⑶门内板前后部激光拼焊、上段加强板分离式设计,如图4所示。这种组合方式材料利用率高、利于单件/焊接尺寸一致性管控,存在的弊端是激光拼焊稳定性差、模具精度/压机精度要求高,目前奇瑞捷途X70车型采用的是这种组合方式。

图4 前后部激光拼焊、上段分离设计
⑷门内板前后部、上段加强板一体设计,如图5所示。这种组合方式利于单件/焊接尺寸一致性管控,但单件材料利用率低。

图5 前后部、上段一体设计
门外板焊接质量
门外板单件翻边长度、翻边R角工艺设计对门总成包边尺寸影响尤为突出,门外板设计前期需提前考虑外板料边长度和翻边R角工艺缺口避让。通常门外板料边高度不超过10mm(水滴包边除外),如图6所示。

图6 外板料边高度示意图
门外板料边与内板交叠面不能小于4mm,否则涂装PVC胶盖不住料边,影响总成外观质量;板料边与内板交叠面不能大于7mm,否则包边面存在起皱的风险,影响涂装PVC胶波浪。
门外板翻边R角(图7)等关键区域,料边不可过长,通常在5mm左右,过长会导致翻边开裂或翻边起皱,折角受力面会影响门总成平度尺寸。包边转角处或造型急剧变化处的料边建议2~3mm预弯不包边,如图8所示。包边转角圆弧跨度大,外板翻边长度建议5mm左右,料边过长会导致圆弧处起皱,如图9所示。
冲压件焊接后的影响
图10为焊接分总成各零部件焊接匹配关系,图11对应门内板与各零部件、焊点区域,这些关键区域平度、R角需做重点管控,不允许有超差点。具体序列为:1、2门上段搭接匹配面,3窗框加强板焊接匹配面,4铰链安装板焊接匹配面,5、7防撞杆焊接匹配面,8前后门内板焊接匹配面,9、10外板压合包边面。

图7 门外板关键区域尺寸控制

图8 转角处或造型急剧变化示意

图9 转角圆弧跨度示意图

图10 焊接分总成各零部件焊接匹配关系

图11 门内板与各零部件、焊点区域
冲压单件的质量管控要结合门总成各零部件的焊接匹配关系,重点焊接面、匹配点需加严管控(含检具检测盲区),所以冲压件单件工程师不但要了解冲压单件质量,还要了解总成焊接的匹配关系,这样更有利于后序总成尺寸的管控。
压合模的影响
压合模主要由上模(含上模座、预弯机构驱动、压合刀固定座、压合刀、压料芯本体、压爪、定位导向等零部件)、下模(含下模基座、预弯机构、胎模、传动机构、电气元件等零部件)组成。
通常压合模作业过程中影响压合总成质量的关键部分及注意事项有以下四部分:
⑴上模内板定位销(通常2根)。压合过程中上模内板定位销起到定位内板位置作用,保证压合过程中内板分总成在模腔内不窜动。上模内板定位销若出现位移,将影响内板在外板中心的位置,从而导致门总成轮廓尺寸发生变化。
⑵预弯机构。预弯机构主要通过压机下压预弯镶块对外板翻边预弯角度。预弯镶块的预弯角度直接影响外板料边预弯角度,同样直接影响压合主刀的压合质量。
⑶压爪。压爪属于压料芯机构件,其作用是在压合预弯过程中,贴合内板防止内板预弯移位。因压爪均匀分布在压料芯四周(正常单边2~6个,共3面),工作面研合率高低直接影响压合总成平度。
⑷压合刀。压合刀主要通过压合镶块对内外板合边,压合刀基准直接影响压合总成尺寸质量。
结论
通过对四门压合过程中影响压合质量关键因素的分析,得出以下结论:⑴内板的焊接设计方式和外板的工艺设计对门总成的尺寸控制有直接影响;⑵门内板前后部、上段加强板一体式拉延成形设计更利于总成尺寸管控;⑶门外板单件翻边长度、翻边R角工艺设计对门总成包边尺寸影响尤为突出,门外板设计前期需提前考虑外板料边长度和翻边R角工艺缺口避让;⑷内板定位销、预弯机构、压爪、压合刀是压合模影响压合质量的四个关键机构。
