国内汽车企业冲压发展现状及冲压资源规划
2020-01-16谢文才张文波徐明琦张凤君李敬梓一汽解放汽车有限公司
文/谢文才,张文波,徐明琦,张凤君,李敬梓·一汽解放汽车有限公司
冷冲压即通过安装在压力机上的模具对板料施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的零件加工方法。但随着工艺技术的发展,冲压的概念正在逐步扩展,涉及范围也越来越广,如热成形、管材液压成形、板材充液成形、辊压成形、超塑性成形等,如图1所示。
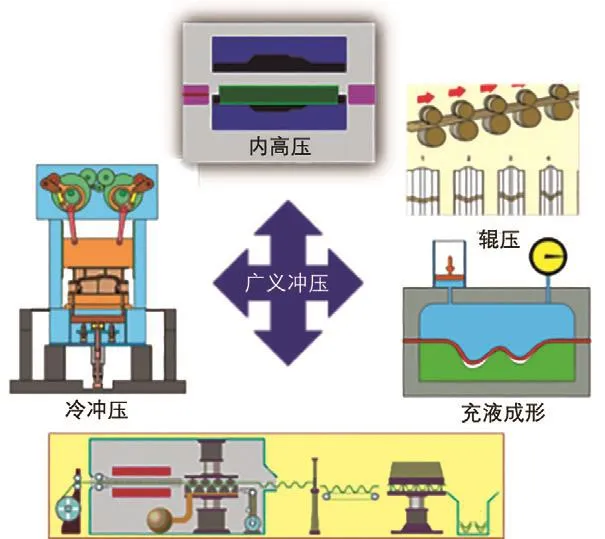
图1 冲压技术发展方向
汽车的车身、动力和底盘三大系统都和冲压工艺密切相关,尤其是车身及底盘系统,几乎都是由冲压件焊接或装配而成。随着国家经济的高速发展,汽车行业也迎来快速发展。巨大的市场需求刺激着汽车企业的产能扩张,也带动了冲压零部件企业的快速发展。
目前,汽车冲压产品涉及工艺广、品种多、需求大,受制造成本的影响,汽车企业大多采取“自制+外采”模式(图2),质量要求严,生产效率高的关键、重要产品自制;其余产品外采。自制率呈逐年下降趋势,最后趋于稳定,真正做到“有所为,有所不为”。这方面,乘用车企业起步相对较早,按此模式基本完成布局;商用车企业中,解放、东风自制率相对较高,但也都在按此模式逐步调整。

图2 “自制+外采”模式
国内汽车企业冲压发展现状
国内汽车企业在工艺技术、装备提升等方面的投入都是围绕着“高质量、高效率、低成本”的目标而展开的。
工艺技术提升
⑴短工序技术应用。为减少工序数量,降低生准投资,提高生产效率,短工序技术在主机厂已经得到成熟应用。典型的组合包括:修边+整形、修边+翻边、下料+成形。
⑵一模多件技术应用。充分利用设备,一模双件已成为常规工艺,一模三件、四件(图3)的工艺排布应用也比较普遍,一模多件可最大限度的提高生产效率,如某乘用车车门外板一模四件,每分钟产成品达72件。

图3 某乘用车“一模四件”工艺
⑶高强钢多段拼焊封闭成形。激光拼焊板成形工艺是使用不同厚度、不同材质的高强度钢板,通过开卷落料、激光拼焊工艺形成整体毛坯材料(图4),一次冲压成形得到所需零件形状的工艺。该技术是在白车身轻量化方面的一项重要创新,并已在一汽多款车型上得到应用。

图4 某车型侧围内板加强板5段拼焊工艺
⑷材料利用率提升。冲压成本主要包括:材料费、加工费、设备工装摊销费、人工费、运输费等,而大型覆盖件的材料费占冲压成本80%以上。通过提高材料利用率,可显著降低生产成本,带来可观的收益。主要提升手段包括:设计开发阶段的结构优化、合理分块等;工艺制造阶段的精细下料、成形代拉延、浅拉延、开口拉延、余废料再利用等。
⑸高强钢应用。国外乘用车的高强钢应用比例平均达到80%左右,商用车高强钢应用比例也在攀升。受轻量化和碰撞性能要求,国内乘用车车身高强钢应用也有大幅提升,某国产乘用车高强钢应用比例达到59%,590MPa级别冷成形钢成为标配。国内商用车驾驶室为满足碰撞和顶压要求,也开始逐步采用590MPa级别冷成形钢。随着法规的日趋严格,高强钢在商用车驾驶室上的应用会越来越广,具体应用案例如图5所示。

图5 国内汽车高强钢应用
⑹铝合金应用。铝合金等轻质合金对于整车减重,油耗降低等有比较明显的作用。受生产成本影响,铝合金板冲压还主要应用在国外或合资企业的中、高端乘用车上,而在商用车上还未开始应用。
⑺热成形应用。近年来,热成形工艺被广泛应用于乘用车车身结构件和加强件上,如A/B柱、门槛加强板、中通道、前围下挡板、前/后边梁和门防撞梁等。直接和间接热成形工艺在国内商用车上也有应用。
⑻内高压成形应用。内高压成形技术在乘用车上已得到广泛应用,主要在底盘(前、后副车架、扭力梁等)、车身结构件以及排气系统,如图6所示。
内高压成形技术在商用车上的应用相对成熟,主要用在排气系统、空滤器、缓速器、中冷器、进气管、过滤器支架等。其未来的应用前景也比较广,如发动机系管类零件、车桥桥壳等;梯形架、保险杠、前下防护、横梁、支架、操纵杆、管接头等底盘零部件;仪表骨架、座椅框架、车顶梁、A/B柱、地板梁等空间骨架件等车身零部件;皮卡车架、越野车车架、小型客车车架等。

图6 应用内高压成形工艺产品示例
⑼辊压成形应用。辊压成形在乘用车上应用主要体现在轿车车身和座椅系统。车身上典型辊压成形零件包括:前后保险杠、车门防撞梁、车门框、门槛加强板、顶盖横梁和风窗下横梁等,座椅系统辊压成形零件主要是座椅导轨。
辊压成形在商用车车身上的应用相对较少,主要以玻璃导轨等零件为主,但因辊压可以更好的保证纵梁的角度、垂直度及平行度,在车架纵梁上应用比较广泛。为提高材料利用率,国外卡车纵梁采用“直槽纵梁+一体横梁”装配结构。同时,随着滚冲技术的发展,纵梁辊压生产效率将进一步得到提升。
设备设施升级
⑴生产设备自动化。汽车企业的生产设备正向深度自动化方向发展,其主要特点为自动化、工序短、节拍高、少人化、通用性强。
因市场、政策等因素影响,乘用车企业起步早,发展快。无论是设备技术水平、自动化程度、生产线节拍等都明显领先于商用车企业。乘用车企业已经开始广泛应用伺服冲压技术,而商用车企业还主要以机械生产线为主。
为减少人工操作,提高生产效率,各汽车企业也在配套设施方面提高自动化水平,如自动换模缩短换模时间、端拾器自动更换及立体存储、机器人自动装箱、线首线尾AGV自动传输等等,从而实现预装、物流等辅助端的高效率、少人化。
新建冲压厂房可实现自动化的整体规划布局。但建厂早、自制率高的企业,早期工艺布局设计复杂,且运行多年,设备状态下滑、功能缺失。后期自动化改造投入大,效果不明显,已成为企业发展必须面对的难题。本着精益投资的原则,未来主机厂将集中资源对自制产品的设备设施进行投入,部分具备改造价值的生产线及设备进行自动化升级改造,老旧生产线及设备随产品的剥离进行处置,逐步降低自制率。
⑵生产装备信息化。信息技术在制造领域的快速发展,也为冲压生产制造带来便捷,为少人化提供途径。主流主机厂已实现生产设备与生产信息系统联网,系统可实现后序生产需求、原材料进货、产成品入库、故障停歇、能源消耗等记录与分析功能。未来,更加全面和智能的信息管理系统,也将在配套设备上实现联网,使生产安排更高效、更合理。
⑶生产工艺数字化。国外数字化仿真技术相对成熟,国内近年来也开始打造建立3D数据共享重用的工艺工作环境,搭建全三维的数字化虚拟工厂(图7),实现三维环境下的工艺设计、仿真、虚拟调试等功能,从根本上提升质量、缩短周期、降低成本。

图7 数字化应用途径
能力基线建设
⑴能力基线。能力基线是衡量主机厂汽车生产制造能力的重要依据。能力基线(图8)为生产制造提供支撑,同时生产制造也牵引主机厂能力基线的不断提升。
⑵同步工程。主机厂已具备一定的技术能力,能够同步开展工艺设计工作,部分乘用车主机厂具备自行设计DL图、结构图的能力。
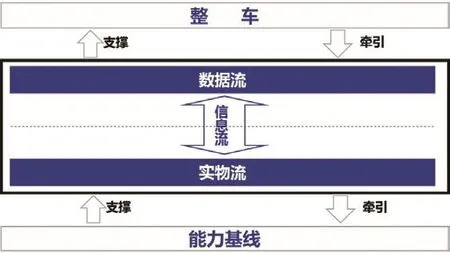
图8 能力基线与制造关系
⑶质量。国内主机厂对欧系、日系、美系的质量标准都有充分吸纳,对质量控制策略已有巨大进步。结合模拟分析手段,主机厂开始实现精确控制质量状态,提升质量稳定性,实现高效工装开发与验证。
⑷效率。由于市场竞争加剧,为更早抢占市场,各汽车企业新车型的推出周期逐渐缩短,单一车型的生准周期也同步被压缩。一些主机厂从模具投铸至新车型SOP的时间,从2010年的30个月降至后来的13~15个月,甚至更短。
⑸成本。随着原材料成本的下降、机加制造水平和供应商管理水平的提升,模具开发费用逐年下降。同时, 各主机厂也在致力于工艺技术能力和自主调试能力的提升,自制新产品的DL图设计和到厂调试全部自行完成,将进一步压缩生产周期,降低生准成本。
⑹装备。“工欲善其事,必先利其器”。装备是汽车制造的重要组成部分和基本要素之一,是生产经营的重要工具和手段。设备的综合可动率等指标的提升,将为顺利生产提供重要保障。
⑺工业工程。工业工程IE是集技术与管理于一体的科学,可以对由人员、物料、设备、能源及信息组成的集成系统进行设计、改善和设置。目标是运用人、机、料做最有效的组合,达成最有效的产出。
冲压资源规划
未来,汽车企业将持续推进“自制+外采”模式,在自制业务上重点投入的同时,也要求合作的零部件企业同步实现高质量、高效率、低成本的制造。零部件企业在结合企业自身特点的同时,也要适应主机厂不断变化的采购需求,才能在未来的竞争中立于不败之地。因此,零部件企业要具备以下能力。
设计开发能力
为适应主机厂对冲压件的质量、效率、成本需求,近几年供应商前期介入发展迅速,也应具备一定的工艺设计和二次开发能力等。
质量保障能力
主机厂对零部件企业的质量体系认可越来越重视,也越来越正规。完备的质量体系是保障冲压件合格、稳定的重要前提,零部件企业既要满足主机厂的质量管理要求,也要具备常规的检测检验能力和质量改进和升级能力。
成本控制能力
随着市场竞争的激烈和主机厂成本控制的需求,要求各零部件企业从管理、效率等方面挖掘改善,提供质优价廉的冲压产品。
模块加工能力
为降低成本,主机厂外采产品已逐渐由冲压单件向总成、分总成过渡,因此要求零部件企业不仅要具备不同尺寸零件的冲压加工能力,还要具备焊接能力,甚至是涂装能力。
批量试制能力
消费者对定制化、个性化汽车的需求,促进多品种、小批量订单数量的增多。这部分生产需求往往会扩散到零部件企业。这就要求零部件企业具备一定的批量试制能力,如简易模具制造能力、快速加工能力、三维切割能力、材料检验能力等,以满足主机厂周期短、变化快,要量少的采购需求。
新技术产品加工能力
随着热成形、内高压成形、辊压成形等工艺(图9)在车身上的广泛应用,该部分技术需求也越来越大。主机厂将重点放在前期的预研、试制及验证等环节,而批量供货往往会依托零部件企业实现。

图9 新技术应用
结束语
随着国家对汽车行业外资股比限制政策的取消,国内汽车企业面临的形势更加严峻,压力也必然会传递到零部件企业。冲压件作为汽车的重要组成部分,如何实现冲压加工的高质量、高效率、低成本,对汽车冲压企业和零部件企业都提出了更高的要求。
