托轮轴承座中心高度差配对与测量方法探讨
2019-12-17贲道春仲跻松李金峰周文华
贲道春,仲跻松,李金峰,周文华
GB/T 32994-2016《水泥工业用回转窑》标准中4.3.12.3条规定“同一托轮轴承组两端的轴承座中心高度差应符合GB/T 1800.2-2009中的 IT10[1]”;标准中5.2.34条虽然规定“对于4.3.12.3轴承座中心高度差采用水平仪、直尺、高度尺配合检测[1]”,但检测方法不具体,无法指导检测。
JB/T 8916-2017《回转窑》标准中4.3.4.1条规定“托轮中心线应平行于筒体中心线安装,平行度公差为1/10 000[2]”。要托轮保证中心线平行于筒体中心线,首先要保证同一托轮轴承组两端的轴承座中心高度差达到一定要求;如果中心高度差较大,托轮中心线平行于筒体中心线的安装就无法实现。
对于滚动轴承的轴承座而言,所谓中心高度是指滚动轴承外圈装配圆柱面的中心线高度,测量比较容易。对于球面轴承座(或称球瓦座)而言,所谓中心高度是指轴承座内球面球心相对于轴承座底平面的距离。球心位置“看不见摸不着”,如何根据可行的检测方法、检测步骤测量其中心高,这是摆在回转窑制造商和回转窑质量检验人员面前的难题。
轴承座中心高度直接影响托轮中心线与筒体中心线的平行程度、托轮与轮带的接触效果、托轮和轮带工作面的磨损。因此研究轴承座中心高的测量和控制方法具有十分重要的意义。
1 中心高的定义
1.1 传统中心高的定义
轴承座上平面是轴承座上壳体与轴承座装配结合的平面,也称为哈夫面。通常以滚动轴承哈夫面高度代表轴承座中心高,致使人们一直把回转窑轴承座上平面的高度定义为轴承座的中心高。
1.2 符合实际意义的中心高定义
为了减少球面瓦各衬瓦刮研工作量,一般采用间隙配合(如H8/h7)或大间隙(如衬瓦内径比衬瓦接触处托轮轴直径的基本尺寸>1mm以上),这会使托轮轴的安装中心高度低于轴承座球心中心高。
GB/T 1800.2-2009表1中规定公称尺寸500~800mm的IT10的公差为0.28~0.32mm(见表1),而轴承座上下平面的距离公差一般取±0.15mm(即公差带宽度为0.30mm)。即便轴承座的内球面中心在轴承座理想上平面上,轴承座的中心高度允许极限偏差(0.30mm)已经基本达到或超过允许的极限偏差(0.28mm和0.32mm)。
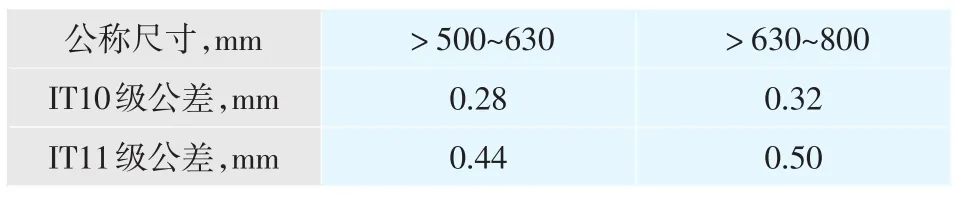
表1 GB/T 1800.2-2009的表1摘录
在轴承座的加工过程中都力求使中心线处于轴承座上平面上,但是受工装能力和操作水平限制,中心线往往偏离轴承座上平面。另外,轴承组中心高也与轴承组的其他零件尺寸及尺寸偏差有关。从实际意义上讲,轴承座上平面高度不一定能代表旋转轴中心高,而旋转轴的中心高才是真正意义的中心高。
2 传统中心高检测方法
2.1 传统检测方法
回转窑质量检验工作者历来受轴承座传统中心高定义影响,一般都是把球面轴承座上平面(即哈夫面)高度作为轴承座中心高进行检测。借助检测平台采用深度尺测量轴承座上下平面的距离,该距离视为轴承座中心高。
2.2 存在的问题
(1)中心高的定义说明传统检测方法不合理
轴承座球心所在位置未必在轴承座上平面,球心高于或低于轴承座上平面,因此采用传统中心高检测方法不合理。
(2)加工方法的分析表明传统检测方法不合理
轴承座的加工方法不外两种:一是两个轴承座合在一起同时加工,见图1a;二是轴承座单独加工,见图1b。
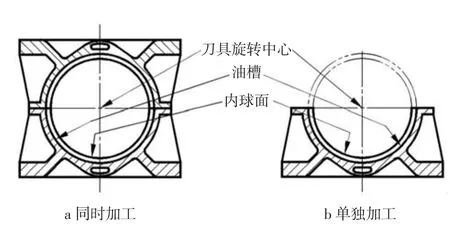
图1 轴承座加工方法
两个轴承座合在一起同时加工,有可能存在刀具旋转中心偏离两个轴承座装夹结合面,导致一个轴承座中心高于轴承座上平面,另外一个轴承座中心低于轴承座上平面。而且其中一个轴承座中心的偏离是另外一个轴承座中心的反方向偏离,即偏离量分别为+δmm和-δmm,偏离相差2δmm。中心高度差范围为(-0.15-δ)mm~(0.15+δ)mm,最大中心高度差达到(0.3+2δ)mm。
轴承座采用固定中心高度的工装通过等高铁单件装夹加工,有可能由于等高铁磨损变形或等高铁下未清理干净,导致轴承座中心高低于预定的固定中心高度。这种加工方法的刀具旋转中心高是固定的,导致的中心高误差主要来源于等高铁高度误差。
在轴承座球面加工之前,轴承座的上下平面已经加工完成,此时的轴承座中心高(球心中心高)尚未确定,还存在上述多种影响中心高的不确定因素。只有当轴承座球面加工完毕后,轴承座中心高才真正被确定。
不同加工方法都可能导致轴承中心偏离轴承座上平面,因此以轴承座上平面的高度代表轴承座中心高的传统检测方法不合理。
3 轴承座中心高检测方法研究
3.1 轴承座本体的检测要素
(1)检测基准和检测尺寸
如图2所示,借助平台、自制轴承座高度标准架(高度h1为轴承座目标中心高)检测,整个检测过程与轴承座上下平面距离无关,即轴承座上平面距离、平面度和平行度都不影响中心高的检测。
如图2b所示,球面底部油槽使球面底部断开,无法找到球面的最低点,增加了球心中心高的测量难度。油槽和球面一次性装夹加工,即球心在油槽直径的中心线上,因此能够通过油槽间接测量球心中心高。
检测要素为轴承座下平面(中心高的基准)、球面直径和油槽直径。相关检测尺寸为油槽开档距离D'、球面直径Sd'(根据测量球面直径Sd'可推算球面直径相对于基本尺寸d的差值ΔSd')、油槽底部深度h2、轴承座油槽底部最小厚度t。其中t(t=h1-h2)可以间接测量,见图2b。

图2 检测基准和检测尺寸
(2)轴承座球面直径误差对装配中心高的影响,球面直径都为正公差(如H8),公差带较宽。球面直径的大小将直接影响球面瓦的安装高度。球面直径与球面瓦直径差异越大,球面瓦的安装高度越低,因此球面是测量中心高的关键要素。ΔSd'对中心高的影响为高度降低0.5ΔSd'。
(3)轴承座的检测尺寸关系
如图3所示,H=t+R',t=(h1-h2),油槽半径R'约为0.5D',则检测尺寸几何关系式为:
H=(h1-h2)+0.5D'
如考虑到轴承座球面直径测量差产生的装配中心高度降低量0.5ΔSd',则中心高测算式为
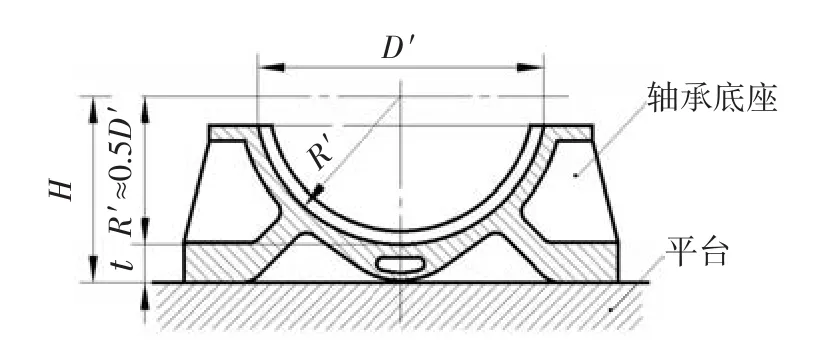
图3 测量尺寸关系图

式中:
H——轴承座球心中心高,mm
h1——自制轴承座高度标准架高度,mm
h2——油槽底部深度,mm
D'——油槽开档距离,mm
ΔSd'——球面直径相对于基本尺寸的差值
(4)其他零件尺寸对装配中心高的影响
式(1)是根据轴承座本身综合影响安装中心高因素确定的测算式。如图4所示,如果再考虑除轴承座以外的其他零件尺寸(如球面瓦球径、球面瓦内圆柱面直径、衬瓦内外径、衬瓦接触处托轮轴径)偏差产生的装配中心高度降低量,影响最终装配中心高的因素将更多。这些因素与轴承座本身的制造尺寸没有任何关系。
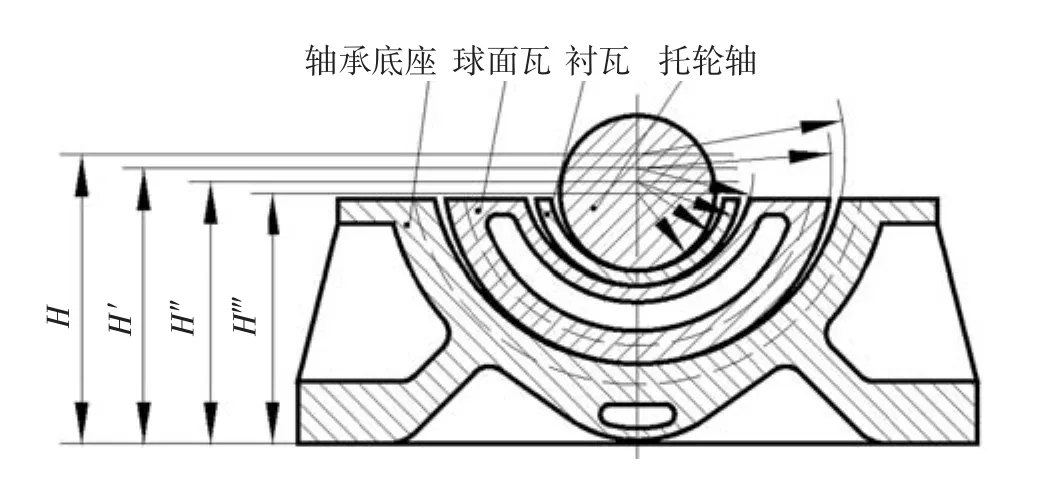
图4 轴承座装配中心高
如图4所示,轴承座装配后存在4个中心高。只考虑轴承座本体存在中心高H,再考虑球面瓦球径、球面瓦内圆柱面直径存在中心高H',再考虑衬瓦内外径存在中心高H″,再考虑托轮轴径存在中心高H‴。中心高H‴是最终轴承组装配的中心高,是最有实际意义的中心高。
以理论中心高为720mm的某规格回转窑轴承座为例,球面瓦外径Sϕ1 040h7,球面瓦内径衬瓦外径ϕ680h9,衬瓦内径ϕ,与衬瓦接触的托轮轴径ϕ620h7,衬瓦内径比托轮轴直径基本尺寸大1.24mm。则除轴承座本身外,球面瓦、衬瓦、托轮轴3个零件的5个尺寸允差对中心高可能的最大影响量为0.272mm。
球面瓦、衬瓦、托轮轴直径的测量器具的精度为0.005~0.02mm,5个尺寸的测算测量误差最大0.08mm,即尺寸理论影响量和测量精度对中心高的总影响量最大可能达到约0.35mm。
即便轴承座本身制造十分完美,其他零件对中心高最大可能的影响量已经超出了标准中对中心高度差IT10级公差(0.32mm)的规定。即便所用零件检验合格,轴承组装配件两端的轴承座中心高未必达到现行标准的要求。建议标准中同一托轮轴承组两端的轴承装配中心高度差公差等级要求由IT10降低为IT11,原公差0.32mm放宽到0.50mm,见表1。当同一托轮轴承组两端的轴承装配中心高度差公差等级降为IT11后,轴承座本身的球心中心高度差公差带宽度可定为0.15mm(0.50~0.35mm)。
3.2 轴承座本体测量精度分析
(1)油槽开档距离和球面直径测量误差
如图5所示,由于轴承座的油槽不是完整的圆,只能在轴承座上平面测量油槽开档距离D',而不能测量到实际直径D。如果球面中心偏离轴承座上平面,油槽开档距离D'必然小于油槽实际直径D。在油槽开档处测量油槽直径是否合理和准确,是球面中心高测量是否准确的关键。
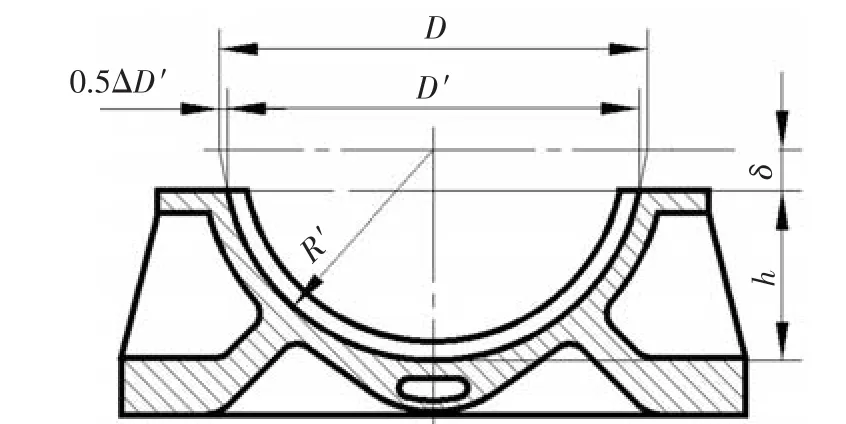
图5 球面中心偏离上平面示意图
以某规格回转窑轴承座为例,分析球面中心偏离上平面对测量精度的影响。轴承座的理论中心高为720mm,球面直径为Sϕ1 040mm,油槽直径为ϕ1 060mm,默认球面和油槽一次装夹加工(即球心在油槽直径中心线上)。
如图5所示,假定轴承座球面中心偏离上平面-5mm(下偏离)~+5mm(上偏离)的油槽开档距离D'两种测量情况分析见表2。根据表2的分析数据表明,该例轴承座球面中心偏离上平面5mm的油槽开档距离D'与油槽实际直径D相差0.05mm,即把油槽开档距离D'当成油槽直径D固有测量差为0.05mm;偏离上平面2.5mm固有测量差仅为0.01mm。偏离越小,固有测量差减小就越明显。
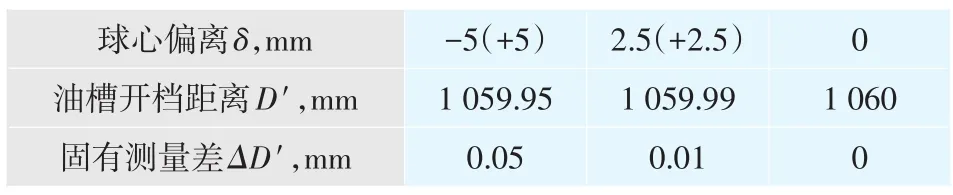
表2 ϕ1 060mm油槽直径固有测量差分析(例)
球面直径比油槽直径稍小,因此在开档处球面直径固有测量差ΔD'(ΔD'=D-D')可视为油槽直径固有测量差。
(2)油槽底部深度测量精度
油槽底部深度h2采用深度游标尺借助自制轴承座高度标准架测量。精度为0.02mm的机械式游标卡尺由于受到本身结构精度和人的眼睛对两条刻线对准程度分辨力的限制,其精度不能再提高[3]。因此油槽底部深度h2的测量最大误差为0.02mm。
(3)测算精度分析与测算方法优化
根据式(1)和表2分析,油槽开档距离D'测量误差的一半(0.5ΔD')影响中心高的测量精度。即该例中心偏离5mm时的油槽开档距离D'的固有测量差0.05mm仅产生0.025mm的中心高测算误差;如图5所示,如果通过测量油槽开档距离D'和上平面到油槽底部的深度h,能够推算球心偏离量δ(δ=|h-0.5D'|),偏离量δ<2.5mm的固有测量差可忽略不计。可以以δ是否>2.5mm判断是否忽略固有测量差。
球面中心高测算总误差的组成部分为:(1)油槽直径固有测量差;(2)球面直径固有测量差;(3)油槽直径测量器具误差;(4)球面直径测量器具误差;(5)油槽底部深度测量器具误差。
上述例中在球心偏离2.5mm时中心高测算误差为:(1)油槽直径固有测量差0.005mm(忽略不计);(2)球面直径固有测量差0.005mm(忽略不计);(3)油槽直径测量器具千分尺精度0.005mm;(4)球面直径测量器具千分尺精度0.005mm;(5)油槽底部深度测量器具深度游标精度0.02mm。则中心高总测算可能的最大误差为0.04mm。该例装配中心高可能的最大测量误差约为0.12mm(0.08+0.04mm)。
根据球心偏离量δ并借助CAD绘图软件测算出球面直径固有测量差ΔD数值(如表2的测算值),中心高的测算可能的最大误差将进一步减小。为了减小固有测量差对测算的影响,式(1)可以进一步优化成下列关系式
H=(h1-h2)+0.5(D'+ΔSd'±ΔD) (2)
式中±ΔD为固有测量差(上偏离取+ΔD,下偏离取-ΔD)。
根据中心高的测量结果确定同一轴承组的中心高配对和返工,以达到标准规定的要求。
(4)检测方法可行性分析
表1是GB/T 1800.2-2009《产品几何技术规范(GPS)极限与配合第2部分:标准公差等级和孔、轴极限偏差》[4]中表1的摘录。对照表1可知常规回转窑轴承座中心高在500~800mm范围内IT10级公差,允许的中心高允差在0.28~0.32mm范围内。
从使用角度和制造角度出发,测算总误差在0.15mm以下不影响轴承座的质量控制,能够基本满足回转窑轴承座球面中心高检测要求。
4 轴承座本体中心高度差配对方法
4.1 球心中心高度检测的最终目的
上述检测方法是通过测量单个轴承座的中心高判断是否符合某一高度要求。检测单个轴承座的中心高度也不是最终的目的,根据中心高度差进行配对和返工能够提高配对精确性,也是执行标准的最有效措施。
4.2 球心中心高度差检测配对的简化方法
如图6所示,轴承座球面中心高度差检测只需测量两个数据:辅助测量架上平面到油槽底部最大距离H1、油槽深度H2。辅助测量架制作高度要求以不妨碍测量和深度尺的量程范围为宜,高度尽量小。
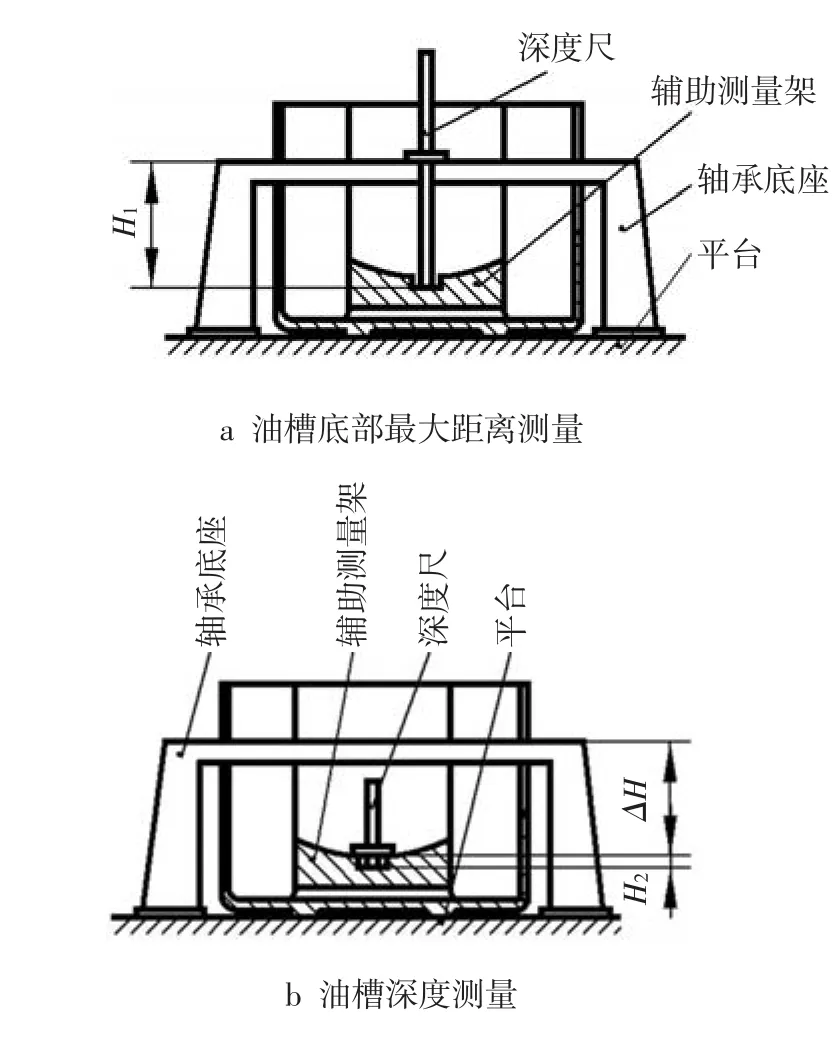
图6 中心高度差的测量
油槽宽度一般<140mm,使用尺框测量面长度为150mm[5]的深度卡尺可以测量油槽中部深度。油槽宽度设计尺寸太宽将影响油槽深度H2测量器具的选择,因为深度尺尺框测量面最大长度不超过150mm[5]。
表3是一个批次12个轴承座的中心高度差检测配对表,通过对轴承座的中心高度差配对检测的判定,能够有效控制同一轴承组两端轴承座的中心高度差。可以对批量生产库存的同规格回转窑轴承座的ΔH值进行统计分析,随时进行轴承组配对装配。
可以通过以下步骤进行中心高配对(假定同一轴承组两端轴承座球心中心高度允差为0.15mm):

表3 某规格回转窑轴承座(理论中心高度720 mm)配对表(示例)
(1)如图5a所示,采用深度游标借助固定高度辅助测量架和平台测量辅助测量架上平面到油槽底部最大距离H1。
(2)如图5b所示,采用尺框测量面长度相同的深度游标在油槽中间位置测量油槽深度H2,并注意尺框测量两端搁置长度相等。
(3)计算测量尺寸差ΔH(ΔH=H1-H2),见表3。
(4)将尺寸差ΔH数值按由小到大或由大到小的顺序排列,见表3。
(5)计算ΔH最相近的差值(即中心高度差Δh),并根据允差要求进行轴承座的配对,见表3。
(6)对中心高度差Δh不符合允差配对要求(>0.15mm)的轴承座底面进行返工后再配对,如表3中9号和12号轴承座中心高度差0.17mm,需对9号轴承座进行返工才能与12号轴承座配对,见表3。
尺寸差ΔH越大中心高越小,ΔH越小中心高越大,因此应对ΔH较小的轴承座进行返工配对。
4.3 轴承组件中心高度
同一轴承组装配后的两端托轮轴中心高度的测量难度很大,目前未发现有合理的测量方法。只有通过各零件相关尺寸的间接测量推算装配中心高,进而推算同一轴承组两端的组件中心高度差。
5 结语
(1)标准需增加轴承座中心高的术语和定义,并根据定义明确技术要求。
(2)影响轴承座装配高度的零件除轴承座本体外还包括球面瓦、衬瓦、托轮轴,轴承座本体中心高不代表装配中心高。
(3)通过油槽直径测量、球面直径测量、油槽底部深度测量,可以测算回转窑轴承座球心中心高。
(4)可通过简易测量方法直接进行同一轴承组两端轴承座本体中心高度差的配对。
(5)检测方法不仅可以用于轴承座本体的中心高合格检验,而且可以通过检验对中心高作出修复的判断,还可以通过检验进行同一轴承组轴承座本体中心高的配对。
(6)测量方法弥补了GB/T 3299-2016《水泥工业用回转窑》国家标准中轴承座本体中心高的检测方法不明确的问题,为标准修订提供参考依据。
(7)测量方法对回转窑轴承座本体中心高的检测和制造具有指导意义,也为轴承座装配中心高的测算提供了理论依据。
