高强度螺栓在国际钢结构工程中的应用分析
2019-12-16付艳鹏
金 锋 付艳鹏
(中钢设备有限公司 北京 100080)
1 前言
连接节点与钢结构工程的安全性可靠性息息相关,连接节点的设计和实施是钢结构工程质量管理的重点。高强度螺栓连接是20世纪中叶发展起来的一种钢结构节点连接方式。随着结构材料性能和标准件制造能力的提高,高强度螺栓在工程中得以越来越多的应用。高强度螺栓连接节点由于具有受力性能好,耐疲劳,抗震好,施工简便,施工周期短等诸多优势,已被广泛用于建筑钢结构的工地现场连接中,成为钢结构连接节点的主要方式之一,尤其在高精度要求的钢结构工程中应用更为广泛。
随着我国工程公司参与国际工程的增多,越来越多的工程应用国际标准的高强度螺栓进行设计、供货和施工。因此对不同标准体系下的高强度螺栓进行分析对比,就其在钢结构工程中的应用进行分析,将有助于工程建设的推进。
2 高强度螺栓简述
普通螺栓连接依靠杆身承压和抗剪来传递剪力,在扭紧螺母时螺栓产生的预紧力很小,其影响不予考虑。高强度螺栓连接的工作原理是有意给螺栓施加大的预紧力,使被连接件接触面之间产生挤压力,因而垂直于螺杆方向有很大摩擦力,依靠这种摩擦力来传递连接剪力。因此螺栓是否在连接中产生了预紧力是区分高强度螺栓与普通螺栓的主要区别,这也是在欧标(EN标准)和美标(ASTM标准)中,均把高强度螺栓称为Preloaded bolts的原因。
高强度螺栓的预紧力值是钢结构节点中螺栓设计选型、制作检验及施工过程中需要考虑的最重要指标。高强度螺栓的预紧力是通过扭紧螺母实现的,通过螺母相对螺杆的转动,使螺杆产生一定的弹性伸长变形,从而实现高强度螺栓副的预紧力。
2.1 不同类型的高强度螺栓
高强度螺栓从外形上可以分为大六角型和扭剪型两种。
大六角形高强度螺杆头的外形是六角形,此设计继承自普通螺栓,是最早使用的高强度螺栓螺杆头类型。在拧紧螺母的过程中,大六角型高强度螺栓的螺杆容易跟随转动,造成无法拧紧。故设计六角型的螺杆头,在发生同转时,作以扳手固定之用。扭剪型高强度螺栓是在大六角型高强度螺栓基础上改进开发并发展起来的。其螺栓端部有梅花卡头,施工时用扭剪型专用扳手施工,扭剪型扳手拧紧螺母时通过根部固定梅花头夹紧螺杆,施扭时不再发生同转现象。因此螺杆头已没有再做成六角形的必要,从工艺和材料考虑,螺杆头部一般设计为半圆形。
2.2 高强度螺栓的不同表面处理方式
为了保证耐久性,高强度螺栓需进行表面处理。其的表面处理方式有:磷化发黑处理、热镀锌处理、达克罗处理以及扩散热渗锌处理等。
磷化发黑处理:使用最为普遍,扭矩系数稳定,施工方便简单;防腐性能差,螺栓施工完以后,钢结构上要进行后续防腐。达克罗处理:耐腐蚀性能好,无氢脆性,耐高低温冲击性好;但涂层偏软,附着力弱,安装过程中易碰坏,在实际应用中对室外环境适应力差,达克罗中含有对人体及环境有害的铬离子。热浸锌处理:耐腐蚀性能好;但螺纹精度受影响较大,扭矩系数不稳定,离散度差;10.9级以上高强度螺栓产品存在氢脆风险,生产过程控制不稳定。扩散热渗锌处理:通过热扩散渗层技术,将锌铝等金属原子扩散进基体,并在金属表面发生系列反应后形成均匀合金层表面;抗腐蚀能力强,涂层厚度均匀,附着力强,产品环保;目前此技术在高强度螺栓产品中使用范围相对较小,还处于推广阶段。
3 高强度螺栓在钢结构工程中的应用
3.1 高强度螺栓连接节点受力特性
高强度螺栓连接受力特性通常分为两种类型。一种是只依靠摩擦阻力传递力,并以产生滑移时的剪力作为极限承载力,即摩擦型连接方式。为提高摩擦系数,钢结构节点连接面不可涂普通油漆,一般要进行特殊工艺处理,以达到设计要求的抗滑移系数,制作过程和安装前要做抗滑移系数试验。另一种连接方式允许接触面产生滑移,设计时既考虑连接板之间接触面的摩擦力,又考虑螺栓的抗剪力和螺栓孔承压。即产生滑移后,以栓杆被剪断或连接板螺栓孔被压溃作为极限承载力,以此作为设计准则的承压型连接方式。因为允许产生滑移,钢结构连接面不需做特殊工艺处理,可在工厂涂装普通油漆,安装前不需要做抗滑移系数试验。
以上两种节点型式节点的极限承载能力状态不同,由设计者根据规范和需要进行选择。节点形式的选择和节点设计对高强螺栓选型、制造、质量控制、试验和施工不造成影响。
3.2 不同标准的高强度螺栓应用注意事项
在中国的钢结构工程主要应用中国GB标准。在国际工程项目中,用到的高强度螺栓产品主要有欧标EN标准和美标ASTM标准。表1列出了这3种标准体系下高强度螺栓副中的螺栓、螺母、垫圈产品遵循的生产标准及施工规范。
3.2.1 中欧美标准的高强度螺栓预紧力规定
同一规格的中欧美标准的高强度螺栓,预紧力规定是不同的。见表2 中欧美标高强度螺栓预紧力值。中国GB标准规范规定的高强度螺栓预紧力值比美国规范规定的值平均小约15%,比欧盟规范规定的值平均小约10%左右[1]。也就是说中国钢结构设计规范对单个高强度螺栓承载力设计值考虑相对保守,同样的节点工作条件下,高强度螺栓需要的数量会更多一些。使用不同标准的产品时,需要特别注意预紧力规定的差异。
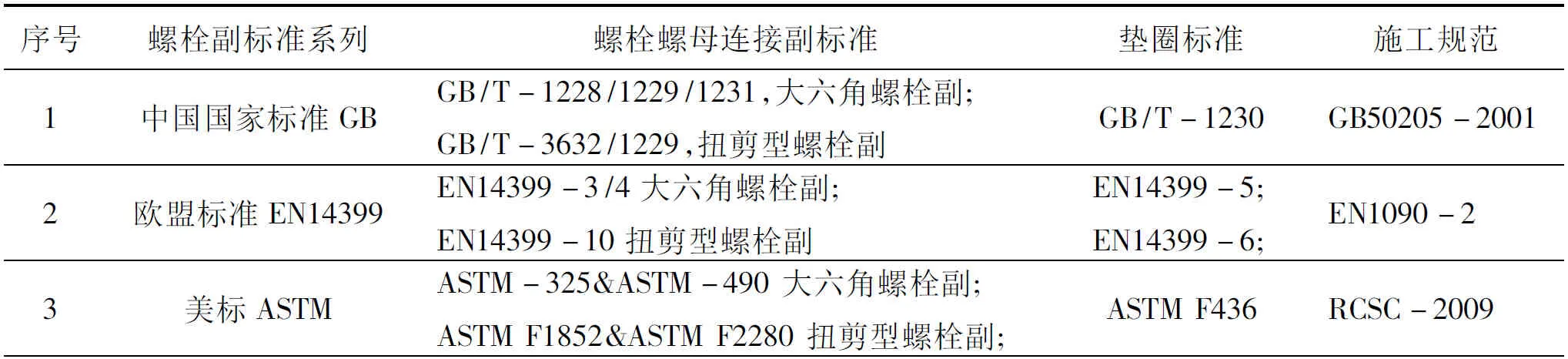
表1 中欧美标高强度螺栓产品标准及施工规范
对于高强度螺栓生产企业来说,面对不同标准的高强度螺栓,特别是扭剪型高强度螺栓,螺栓的材料性能,以及梅花卡头与螺栓本体处的结构设计尺寸必须能够满足不同标准的预紧力要求。以避免未达到预紧力时,梅花卡头已被切断,或者梅花卡头未被切断前,螺栓其余部位已被切断。
3.2.2 不同标准体系下的扭剪型高强度螺栓施工方法
对于扭剪型螺栓,中国标准、欧标和美标施工方法要求基本相同,使用专用的扭剪型扳手进行初拧和终拧,梅花卡头被切断视为终拧完成。施工前都要求做预紧力的测试,以保证梅花卡头切断时螺栓达到的预紧力值能满足规范的要求,中国标准中还强制性要求扭剪型螺栓出厂前必须提供预紧力测试的试验报告,并要求螺栓、螺母和垫圈成套供货。
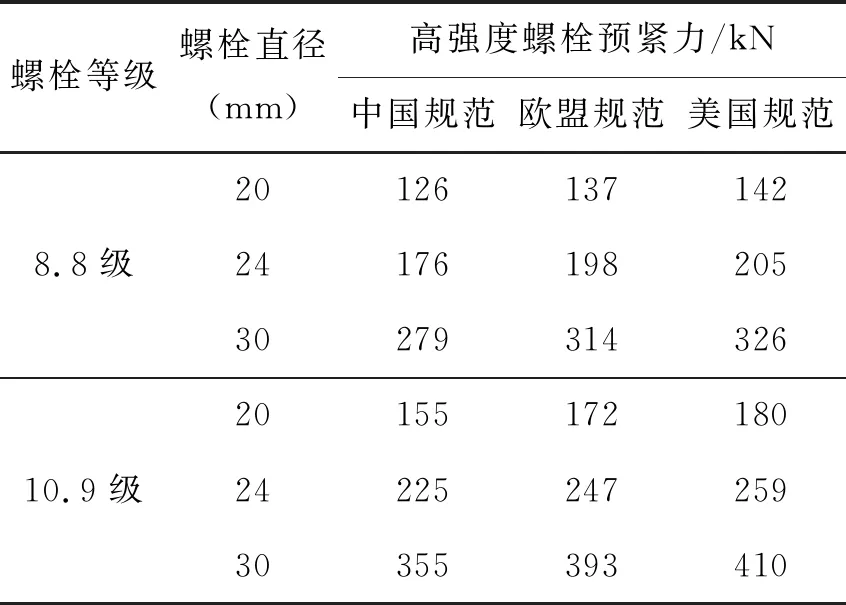
表2 中欧美标高强度螺栓预紧力值对比
3.2.3 不同标准体系下的大六角高强度螺栓施工方法
中国标准下的螺栓产品规范和施工规范中,对于大六角高强度螺栓,只给出了扭矩法的施工方法。虽然在GB50205附录B检验方法中说明了转角法的检验方法,但未在规范正文中展开说明。实践中,中国标准的大六角高强度螺栓主要采用扭矩法施工。GB50205中强制性要求大六角高强度螺栓出厂前需提供扭矩系数的试验报告,GB/T1231中给出了扭矩系数的范围和偏差控制要求,给出了表面处理及润滑的要求,以保证防锈功能和扭矩系数,并且要求连接副按照保证扭矩系数的方式成套供货[2,3,4]。
欧标对于大六角高强度螺栓主要给出了两种施工方法,分别是扭矩法和组合法[5]。其中扭矩法要求基本和中国国家标准相同,扭矩系数(k2值)需要通过试验测定。组合法分为两步,第一步初拧,是按照一个确定的扭矩系数(k1值)进行,第二步按照规定的角度拧紧螺母,因此不需要试验测定的扭矩系数。欧标中给出了扭矩系数的测定方法,给出了扭矩系数的范围和偏差控制要求,但没有强制性要求出厂前必须提供扭矩系数。
美国标准中对于大六角高强度螺栓主要给出了两种施工方法,分别是标定力矩扳手施工法(Calibrated Wrench Pretensioning),即扭矩法,另外就是转角法(Turn-of-Nut Pretensioning)[6]。对于扭矩法,要求在施工现场每天做验证试验,达到螺栓预紧力值时,测定的扭矩值被用于指导当天的施工。另一种方法是转角法,首先通过手动扳手或电动扳手拧紧螺母,使连接件紧密贴合,达到不通过工具无法拧松螺母的状态,从而完成初拧;然后拧紧螺母达到规定的角度。
4 应用案例
4.1 工程介绍与高强度螺栓选型施工
在两个同类工艺的国际工程中,工程中均包含一座约130米以上高度的工艺钢结构塔,钢结构总重约7700吨,共使用约30万套高强度螺栓,主要为M20、M24和M30规格,性能等级为10.9级。
两个工程选用了两种不同类型的高强度螺栓,分别是欧标EN14399-10标准的扭剪型高强度螺栓和美标ASTM 490M标准的大六角高强度螺栓。
工程A中的扭剪型高强度螺栓表面磷化发黑处理,采用了扭剪型施工方法,用初拧扳手进行初拧,用终拧扭剪型扳手进行终拧。特别需要注意的是EN标准的高强度螺栓预紧力值大于GB标准的预紧力值,因此螺栓材料性能的要求、梅花头加工尺寸都和中国GB标准不同。
工程B中的大六角高强度螺栓表面达克罗处理,采用了转角法(Turn-of-Nut Pretensioning)施工。按照ASTM标准,也可以采用扭矩法,但是ASTM标准中没有强制性要求制造厂出厂时测定扭矩系数,也没有要求螺栓副表面进行润滑处理,螺栓、螺母和垫圈配套供货。现场测得的扭矩系数不稳定,扭矩系数离散度约0.0189,偏差值超过了0.01的允许值。因此转角法施工是该工程的设计选定方案。
4.2 美标大六角高强度螺栓转角法施工实践
通过手动或电动扳手拧紧螺母,达到规范要求的紧密贴紧(Snug tightened)状态,即达到钢结构件的连接件已紧密贴合,不通过扳手无法松动螺母的状态。然后再使用电动扳手终拧,使螺母达到要求的角度。终拧前,需在螺栓头部和螺母上标记终拧起始线,终拧后,需检查转动后的螺母终止线与螺栓头部的起始线角度是否满足表3的要求。
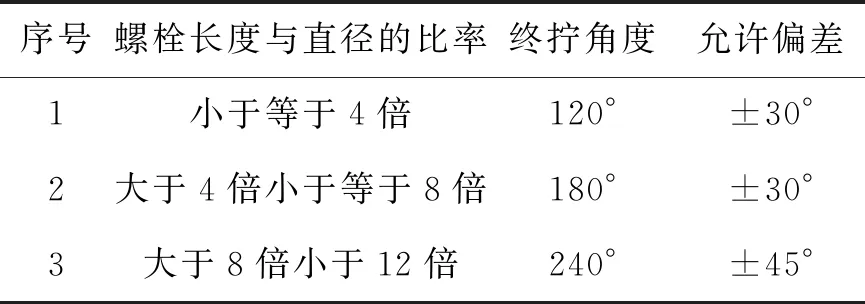
表3 美标转角法终拧角度表[5]
当螺栓长度与直径的比率大于12倍时,需通过预紧力测定试验确定终拧角度。
转角法实施过程中,重点是在初拧完毕后,在螺栓头部和螺母上画出终拧起始线,如图1所示,终拧完毕后,检查螺母上的标记与螺栓头部标记的角度,角度满足表3中的要求,视为终拧合格。
在扭矩系数不稳定的情况下,转角法是高强度螺栓紧固更直接的一种方式。高强度螺栓紧固目的是使螺栓副产生预紧力,而预紧力的产生是通过螺母相对螺杆的转动,从而使螺杆产生一定的弹性伸长而来,所以转角法控制螺母转动的角度,是相比控制扭矩更直接的一种方式。事实上,施加扭矩在螺母上,也是通过客服螺母与螺栓之间的运动副的阻力,从而控制螺母的转动角度,使螺杆产生一定的弹性伸长,从而产生预紧力。
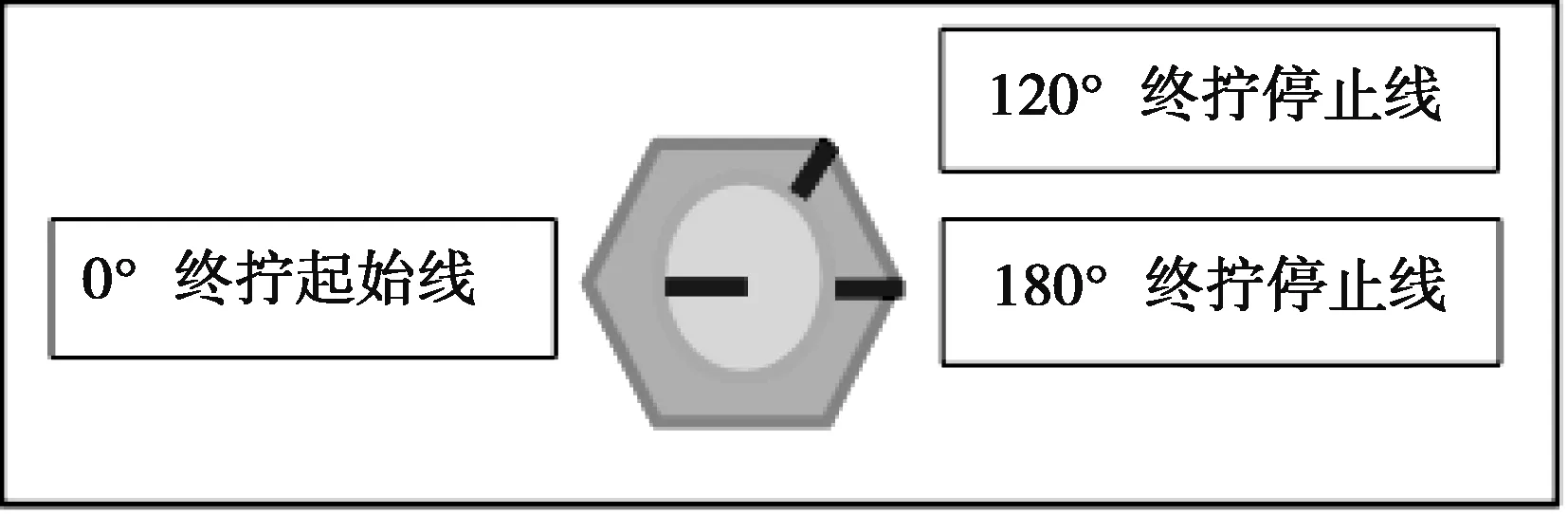
图1 美标转角法标记示例
美国RCSC (Research Council on Structural Connections)认为对于大六角高强度螺栓,转角法是更直接和更可靠的施工方法,这从Specification for Structural Joints Using High-Strength Bolts版本变化中可以看出。1954年版本中把扭矩法取消,当时认为该方法为所有安装方法中可信度最低且最有争议的方法,1980年版本又恢复了该方法的使用,但增加了更多的控制措施,要求每天标定扭矩扳手,现场保管应防尘防潮,充分润滑螺栓螺母等[6]。
转角法的缺点是,初拧时达到的紧密贴合(snug tightened)状态无法精确测量,受施工和检验人员个体不同影响较大,特别是是容易出现部分螺栓初拧程度不够,按照统一的角度终拧后,螺栓实际未达到设计要求的预紧力值,造成螺栓“欠拧”。有的厂家为此提供了专用于转角法施工的电动扳手,其原理是在终拧转角操作前,电动转角扳手先对已初拧的螺栓再施加一个较小的扭矩,因为扭矩值较小,即使扭矩系数离散度大,也不会对螺栓预紧力值造成多大的影响(所产生的预紧力只相当于设计值的10%),但是可以确保达到紧密贴合(Snug Tightened)状态,以避免出现初拧未拧紧的现象。同时,保证终拧前的初始状态一致,然后再按照统一的角度转角。但此种扳手应用非常少,需要定制,并且由于使用不普遍,使用前需要和检验单位做好沟通。
5 建议
通过对不同标准的高强度螺栓的对比和应用分析,及基于工程实践的项目案例,给出国际工程公司视角的应用建议。
5.1 设计选型和供货建议
对于由工程公司负责EPC总承包的国际工程,一般可优先选用国标扭剪型高强度螺栓,表面处理优先采用磷化发黑处理。采用国标可以更好发挥国内制造优势,扭剪型螺栓施工和检验方便,磷化发黑处理工艺成熟稳定性好。
高强度螺栓生产厂家多,各厂家规模、生产工艺和质量保证的有所不同。采购时应结合供应商生产规模与装备、质量保证体系和质量控制、检测设备及是否有效实施ISO9001质量管理体系运行进行优选。设计和订货根据中国标准、欧标、美标等不同标准体系的要求,对预紧力值、表面处理、交货时润滑状态提出明确要求,以保证达到预紧力设计值。
生产过程进行有效监造并组织抽样试验,有效进行质量控制。对待发运的货物进行外观质量和内在质量的检查,确保质量。
5.2 入场检验建议
对于工程公司负责施工的国际工程,应尤其关注高强度螺栓的入场检验工作。
用宏观手段对连接副进行检查,并审核产品的质量证明文件,检验报告等内容要与采购产品的标准相符。检查连接副的类型、规格、等级、数量是否符合设计及合同清单的要求。观察表面是否存在弯曲和裂纹,检查时发现螺栓有淬火裂纹的,必须坚决退货。尺寸检查,检查头、杆连接处的倒角r是否符合标准,并检查螺栓及螺母的螺纹,使螺纹的配合符合精度要求。对于扭剪型螺栓,要特别注意检查梅花头与螺纹之间的过渡段的尺寸。对于扭剪型螺栓,即使产品是遵循美标,也尽可能要求供货单位提供螺栓预紧力测试报告,并要求螺栓副成套供货。对于大六角螺栓,如确定按照扭矩法施工,要求制作厂家提供扭矩系数测试报告,并要求螺栓副成套供货,以便将现场复验结果与之比对。对于用于摩擦型连接节点的高强度螺栓,要求螺栓供货厂家提供滑移系数测定试验报告。
5.3 施工及质量保证控制
施工须根据不同的标准体系和设计要求做好施工工具、施工方案、QA/QC和人员培训的准备工作。包括扭剪法、扭矩法、欧标组合法、美标转角法等施工方法均在相关国标、欧标和美标标准规范就施工和检验要求作出了明确的规定,可执行性均比较强,必须在施工和检验过程中严格执行。一些共性的原则如下:
(1)高强度螺栓开始施工前必须做现场复验,摩擦型节点需做滑移系数试验,大六角螺栓需做扭矩系数测定复验或转角试验,以检查达到设计要求的预紧力需要的扭矩和转动的角度;扭剪型螺栓需做预紧力测定试验。
(2)扭矩扳手需按照国标、欧标和美标的不同要求,定期对扭矩扳手进行标定校验。
(3)每个节点中的螺栓施工顺序,应遵从先中间后两边,对称施拧的步骤进行,如图2所示,螺栓拧紧后要做复拧,通过目测和敲击检查以避免松动的螺栓.
(4)高强度螺栓的终拧检查,及时进行,一般在终拧后1小时到48小时之间进行。
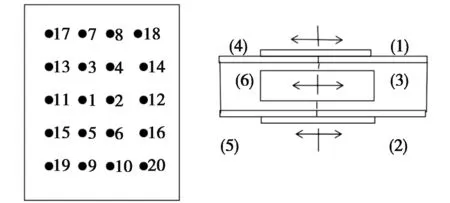
图2 高强度螺栓拧紧顺序
(5)高强度螺栓紧固,要安排专人旁站,监督检查;要对高强度螺栓紧固的初拧和终拧状态做好记录。
6 结语
高强度螺栓是钢结构的重要组成部分,了解和掌握不同类型和不同标准的高强度螺栓特性,有助于提高钢结构工程水平。螺栓是否在连接中产生了预紧力是区分高强度螺栓与普通螺栓的主要区别,预紧力值及其如何在施工过程中得到保证,是高强度螺栓应用中的核心控制要点。中国标准、欧标、美标高强度螺栓预紧力值及施工方法规定有一定的区别,应该根据标准体系的要求,选择对应的施工方法,严格按照施工方法的步骤和控制要点实施。希望这一高强度螺栓的应用分析及建议能够对相关工程实践者有一些参考作用。