多层钢结构厂房安装施工技术
2019-12-24王杰生
王杰生
摘要:钢结构厂房由于跨度较大、自重较轻、结构稳定性好、建设周期短,能够较好地满足工业园区建设的需要。江西奉新县黄溪天工创业园EPC模式建设项目通过工厂标准生产、现场整体装配,实现建筑从工地“建造”到工厂“制造”的转变,实现建筑产业现代化。本文先介绍了钢结构厂房安装施工工艺流程,阐述由于钢结构物理特性带来的特殊工艺要求。进而分析在具体的多层建筑钢结构安装施工中相关施工技术的应用。
Abstract: Due to its large span, light weight, good structural stability and short construction period, steel structure workshops can better meet the needs of industrial park construction. The EPC model construction project of Huangxi Tiangong Pioneer Park in Fengxin County, Jiangxi Province realized the transformation of the construction from construction site "building" to the factory "manufacturing" through factory standard production and on-site assembly to realize the modernization of the construction industry. This paper firstly introduces the installation process flow of steel structure workshops, and describes the special process requirements due to the physical characteristics of steel structures. Furthermore, the application of relevant construction techniques in the installation and construction of concrete multi-story steel structures is analyzed.
關键词:钢结构安装;梁柱连接节点;施工技术;多层建筑
Key words: steel structure installation;beam-column joints;construction technology;multi-story building
中图分类号:TU758.11 文献标识码:A 文章编号:1006-4311(2019)35-0166-04
1 工程概况
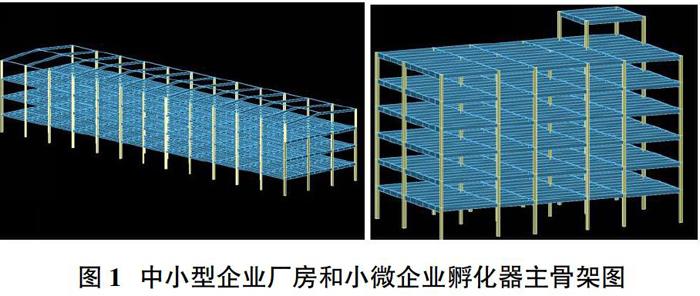
奉新县黄溪天工创业园EPC模式建设项目多层钢结构厂房18栋,建筑面积15万m2,其中4层中小型企业厂房13.7万m2,6层小微企业孵化器1.3万m2,建筑高度为22m,最大跨度27.9m。结构型式为刚架式框架结构,结构主骨架图见图1。结构所用柱和梁材质均为Q345B钢,钢柱采用箱型钢,钢梁采用H型钢,最重在7.0t以内。钢结构采用工厂制造、工地安装的施工方法。
2 多层建筑钢结构安装施工的关键工艺流程及其技术要点
2.1 钢结构柱体安装基础的施工技术要点
在多层建筑的钢结构安装中,作为关键承重构件的柱体安装至关重要,因而要控制好柱体基础的浇筑和柱脚螺栓预埋质量。为了便于调整钢柱的安装标高,在基础施工时,先将混凝土浇灌到比设计标高略低40~60mm,在钢柱安装、调整后,对柱底50mm及抗剪件槽C30微膨胀自流性细石混凝土进行二次灌筑,详见图2。在基础浇筑前要经过精确定位预埋地脚螺栓的位置,通常情况下标高和轴线的误差应分别小于±5mm和±2mm,用Ф12的钢筋分两层、四个方向“井”字型把地脚螺栓和柱脚钢筋焊接牢固定后浇筑成型。
2.2 钢结构柱体的吊装施工工艺与技术要点
钢结构安装前,应对建筑物的定位轴线、标高和地脚螺栓进行复查,合格后方能开始安装工作。钢结构的吊装由建筑物的中间依次向四周扩展,以每节框架为作业单位内先安装钢柱,再安装框架梁,然后安装其他构件,按层从下到上,最终形成框架。开始安装钢柱时,独立钢柱无水平横向受力支撑,结构本身无任何防护措施,安装过程中存在很大结构危险因素。因此在每根钢柱侧面支设三根斜撑,斜撑与钢柱刚接,以起到水平固定作用,同时在钢柱顶端张拉缆风绳,防止钢柱在不利条件下发生倾倒。每节框架安装完成之后,必须将主构件全部安装完毕,使之具有空间刚度和可靠的稳定性。最高钢柱长22m,整根钢柱在工厂加工运至施工现场。钢柱的吊装采用80T汽车吊单机回转法起吊,柱根部必须垫好木板,避免使柱底端与地面发生碰撞和损坏地脚螺栓现象。将钢柱底板穿入预埋螺栓,放置在调节好的螺帽上。吊装就位后利用柱底螺母和垫片的方式调节标高,拧紧全部螺栓螺母,将柱体固定好。钢柱安装的要求是保证平面与高程位置符合设计要求,柱身垂直度及倾斜度满足规范要求。钢柱校正时,按照先利用柱底螺母和垫片的方式调节标高,再调整位移,最后调整垂直偏差,并应重复上述步骤,直到柱的标高、位移、垂直偏差符合要求。
2.3 钢结构主梁的吊装施工及其节点连接工艺
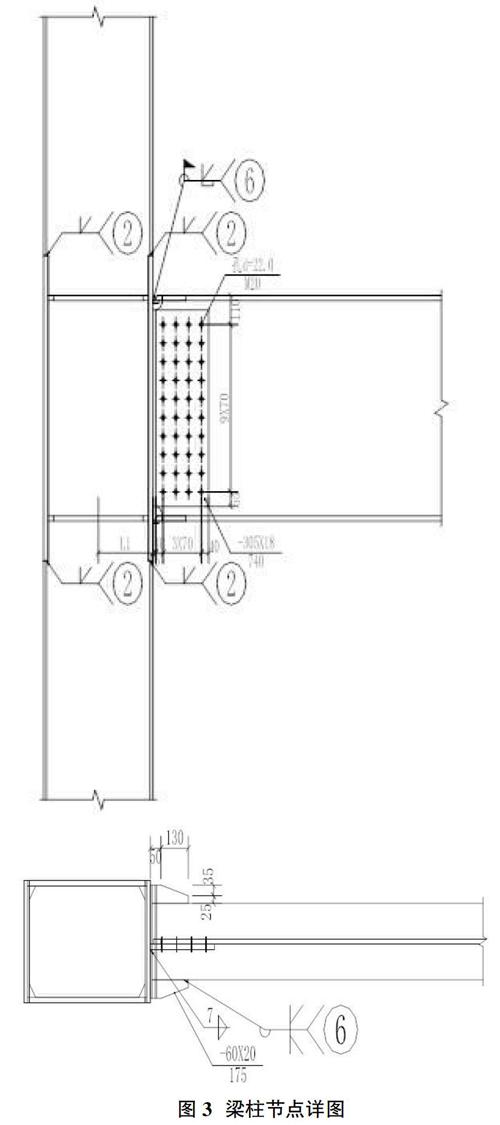
梁的制作精度要求高,长度的误差直接影响梁的插入安装。梁柱采用刚性连接,柱与梁之间的连接采用高强螺栓和焊接混用连接,即:梁翼缘与柱全熔透焊缝连接、梁的腹板与柱上已焊好的承剪板用摩擦型高强度螺栓连接,详见图3。在梁翼缘的对应位置设置柱的水平加劲肋或隔板,在高强度螺栓初拧后进行焊接,在主梁吊装和位置校正过程中,要根据焊接工艺设计要求预留焊缝收缩量,然后再进行高强度螺栓终拧。需要注意的是下侧翼缘外侧根部,容易出现焊接质量缺陷。(图3)
2.4 钢结构安装施工过程中的空间位置参数测控与校正
在鋼结构构件的安装施工过程中,通过科学的布置测量控制网点,利用激光经纬仪和校正仪跟踪测量每一个构件以及完成连接的结构整体的位置参数,是保障整体结构的承载力与稳定性的重要手段。因此,要根据施工段的划分,在每一施工段的作业空间选择和布置测量控制点,从而在构件就位之初进行位置参数的测量,进而对校正后的相关参数予以复核,并且在构件固定和连接完成后对整体结构的空间位置进行测量和进行必要的校正。此外,根据安装施工过程中的具体情况,还可以根据测控数据采取必要的预变形工艺,减少因安装过程产生的结构内部应力造成的变形。
2.5 钢结构高强螺栓连接工艺质量控制
本工程采用扭剪型高强螺栓,性能为10.9级,高强螺栓摩擦面处理采用喷砂之表面处理方法,通过回旋螺帽施加预紧力。高强螺栓安装前应进行预拉力复验、扭矩系数复验和连接摩擦面的抗滑移系数试验,摩擦面的抗滑移系数试验,可由制造厂按规范提供试件后在工地进行,高强螺栓预拉力复验、扭矩系数复验是在现场随机抽取安装所用的高强螺栓进行。紧固螺栓分初拧、终柠两次进行,初拧应采用手动扭矩板手或专用定扭电动板手;初拧值应为预拉力标准值50%左右。终拧应采用专用电动板手,至尾部梅花头拧掉,读出预拉力值。高强螺栓连接安装流程见图4。
2.6 钢结构安装节点的焊接工艺质量控制
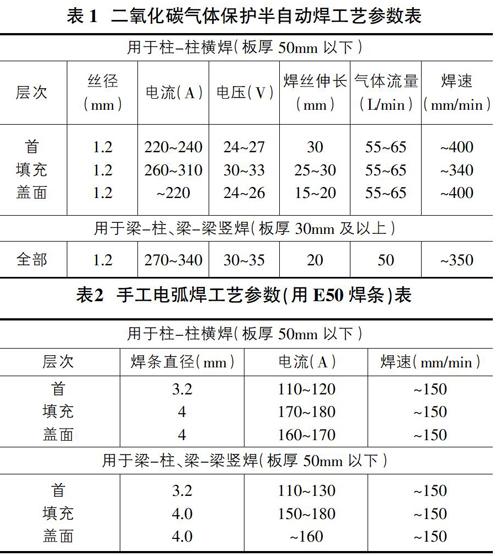
柱与梁之间的连接采用高强螺栓和焊接混用连接,梁翼缘板应直接与柱身用单边V形坡口加垫板单面全焊透焊缝连接。全焊透焊缝按规定设置衬板,翼缘坡口两侧设置引弧板在梁腹板上下端应作扇形切角,其半径r取35mm。翼缘的焊接顺序一般采用先焊下翼缘后焊上翼缘,翼板厚度大于30mm时宜上、下翼缘轮换施焊。箱形、H形柱的两翼板首先应由两名焊工同时施焊,这样可以防止钢柱因两翼板收缩不相同而在焊后出现偏斜。钢结构现场焊接常用手工电弧焊和二氧化碳气体保护半自动焊,手工电弧焊常用于点焊固定、打底焊接、钢梁连接板与预埋件焊接、其它焊接工作量较少的部位,二氧化碳气体保护焊常用于钢柱焊接、钢梁焊接、支撑焊接、桁架焊接和所有对接接头焊接。焊接工艺参数见表1-表2。
多层框架结构由于板厚大,焊缝内部易出现夹渣、未熔合和裂纹缺陷,根据板厚及施工现场条件将采用超声波方法探伤评定焊缝质量。不合格,用碳弧气刨刨开再焊接,直至合格。
2.7 钢结构安装误差消除措施
利用激光经纬仪和校正仪跟踪测量每一个构件以及完成连接的结构整体的位置参数,是保障结构整体稳定性的重要手段。在构件就位之初进行位置参数的测量,进而对校正后的相关参数予以复核,并且在构件固定和连接完成后对整体结构的空间位置进行测量和进行必要的校正。
钢结构安装误差在正常情况下来源于构件在吊装过程中因碰撞产生的变形、因气温差造成的热胀冷缩变形、因焊接产生收缩变形。结构由局部至整体形成的安装过程中,若不采取相应措施,对安装误差采取消除措施,将会给结构带来严重的质量隐患。
为此,构件在运输、倒运、安装过程中,应采取合理保护措施,如布设合理吊点,局部采取加强抵抗变形措施等,防止给安装带来不便。在上一构件安装单元安装结束后,通过观测变形规律,结合具体条件,模拟其变形量和变形方向,在下一构件定位测控时,对节点定位实施反变形纠偏,以消除安装误差。
3 关键技术应用
3.1 柱、梁吊装技术
用钢丝绳套在U型螺栓上,将尖头圆钢(直径小于钢柱端头板孔)同时穿过U型螺栓和柱端头板孔,吊车钩挂住钢丝绳后即可起吊。钢柱一侧起吊柱子至柱底板孔对准预埋螺栓,将钢柱底板穿入预埋螺栓。利用柱底螺母和垫片的方式调节标高,再调整位移,最后调整垂直偏差,并应重复上述步骤,直到柱的标高、位移、垂直偏差符合要求,校正无误后拧紧全部螺栓螺母固定钢柱。尖头圆钢一端起吊前绑根绳子,便于钢柱吊装完人在地面拉动此绳U型螺栓自动松动掉到地面。
在梁两侧的柱已安装完成的情况下,在两侧柱的爬梯上各站立一人,配合安装主梁。用钢丝绳分别固定于梁起吊点,U型螺栓固定钢丝绳与梁的连接,调整钢丝绳吊装位置保证起吊均匀。梁两侧固定好麻绳,用于吊车在吊梁时控制梁不会偏摆,准确控制其位置度。梁均匀吊上去以后,用梁柱板工具交叉固定其柱承剪板与钢梁梁的腹板螺栓孔,再安装临时螺栓,此时螺栓用手工进行初紧,初紧时通过目测必须保证梁与钢柱垂直度。
3.2 新型钢结构梁柱连接节点技术
钢结构房广泛应用栓焊混合形式的刚性连接—梁翼缘熔透焊缝、腹板高强螺栓的连接,需要在梁翼缘位置焊接柱隔板工艺(将钢管柱截断以安装隔板)。本项目部分厂房采用外套方管式梁柱连接节点技术,梁柱连接节点直接在柱外侧贴焊钢板,省去了在梁翼缘位置焊接柱隔板,可大幅提升钢结构加工效率,详见图5。通过一定厚度的外套管使钢柱在无隔板的情况下仍然保持了节点的刚性,无需增加内隔板,减少焊缝,节点构造简单,对装修影响较小。
3.3 无支撑压型钢板组合混凝土楼承板技术
压型钢板是用镀锌薄钢板经辊压冷弯成W型等类似形状,作为楼板浇筑钢筋混凝土的模板,详见图6。其具有:自重轻、强度高、刚度较大、抗震性能较好,改善了防火、防腐性能。与普通现浇混凝土楼板相比,取消了繁琐的模板、脚手架工程,施工安装方便。与普通预制板相比,其整体性能好,刚度大,能够用于抗震设防区。
3.4 钢梁、钢柱防腐防火一体化技术
钢结构防火涂料施工的质量好坏,直接影响涂层效果和使用寿命。涂料是半成品,必须通过施工涂刷到钢构件表面,成膜后才能起到防火保护作用。所有钢构件均需防火处理,设计防火等级二级,钢柱耐火时间不小于2.5小时,钢梁耐火时间不小于1.5小时。高强螺栓连接接触面、与混凝土的接触面、安装焊缝两侧30~50mm的范围内,在工厂制造时不涂涂料。待安装完毕后,对安装焊缝处用钢丝刷或喷砂除锈,达到Sa2.0后,先涂刷防腐防锈涂料(醇酸磁漆),再喷漆枪补涂防火涂料,并对漆面局部损伤处统一补涂。
钢柱用的防火材料含:聚磷酸铵、三聚氰胺、季茂四醇、氯化石腊、耐火纤维等,粘结剂含:丙烯酸乳液、聚醋酸乳液。将涂料拌均匀,第一遍涂层厚度不宜超过1.2mm,涂层表面干后(约6小时)进行第二遍的喷涂,涂层厚度可以适当加大,涂层厚度达到和耐火时间相对应的厚度为止:1h的一遍,1.5h的二遍,2h的三遍,2.5h的四遍。(表3)
钢梁用的防火材料含:聚磷酸铵、三聚氰胺、季茂四醇、氯化石腊、钛白粉等,粘结剂含:丙烯酸乳液、氨基树脂、100溶剂、聚醋酸乳液、防沉剂。将涂料拌均匀,第一遍涂层厚度不宜超过0.5mm,涂层表面干后(约6小时)进行第二遍的喷涂,涂层厚度可以适当加大,涂层厚度达到和耐火时间相对应的厚度为止:1h的二遍,1.5h的三遍。
3.5 外墙保温装饰一体板技术
外墙采用聚氨酯封边金属幕墙板,由内、外层金属板和芯材组成。
外层金属板技术参数:防腐保护为镀55%铝锌,双面镀铝锌含量≧150g/m2,外层金属板金属厚度0.676mm,外层板表面保护层为氟碳(PVDF)涂层,氟碳涂层厚度正面≧25um,背面为≧10um,外侧板为纯平板;
内层金属板技术参数:厚度0.476mm,防腐保护为镀55%铝锌,双面镀铝锌含量≧50g/m2,表面保护层为聚酯(PE)涂层,聚酯涂层厚度为≧20um,背面为5um;
芯材技术参数:岩棉+聚氨酯(Pu)侧封,岩棉厚度50mm,岩棉容重不小于100kg/m3,渣球含量(粒径大于0.25mm)≤10%,燃烧性能A级,纤维平均直径μm≤7.0,导热系数W/(m·K)(平均温度25℃)≤0.040,憎水率≥98.0%,抗拉强度kPa≥7.5,压缩强度kPa(10%变形)≥40,导热系数为0.044W/(m2·k)。两边侧封采用聚氨酯封边。
企口搭接,自下而上安装。板和檩条、墙梁的固定采用钩头螺栓和自攻螺钉。隔音良好,燃点低防火效果好,隔热保温很好,耐高温,防腐蚀,抗老化,防水性能好,外型有线条感,效果出众。
4 结束语
在多层建筑工程的建设中应用钢结构施工技术,既满足了其复杂的荷载要求,又由于可以应用装配式施工技术而节省了施工时间,有效利用了现代城市多层建筑施工场地空间,并且能够获得更大比例的内部使用空间。因此,钢结构施工技术在未来的建筑工程中必然会得到更多应用。
参考文献:
[1]姜雅琴,陆明磊,周林.多层建筑钢结构工程施工技术要点探究[J].丝路视野,2017(15):139.
[2]陈海波.浅谈多层建筑钢结构的关键施工技术[J].科学技术创新,2016(11):254-255.
[3]马啸天.多层钢结构建筑施工技术分析[J].住宅与房地产, 2016(18).
[4]刘恪志.多层建筑钢结构安装施工技术[J].中国新技术新产品,2016(16):116-117.
[5]牟金柱.浅谈多层建筑鋼结构施工的关键技术[J].门窗, 2016(5):87.
[6]吴后春.多层建筑钢结构工程施工技术要点探究[J].门窗, 2017(1):101.
